一种装配式预埋件加工焊接设备
文献发布时间:2024-01-17 01:12:29
技术领域
本申请涉及焊接设备的技术领域,尤其是涉及一种装配式预埋件加工焊接设备。
背景技术
预埋件就是预先安装在隐蔽工程内的构件,就是在结构浇筑时安置的构配件,用于砌筑上部结构时的搭接,以利于外部工程设备基础的安装固定。
预埋件大多由金属制造,而金属预埋件结构多为钢板中央焊接螺纹钢筋。目前的预埋件焊接设备通过夹具将螺纹钢筋夹持于钢板上后对螺纹钢筋和钢板进行焊接,焊接过程中由于焊接处温度过高,螺纹钢筋和钢板在焊接过程中发生相对移动,螺纹钢筋容易出现偏移或倾斜,使得螺纹钢筋焊接后不竖直、偏离钢板中心而影响预埋件的质量。
发明内容
为了提升预埋件上螺纹钢筋焊接的竖直程度,降低螺纹钢筋轴线与钢板中心之间的偏离程度,本申请提供一种装配式预埋件加工焊接设备。
本申请提供一种装配式预埋件加工焊接设备,采用如下的技术方案:
一种装配式预埋件加工焊接设备,包括:焊接机台,所述焊接机台上转动设置有定位台,以及驱动所述定位台转动的第一驱动件;第一夹持机构,用于夹持钢板,所述第一夹持机构包括设置于所述定位台上的第一夹持组件和第二夹持组件,所述第一夹持组件与所述第二夹持组件均包括两相对滑动设置的夹持块,所述定位台内设置有用于驱动相对的两夹持块相向或相背离移动的第一驱动组件;第二夹持机构,设置于所述定位台上方,包括能够竖直滑动以抵紧螺纹钢筋的抵接件;焊接机构,滑动设置于所述定位台一侧,包括能够移动至正对夹持钢板和螺纹钢筋连接处的焊枪;定位组件,用于对螺纹钢筋进行定位,且活动设置于所述定位台的一侧。
通过采用上述技术方案,第一夹持机构用于夹持钢板,第一夹持组件和第二夹持组件滑均包括两相对滑动设置的夹持块,使得第一夹持组件能够夹持不同尺寸的钢板;定位组件转动设置于焊接机台一侧,用于与螺纹钢筋相抵,实现螺纹钢筋的定位,使得螺纹钢筋能够位于钢板的中心处;第二夹持机构与定位台相配合夹持住螺纹钢筋,降低焊接机构对螺纹钢筋和钢板进行焊接时螺纹钢筋移动的概率,使得螺纹钢筋能够被竖直地焊接于钢板上;定位台转动连接于焊接机台上,当焊接机构滑动至靠近定位台进行焊接作业时,第一驱动件驱动定位台转动,使得焊接机构对螺纹钢筋与钢板连接处的圆周进行焊接,实现钢板与螺纹钢筋之间的完全焊接。
可选的,所述第一驱动组件包括转动设置于所述定位台内的驱动杆,所述驱动杆上间隔固定有两个同轴的驱动齿轮;所述夹持块靠近所述驱动齿轮的一端设置有齿条,第一夹持组件的两夹持块上的齿条分别位于一个驱动齿轮两侧且与所述驱动齿轮相啮合,第二夹持组件的两夹持块上的齿条分别位于另一驱动齿轮两侧且与另一驱动齿轮相啮合,所述驱动杆远离所述夹持块的一端设置有用于驱动自身转动的第二驱动件。
通过采用上述技术方案,第二驱动件驱动驱动杆转动以间接驱动两驱动齿轮转动,使得与齿轮相啮合的两齿条相向移动以夹持钢板;两驱动齿轮驱动齿条转动时,四个夹持块的位移相同,移动钢板将钢板中心调节至与定位台中心共线。
可选的,所述第二夹持机构包括沿所述定位台轴线滑动设置于所述定位台上方的抵接杆,所述抵接件可拆卸设置于所述抵接杆上;所述焊接机台上垂直设置有驱动滑台,所述驱动滑台上设置有用于驱动所述抵接杆滑动的第三驱动件。
通过采用上述技术方案,抵接件可拆卸连接于抵接杆上,便于不同类型的抵接件在抵接杆上的更换,扩大第二夹持机构的适用范围;第三驱动件驱动抵接架沿竖直方向移动,以间接驱动抵接杆上的抵接件沿定位台中心所在直线移动,从而夹紧螺纹钢筋,减少焊接机构焊接作业时螺纹钢筋出现偏移的情况。
