一种消融电极及其制造方法
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及介入式医疗产品的制造领域,特别是一种消融电极及其制造方法。
背景技术
介入式治疗医疗产品中,都会包括一个属于治疗的能量发生器作为主机和一个类似于介入导管的耗材,两者之间通过电性连接联合使用,组成一个介入治疗的系统完成介入治疗。导管通常采用内部穿置消融电极作为能量传输和治疗的部分,消融电极的主体部分一般用镍钛记忆金属制作,镍钛材质的电极虽然是很好的介入式电极,但是其熔点温度过高而很难焊接,怎样把镍钛电极通过导线电性连接到主机一直是个亟待解决的技术问题。
当前镍钛电极和主机的连接,是先用导线电连镍钛电极,导线再接插座,插座再通过电缆接主机,由于镍钛电极不易焊接,造成导线与镍钛电极焊接相连的稳定性欠佳。为此改进为增设一个转接件来连接固定镍钛电极和导线,这个转接件采用容易焊接的材料制成,连接结构如图1所示,转接件5通过压接方式与镍钛电极2相连,导线1只需焊接固定到该转接件5上,导线1在转接件2上的固定位置为焊点6,进而将插座和导线、转接件及镍钛电极电性连接起来。这种转接件过渡的结构可以把导线与镍钛电极作可靠的电性连接,但是要求耗材的介入导管有较大容量空间,不仅能穿置镍钛电极,还要能容纳压接于镍钛电极外表的连接件,对于介入较小的人体腔道耗材如介入血管和微小支气管腔道等所用的细小导管,由于导管本身外径尺寸已经很小,无法提供足够空间适配前述这种增设转接件连镍钛电极的安装结构。对用于人体支气管内高压消融的导管,导管本身的外径尺寸已经小于2mm,导管内部没有足够空间安装转接件连镍钛电极和导线。
发明内容
本发明要解决的技术问题和提出的技术任务是针对现有镍钛电极电连主机要通过增设转接件的安装结构,对介入导管的空间容量要求高,无法用在介入血管、微小支气管腔道等细小尺寸导管上的技术问题,本发明提供一种消融电极及其制造方法,所述制造方法可用在细小尺寸的导管内部实现镍钛电极和导线间可靠的电性连接,解决转接件不适用这类细小导管连镍钛电极的问题,制成的消融电极外径不会增大变粗,对介入导管空间尺寸要求降低。
本发明解决技术问题采用的技术方案:一种消融电极制造方法,包括带绝缘护层的导线和管状的镍钛电极,所述镍钛电极两端敞口,其特征是所述制造方法包括对导线和镍钛电极按以下步骤进行加工:
(1)将导线穿过镍钛电极的管腔,并在伸出镍钛电极的管腔的导线一端剥离部分护层露出部分线芯;
(2)对露出的线芯前端上焊锡;
(3)在上焊锡后的线芯四周蘸助焊剂;
(4)将导线抽回镍钛电极的管腔内,以使上焊锡与助焊剂的线芯端部退回到镍钛电极的管腔中;
(5)隔着镍钛电极的管壁对焊锡与助焊剂所在的线芯端部进行持续加热,助焊剂作用下焊锡熔合聚集成一球体;
(6)停止加热,球体冷却凝固后与镍钛电极管腔内壁过盈配合,以使导线一端与镍钛电极的管腔内壁卡紧固定。
