外科器械
文献发布时间:2024-01-17 01:14:25
本申请要求于2021年12月30日提交至中国国家知识产权局、申请号为2021116508339,发明名称为“外科器械”的专利申请的优先权,并将该优先权文件的全部内容全部引入本申请中。
技术领域
本申请涉及医疗器械技术领域,尤其涉及一种外科器械,更具体的说,涉及一种可自动进行空钉仓状态识别,具有自保护功能的电动外科器械。
背景技术
外科器械,如吻合器,即医学上使用的替代传统手工缝合的设备,由于现代科技的发展和制作技术的改进,目前临床上使用的吻合器相比传统手工操作来说,使用方便,严密、松紧合适,尤其是其缝合快速、操作简便及较少有副作用和减少手术并发症等优点,很受国内外临床外科医生的青睐和推崇,有时还使得过去无法切除的肿瘤手术得以病灶切除,推动微创外科手术的发展。
电动吻合器包括电机、切割刀组件、钳口组件和钉仓组件。正常使用时,钉仓组件安装在钳口组件中,电机驱动切割刀组件向前移动来推动钉仓组件中的吻合钉出钉以吻合目标组织,同时切割刀组件切割目标组织。但是,当钳口组件中安装已使用过的钉仓组件或者未安装钉仓组件时,吻合器处于空钉仓状态,吻合器应当识别出来,避免在这类情况下切割刀组件向前击发,避免无法推动吻合钉出钉以吻合目标组织,从而避免切割但不吻合目标组织从而造成对人体的损伤,导致医疗事故。
现有技术中,吻合器设置有用于空钉仓保护的机械结构,当未安装钉仓组件或安装使用过的钉仓组件时,切割刀组件在被电机驱动向前击发时会被该机械结构限位而被阻止向前运动;只有当安装的是新的(未使用的)钉仓组件时,切割刀组件不会被该机械机构限位,能顺利向前运动。
因此,现有技术中,需要设置机械结构对空钉仓状态下的切割刀组件限位,来识别空钉仓状态和防止空钉仓状态下的误击发。
申请内容
为了解决现有技术中存在的技术问题,本申请提供了一种外科器械,能够自动识别出空钉仓状态并进行空钉仓保护,避免在空钉仓状态时击发切割刀进而避免损伤人体,且整机结构简单,无需单独设置用于限位的机械结构。
为了达到上述目的,本申请提供了一种外科器械,包括:钳口组件,钳口组件包括用于安装钉仓组件的钉仓座和与钉仓座可枢转地连接的抵钉座;钉仓组件包括推钉板和钉仓本体,推钉板容置于钉仓本体;未使用的钉仓组件还包括容置于钉仓本体的吻合钉,推钉板在钉仓本体中向前运动以便从钉仓本体中推出吻合钉;钉仓座具有第一位置和位于第一位置前方的第二位置,第一位置与安装到钉仓座中且未使用的钉仓组件的推钉板的后端相对齐,第二位置与安装到钉仓座中且未使用的钉仓组件的近端的吻合钉的后端相对齐;切割刀组件;电机,与切割刀组件可传动地连接,以驱动切割刀组件运动;控制模块,控制模块用于:以第一预设的参数值控制电机运行以驱动切割刀组件向前运动;电机以第一预设的参数值运行以使得切割刀组件到达第一位置后,响应于推钉板的阻挡,切割刀组件不超越第一位置;确定切割刀组件是否超越第一位置;若否,则控制模块控制电机运行,以使得切割刀组件超越第一位置进而超越第二位置;若是,则控制模块控制电机停机。
在一个实施方式中,控制模块以第一预设的参数值控制电机运行并持续预设时间,以驱动切割刀组件向前运动,使得在无推钉板阻挡的情况下,切割刀组件超越第一位置,但不超越第二位置。
在一个实施方式中,控制模块包括:检测单元,检测单元用于获取表示切割刀组件的位置信息的检测信号;控制单元,控制单元根据检测信号确定在控制单元以第一预设的参数值控制电机运行预设时间内,切割刀组件是否超越第一位置;若否,则控制单元以第二预设的参数值控制电机运行以使得切割刀组件超越第一位置进而超越第二位置;若是,则控制单元控制电机停机。
在一个实施方式中,切割刀组件的位置信息包括切割刀组件的位移量。
在一个实施方式中,切割刀组件的位置信息包括切割刀组件的位置。