可选的,所述焊接机构包括设置于所述驱动滑台一侧的焊接导向板,所述焊接导向板上朝靠近所述定位台的方向向下倾斜;所述焊接导向板上滑动设置有安装架,所述焊枪设置在所述安装架上,所述焊接导向板上设置有用于驱动所述安装架滑动的第四驱动件。
通过采用上述技术方案,当钢板和螺纹钢筋定位完毕后,第四驱动件能够驱动安装架沿焊接导向板移动,使得设置于安装架上的焊枪靠近定位台,对螺纹钢筋和钢板进行焊接;当焊枪焊接完毕后,第四驱动件能够驱动安装架移动,使安装架上的焊枪远离定位台,便于操作人员将焊接得到的预埋件取出。
可选的,所述定位组件包括转动设置于所述驱动滑台一侧的定位件和固定于所述焊接机台上的定位杆,所述定位件包括设置于所述驱动滑台上的连接板、与所述连接板转动连接的连杆,以及设置于连杆远离所述连接板一端的定位夹爪;所述连杆上开设有与所述定位杆卡接的定位槽,当所述定位件转动至所述连杆上的定位槽与所述定位杆相抵时,所述定位夹爪轴线位于所述定位台中心处。
通过采用上述技术方案,连杆通过驱动滑台上的连接板实现了与驱动滑台的转动连接,当连杆转动至定位槽与定位杆相抵时,定位夹爪位于定位台中心处,再将螺纹钢筋置于定位夹爪中,使得定位钢筋轴线位于定位台中心线上,即螺纹钢筋位于钢板中心处。
可选的,所述定位夹爪包括连接部和夹板,所述夹板上开设有用于与螺纹钢筋抵接的夹持槽,所述驱动滑台上设置有用于驱动所述定位杆转动的第五驱动件。
通过采用上述技术方案,定位夹爪上的连接部与连杆可拆卸连接,便于操作人员调节定位夹爪与连接之间的夹角,使得定位夹爪位于定位台中心处,提升定位夹爪的定位准确度;夹持槽内侧壁用于与螺纹钢筋相抵接,实现对螺纹钢筋的定位。
可选的,所述夹持槽内侧壁上滑动设置有若干滚珠。
通过采用上述技术方案,降低夹板的夹持槽内侧壁与螺纹钢筋之间的摩擦力,便于螺纹钢筋在钢板的带动下随定位台一起转动,便于焊枪对螺纹钢筋与钢板的连接处进行全方位焊接。
可选的,所述夹持槽内侧壁上开设用于容纳所述滚珠的容纳槽,所述容纳槽开口处设置有用于与所述滚珠相抵的限位环。
通过采用上述技术方案,滚珠在容纳槽内滚动,以降低夹持槽侧壁与螺纹钢筋之间的接触面积,减小摩擦;限位环安装于容纳槽开口处与滚珠相抵,降低滚珠从容纳槽中脱落的可能性。
可选的,所述第一夹持组件上设置有辅助夹持组件,所述辅助夹持组件包括滑动设置所述夹持块一侧的辅助抵紧块,所述夹持块靠近另一夹持块的一侧开设有用于容纳所述辅助抵紧板的让位槽,所述夹持块上设置有用于驱动所述辅助抵紧板朝远离所述夹持块移动的第二驱动组件。
通过采用上述技术方案,辅助夹持组件的设置用于与钢板侧边相抵接,使得定位台能够对不同尺寸的钢板进行夹持定位,以扩大预埋件自动焊接机的焊接范围。
可选的,所述第二驱动件包括穿设于所述第一夹持组件夹持块的调节杆和导向杆,所述调节杆与所述夹持块螺纹连接,所述导向杆与所述夹持块滑动连接;所述调节杆与所述辅助抵紧块转动连接,所述导向杆与所述辅助抵紧块固定连接。
通过采用上述技术方案,当操作人员转动导向杆的过程中,导向杆朝靠近定位台中心方向移动以抵紧钢板未被夹持住的侧边,使得钢板的两对侧边均被夹紧;调节杆与夹持块螺纹连接,当转动调节杆至辅助抵紧块与钢板侧壁相抵后,调节杆不易发生滑动,从而实现辅助抵紧块与钢板之间的相对固定,导向杆的设置使得辅助抵紧块难以发生转动,更好的抵紧钢板。