本发明将导线穿置在镍钛电极的管腔中,并通过外部吹风加热使导线预剥皮加上锡和助焊剂的露芯处升温,让焊锡在助焊剂作用下热熔聚合成一个球体再冷却,球体冷却后与镍钛电极的管壁过盈配合,把导线一端牢牢卡紧固定在镍钛电极管壁上,该制造方法充分利用镍钛电极的内部管腔空间,不会导致镍钛电极的外径变粗,不影响镍钛电极穿置安装在介入导管中。
作为对上述技术方案的进一步完善和补充,本发明采用如下技术措施:所述导线为铜制线芯的漆包线。漆包线成本低并且容易获得,漆包线的外层绝缘皮可以做绝缘护层,内里的铜芯导电性良好,并且容易上焊锡,焊锡热熔后冷却仍会与铜芯牢固相连。
所述加热为热风枪从镍钛电极一侧对添加焊锡与助焊剂的线芯头部位置吹风加热。热风枪吹风加热操作简单,而且时间和温度都易控制。
所述热风枪的吹风温度在380℃±30℃,吹风时间在8秒±2秒。吹风温度和吹风时间保持在该数值范围内,可以充分熔化焊锡和助焊剂,让助焊剂发挥作用使焊锡热熔聚合形成一个球体,吹风加热后助焊剂会挥发,焊锡热熔成的球体冷却后与镍钛电极的管腔内壁过盈配合,卡紧导线于镍钛电极管腔内。
一种消融电极,包括两头敞口的管状镍钛电极和与其固定电连的导线,所述导线由导电线芯和对其围合的绝缘护层组成,导线一端穿入镍钛电极的管腔中,并且导线的穿入端剥离绝缘护层露出部分线芯,所述线芯通过一连接件卡紧固定于镍钛电极的管腔内壁上,连接件位于线芯和镍钛电极的管腔内壁之间,且连接件为前述制造方法中焊锡熔合聚集形成的球体。本发明提供一种内置固定方式的消融电极,消融电极的导线穿置在镍钛电极的管腔内,并通过焊锡在助焊剂作用下热熔聚集成的球体冷却与镍钛电极的管腔过盈配合,将导线卡紧固定于镍钛电极上,该消融电极无需在镍钛电极外加装部件,不会让镍钛电极外径增大变粗,进而使整个消融电极对介入导管的内腔空间尺寸要求降低,可以更好地适配在细径的血管、微小支气管腔道所用的小径介入导管上使用。
本发明提供一种简单巧妙的消融电极制造方法及该方法制造的消融电极,解决现有细小导管内没有足够空间安装连接件对接固定镍钛电极和导线,同时镍钛电极和导线难以直接对接的技术问题,该制造方法具体是在穿过镍钛电极的导线上剥出线芯上焊锡与助焊剂,再将导线拉回镍钛电极的管腔内隔着管壁加热,助焊剂作用让焊锡热熔聚合形成一个球体后冷却,与镍钛电极的管壁过盈配合,实现导线卡紧固定在镍钛电极的管壁上,焊锡本身具备良好导电性,可以同时确保导线和镍钛电极间的有效电连接,连接好导线的镍钛电极外径也不会增大变粗。
附图说明
图1:现有镍钛电极和导线对接固定的示意图。
图2:本发明上焊锡的示意图。
图3:本发明加助焊剂的示意图。
图4:本发明对镍钛电极加热的示意图。
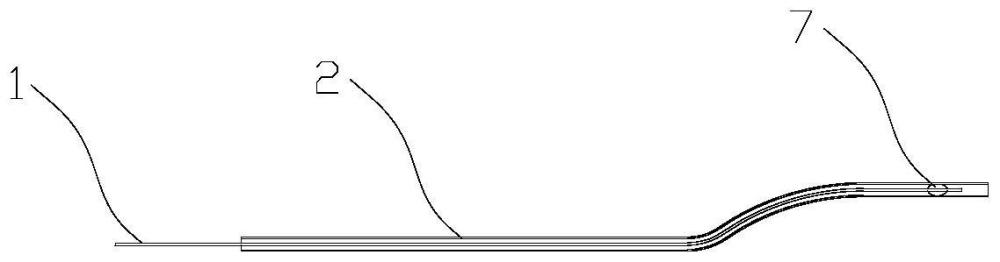
图5:本发明加热冷却后导线固定卡紧的示意图。
图中:1.导线、2.镍钛电极、3.焊锡、4.助焊剂、5.转接件、6.焊点、7.球体。
具体实施方式
下面结合附图说明和具体实施方式对本发明做进一步的说明。
本发明包括一种消融电极及其制造方法,先举例说明一种消融电极制造方法,其包括带绝缘护层的导线1和管状的镍钛电极2,导线1采用铜制线芯的漆包线,镍钛电极2两端敞口,该制造方法包括对导线1和镍钛电极按以下步骤进行加工:
(1)将导线1穿过镍钛电极2的管腔,并在伸出镍钛电极2的管腔的导线1一端剥离部分护层露出部分铜线芯;
(2)在露出的线芯前端上焊锡3,如图2中箭头所指,该步骤为常规的电烙铁上锡;
(3)在上焊锡3后的线芯四周蘸助焊剂4,如图3中箭头所指加助焊剂4,助焊剂4加在焊锡3外;
(4)将导线1抽回镍钛电极2的管腔内,以使上焊锡3与助焊剂4的线芯端部退回到镍钛电极的管腔中;
(5)隔着镍钛电极的管壁对焊锡与助焊剂所在的线芯端部进行持续加热,如图4中箭头所指,加热采用热风枪从镍钛电极一侧对上焊锡与助焊剂的线芯端部位置吹风加热,热风枪的吹风温度在380℃±30℃,吹风时间在8秒±2秒,本实施例优选吹风温度380℃和吹风时间8秒,在助焊剂作用下焊锡熔合聚集成一球体7;
(6)停止加热,如图5所指,球体7冷却凝固后与镍钛电极2管腔内壁过盈配合,以使导线1一端与镍钛电极2的管腔内壁卡紧固定。
本发明所述制造方法中当线芯第一次上焊锡热熔后,焊锡比较小且不规则贴在线芯上,此时线芯能正常拉回镍钛电极管腔内,当电吹风加热时,在助焊剂协助下原有的焊锡聚集热熔形成一个球体,冷却后该球体能和镍钛电极管腔形成过盈配合,卡紧导线和镍钛电极,完成两者固定连接,这里助焊剂的作用是让焊锡比较好聚集在一起热熔成球形,以便冷却后物理挤压卡紧导线和镍钛电极,助焊剂在加热后会挥发;焊锡本身能导电,可确保导线和镍钛电极之间有效电连接。
一种由前述制造方法加工制作的消融电极,包括两头敞口的管状镍钛电极2和与其固定电连的导线1,导线1为铜芯的漆包线,由内里的导电铜线芯和外层的绝缘护层组成,导线1一端穿入镍钛电极2的管腔中,并在该穿入端剥离绝缘护层露出部分铜线芯,线芯通过一连接件卡紧固定于镍钛电极2的管腔内壁上,该连接件位于铜芯和镍钛电极的管壁之间,并且为焊锡3在助焊剂4辅助下熔合聚集成的球体冷却形成。
本发明提供了一种消融电极及其制造方法,该制造方法在漆包线剥出的铜芯上先后上焊锡与加助焊剂,然后隔着镍钛电极的管壁用热风枪吹风加热,利用助焊剂使焊锡热熔聚合形成一个球体后冷却,与镍钛电极的管壁过盈配合,将导线卡紧固定在镍钛电极的管壁上,焊锡本身具备良好导电性,可以同时确保导线和镍钛电极间的有效电连接,解决了现有细小介入导管内没有足够空间安装连接件对接固定镍钛电极和导线的问题,通过这种制造方法加工制成的消融电极导电性良好,消融电极的导线和镍钛电极连接牢固。此外,前述制造方法中上焊锡所需的钎焊台、锡焊丝、助焊剂与加热用的热风枪等均为容易获的常规设备;制成的消融电极,可用万用表连接镍钛电极和导线一端检测导电性,也可依据需要检测镍钛电极与导线之间的连接力,检查连接牢固性。
- 一种两侧涂膏的蓄电池电极制造方法
- 一种复合石墨烯锂离子电池及复合石墨烯电极的制造方法
- 一种预拉伸加工的褶皱状石墨烯柔性电极的制造方法
- 一种电极感应熔化增材制造设备与方法
- 一种火花塞电极制造装置及其操作方法
- 一种多电极消融针以及多电极消融针电极间距的确定方法
- 一种多电极消融针以及多电极消融针电极间距的确定方法