综上所述,本申请包括以下至少一种有益效果:
1.定位台上第一夹持组件和第二夹持组件在第一驱动组件的驱动下能够实现同时运动,且各夹持块的运动位移相同,在夹持钢板的同时对钢板进行定位,使得钢板中心与定位台中心重合;
2.焊接机台上设置的定位组件对螺纹钢筋进行定位,让第二夹持机构夹持螺纹钢筋前螺纹钢筋能够位于钢板的中心处,焊枪对钢板与螺纹钢筋进行焊接的过程中定位台旋转,在定位件与第二夹持机构的作用下,螺纹钢筋难以发生偏移或倾斜,使得焊接后得到的预埋件上的螺纹钢筋与钢板垂直且位于钢板的中心;
3.第一夹持组件上设置有辅助夹持组件,使得第一夹持机构能够对不同尺寸的钢板进行夹持,以扩大装配式预埋件加工焊接设备的焊接范围。
附图说明
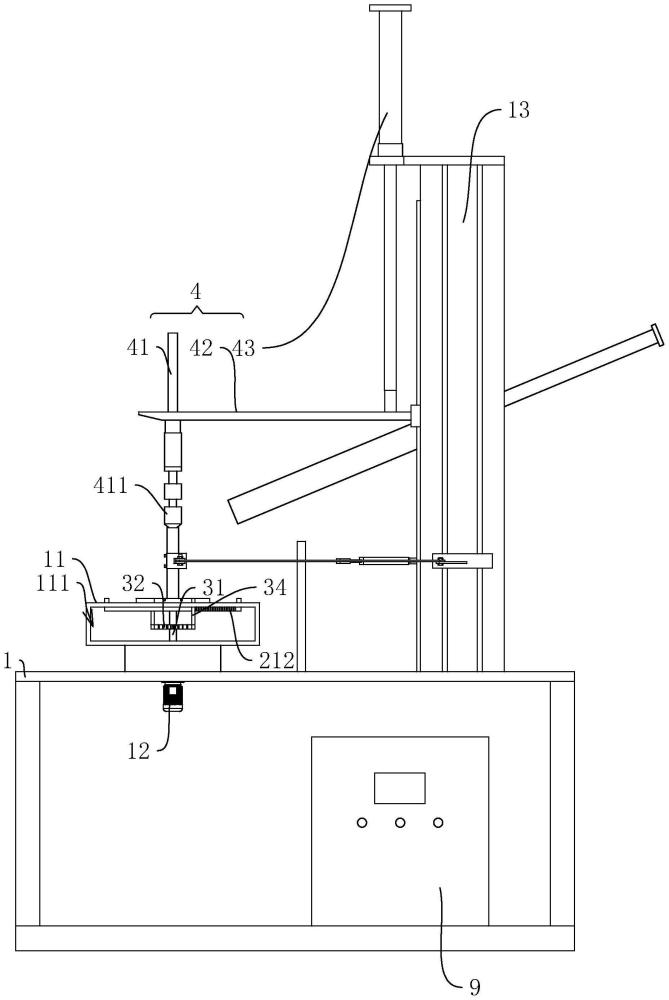
图1是本申请实施例的侧视示意图;
图2是本申请实施例显示第一驱动组件的定位台爆炸示意图;
图3是本申请实施例显示焊接机构的整体结构示意图;
图4是本申请实施例显示定位件结构的整体结构示意图;
图5是本申请实施例的定位夹爪结构示意图。
附图标记说明:1、焊接机台;11、定位台;111、安装口;112、滑移孔;12、第一驱动件;13、驱动滑台;2、第一夹持机构;21、第一夹持组件;22、第二夹持组件;211、夹持块;2111、让位槽;212、齿条;213、辅助抵紧块;23、第二驱动组件;231、调节杆;2311、转轮;232、导向杆;2321、限位板;3、第一驱动组件;31、驱动杆;32、驱动齿轮;33、第二驱动件;34、固定杆;4、第二夹持机构;41、抵接杆;411、抵接件;42、抵接架;43、第三驱动件;5、焊接机构;51、焊接导向板;52、安装架;521、焊枪;53、第四驱动件;6、定位件;61、连接板;62、连杆;621、定位槽;63、定位夹爪;631、连接部;632、夹板;6321、夹持槽;633、滚珠;634、限位环;7、第五驱动件;8、定位杆;9、控制器。
具体实施方式
以下结合附图1-5对本申请作进一步详细说明。
本申请实施例公开的一种装配式预埋件加工焊接设备,参照图1和图2,装配式预埋件加工焊接设备包括焊接机台1、焊接机台1上转动设置有定位台11,定位台11上设置有第一夹持机构2;在本实施例中定位台11的上端面具体设置为正方形,第一夹持机构2包括分别设置于定位台11上端面的第一夹持组件21和第二夹持组件22。第一夹持组件21和第二夹持组件22均包括两个相对滑动设置的夹持块211,第一夹持组件21和第二夹持组件22的夹持块211滑动方向相垂直,定位台11内设置有用于驱动两相对设置的夹持块211相向或相背离移动的第一驱动组件3。
参照图1和图2,定位台11内开设有用于安装第一驱动组件3的安装腔,且安装腔侧壁上开设有安装口111,便于操作人员将第一驱动组件3安装于安装腔内。第一驱动组件3包括转动设置于定位台11内的驱动杆31,且驱动杆31轴线与定位台11上端面相垂直;驱动杆31上间隔固定有两个同轴的驱动齿轮32,且两个齿轮的齿数和模数相同。夹持块211靠近驱动齿轮32的一端设置有齿条212,且齿条212位于定位台11内;齿条212与夹持块211之间设置有固定杆34,齿条212与夹持块211通过固定杆34实现固定连接,定位台11端面上开设有供齿固定杆34滑动的滑移孔112。第一夹持组件21包括的两夹持块211上的齿条212分别位于一驱动齿轮32两侧且与其啮合,第二夹持组件22包括的两夹持块211上的齿条212分别位于另一驱动齿轮32两侧且与其啮合;驱动杆31靠近焊接机台1的一端连接有第二驱动件33,在本实施例中第二驱动件33具体设置为电机。
启动第二驱动件33使得驱动杆31转动,当驱动杆31转动的过程中带动两驱动齿轮32转动,驱动齿轮32与齿条212相啮合带动夹持块211移动,使得夹持块211抵紧钢板且在各夹持块211的推动下钢板中心与定位台11中心相重合。
参照图2,为了扩大第一夹持机构2的夹持范围,在第一夹持组件21上设置有辅助夹持组件,第一夹持组件21包括的两夹持块211相对的端面上开设有让位槽2111,辅助夹持组件包括分别滑动设置于两让位槽2111内的两个辅助抵紧块213。第一夹持组件21内的抵接块上设置有用于驱动辅助抵紧块213移动的第二驱动组件23,第二驱动组件23包括穿设于夹持块211上的调节杆231和导向杆232;调节杆231具体设置为与夹持块211螺纹连接的螺纹杆,导向杆232与夹持块211滑动连接,在本实施例中导向杆232的具体设置为横截面为矩形的杆。
参照图2,导向杆232位于夹持块211内的一端设置有轴承,导向杆通过轴承与夹持块211转动连接,调节杆231与辅助抵紧块213焊接固定;调节杆231远离辅助抵紧块213的一端固定有转轮2311,导向杆232远离辅助抵紧块213的一端固定有用于与夹持块211相抵的限位板2321;当操作人员转动转轮2311,即可使得调节杆231沿其轴线方向移动,从而带动辅助抵紧块213移动以抵紧钢板未被抵接的侧边。导向杆232延其长度方向设置有刻度线,操作人员能够通过观测刻度线使得两辅助抵紧块213的移动距离相同。
参照图1,定位台11一侧固定有驱动滑台13,驱动滑台13垂直于焊接机台1设置;定位台11上方设置有第二夹持机构4,第二夹持机构4包括沿定位台11轴线滑动于定位台11上方的抵接杆41和滑动于驱动滑台13上的抵接架42,且抵接杆41固定于抵接架42上;抵接杆41靠近定位台11的一端设置有螺纹段,螺纹段上螺纹连接有抵接件411,且抵接件411远离抵接杆41的一端朝靠近定位台11的方向渐缩。驱动滑台13远离焊接机台1的一端设置有用于驱动抵接架42滑动的第三驱动件43,在本实施例中第三驱动件43具体设置为气缸。启动气缸驱动抵接架42朝靠近定位台11方向移动,使得抵接件411与定位台11相配合以抵紧螺纹钢筋;螺纹钢筋一端开设有抵接槽,抵接件411远离抵接杆41的一端卡接于螺纹钢筋的抵接槽内,以提高第二夹持机构4对螺纹钢筋的夹持稳定性。
参照图1和图3,驱动滑台13一侧设置有焊接机构5,焊接机构5包括固定于驱动滑台13一侧的焊接导向板51、滑动设置于焊接导向板51上的安装架52,以及设置在安装架52上的焊枪521;焊接导向板51朝靠近定位台11方向向下倾斜,焊接导向板51远离定位台11的一端固定有用于驱动安装架52沿焊接导向板51滑动的第四驱动件53,本实施例中第四驱动件53具体设置为气缸;焊接机台1上设置有由于驱动定位台11转动的第一驱动件12,第一驱动件12具体设置为电机。当定位台11上的钢板和螺纹钢筋被夹持后,启动第四驱动件53,使得焊枪521运动至定位台11一侧对钢板与螺纹钢筋进行焊接;在启动第一驱动件12使得钢板与螺纹钢筋随定位台11旋转,实现焊枪521对钢板与螺纹钢筋的连接处的全方位焊接。
参照图4,为了减小螺纹钢筋与钢板之间的焊接处于钢板中心之间的偏离程度,提升预埋件的焊接合格率,在驱动滑台13一侧活动设置有定位组件;定位组件包括转动设置于驱动滑台13一侧的定位件6和固定于焊接机台1上的定位杆8,定位件6包括固定于焊接滑台上的连接板61、与连接板61铰接的连杆62,以及设置于连杆62远离连接板61一端的定位夹爪63。
参照图4,驱动滑台13上设置有第五驱动件7,在本实施例中第五驱动件7具体设置为气缸,气缸铰接于驱动滑台13侧壁上,且气缸的驱动轴与连杆62转动连接;连杆62上开设有定位槽621,启动第五驱动件7使得连杆62朝靠近定位杆8方向转动,当连杆62上的定位槽621与定位杆8相抵时第五驱动件7停止运转,此时定位夹爪63位于定位台11中心处。
参照图4和图5,定位夹爪63包括与连杆62可拆卸连接的连接部631和固定于连接部631上的两个夹板632,两夹板632平行设置;在本实施例中连接部631通过螺栓与螺母实现与连杆62的连接;两夹板632远离连接部631的一端开设有夹持槽6321,夹持槽6321内侧壁上开设有容纳槽,容纳槽内滑动设置有若干滚珠633,容纳槽开口处固定有用于限位环634,限位环用于降低滚珠633从容纳槽内脱离的可能性。当定位夹爪63移动至定位台11中心处后,即连杆62上的定位槽621与定位杆8相抵时,将螺纹钢筋置于钢板上与定位夹爪63相抵,以实现螺纹钢筋的定位,使得螺纹钢筋位于钢板的中心处。当启动第一驱动件12转动钢板与螺纹钢筋时,螺纹钢筋与定位夹爪63持槽内的滚珠633相抵,降低了定位夹爪63与螺纹钢筋之间的摩擦,便于螺纹钢筋转动,有利于焊枪521对螺纹钢筋与钢板的连接处进行全方位焊接。
参照图1和图3,焊接机台1上还设置有控制器9,控制器9与第一驱动件12、第二驱动件33(图中未显示)、第三驱动件43、第四驱动件53、第五驱动件7电连接,以控制焊接机台1上的各个组件运动。
本申请实施例一种装配式预埋件加工焊接设备的实施原理为:将钢板置于定位台11上,启动第二驱动件33使得第一夹持组件21与第二夹持组件22内的夹持块211运动以夹紧钢板;启动第五驱动件7驱动连杆62转动,使得连杆62上的定位槽621内侧壁与定位杆8相抵,此时定位夹爪63位于定位台11中心处,再将螺纹钢筋置于钢板上与定位夹爪63相抵;随后启动第三驱动件43使得抵接架42下移,抵接件411与螺纹钢筋相抵,此时螺纹钢筋位于钢板的中心处,启动第四驱动件53使焊枪521移动至定位台11上对钢板与螺纹钢筋的连接处进行焊接;当焊枪521进行焊接作业时启动第一驱动件12,钢板与螺纹钢筋在定位台11的带动下旋转370°后第一驱动件12停止运行,焊枪521完成对钢板与螺纹钢筋的连接处的全方位焊接;在定位夹爪63与抵接件411的作用下,螺钢筋在旋转的过程中不易发生偏移或倾斜。
当焊接完成后,第四驱动件53驱动焊枪521远离定位台11,第五驱动件7驱动定位夹爪63朝远离定位台11方向转动,第三驱动件43驱动定抵接架42朝远离定位台11方向移动,第二驱动件33也驱动第一夹持组件21和第二夹持组件22内的夹持块211远离钢板,操作人员即可将焊接得到的预埋件从定位台11上取下。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种用于传感器加工的焊接设备
- 一种装配式叶片精加工检具及该检具的加工方法
- 一种装配式建筑套筒预埋件成型加工装置及加工方法
- 一种装配式建筑套筒预埋件成型加工装置及加工方法