在一个实施方式中,切割刀组件的位置信息包括电机转动圈数。
在一个实施方式中,控制模块包括检测单元和控制单元,检测单元用于获取表示电机状态的检测信号;在控制单元以第一预设的参数值控制电机运行预设时间内,控制单元根据检测信号确定切割刀组件是否超越第一位置;若否,则控制单元以第二预设的参数值控制电机运行以使得切割刀组件超越第一位置进而超越第二位置;若是,则控制单元控制电机停机。
在一个实施方式中,电机状态包括:电机的电压、电流、转速中的至少一个,或者,电机的电压、电流、转速中的至少一个是否发生突变。
在一个实施方式中,其特征在于,预设时间为0.1至3秒。
在一个实施方式中,预设时间为0.5秒。
在一个实施方式中,控制模块包括检测单元和控制单元,检测单元用于获取表示切割刀组件的位置信息的第一检测信号和表示电机状态的第二检测信号;控制单元以第一预设的参数值控制电机运行以驱动切割刀组件向前运动,并且,控制单元根据第一检测信号和第二检测信号确定切割刀组件是否超越第一位置;若否,则控制单元以第二预设的参数值控制电机运行以使得切割刀组件超越第一位置进而超越第二位置;若是,则控制单元控制电机停机。
在一个实施方式中,切割刀组件的位置信息包括切割刀组件的位移量。
在一个实施方式中,切割刀组件的位置信息包括切割刀组件的位置。
在一个实施方式中,切割刀组件的位置信息包括电机转动圈数。
在一个实施方式中,电机状态包括:电机的电压、电流、转速中的至少一个,或者,电机的电压、电流、转速中的至少一个是否发生突变。
在一个实施方式中,.第一预设的参数值和第二预设的参数值均为占空比。
在一个实施方式中,第一预设的参数值为占空比。
在一个实施方式中,钉仓座还具有初始位置,初始位置与未击发时的切割刀组件的前端相对齐,初始位置位于第一位置的后方。
在一个实施方式中,控制模块包括:检测单元,检测单元用于获取表示切割刀组件的位置信息和/或表示电机状态的检测信号;控制单元,控制单元根据第一预设的参数值生成第一控制信号,并且将第一控制信号发送给电机驱动单元;控制单元与检测单元电性连接;电机驱动单元,与控制单元电性连接,在接收到第一控制信号后,电机驱动单元将第二控制信号发送给开关单元;开关单元,与电机驱动单元电性连接,在接收到第二控制信号后,开关单元控制电机运行;控制单元还根据检测信号确定切割刀组件是否超越第一位置,并且通过电机驱动单元、开关单元控制电机运行或停机。
在一个实施方式中,根据切割刀组件是否超越第一位置的确定结果,控制单元生成第三控制信号,并且将第三控制信号发送给电机驱动单元;电机驱动单元,在接收到第三控制信号后,电机驱动单元将第四控制信号发送给开关单元;开关单元,在接收到第四控制信号后,开关单元控制电机运行或停机。
当切割刀组件未超越第一位置,控制单元根据第二预设的参数值生成第三控制信号,电机驱动单元在接收到第三控制信号后将第四控制信号发送给开关单元,开关单元控制电机运行以驱动切割刀组件和推钉板向前运动以超越第一位置进而超越第二位置。
当切割刀组件超越第一位置,控制单元生成第三控制信号,电机驱动单元在接收到第三控制信号后将第四控制信号发送给开关单元,开关单元控制电机停机。
在一个实施方式中,外科器械还包括传动机构,电机通过传动机构与切割刀组件可传动地连接。
在一个实施方式中,控制单元根据表示电机状态的检测信号确定电机是否堵转以确定切割刀组件是否超越第一位置。
在一个实施方式中,切割刀组件超越第一位置,由控制单元根据第一检测信号确定,并且控制单元控制电机停机使得切割刀组件不超越第二位置。
在一个实施方式中,切割刀组件未超越第一位置,由控制单元根据第二检测信号确定,并且控制单元以第二预设的参数值控制电机运行以使得切割刀组件超越第一位置进而超越第二位置。
有益效果:
本申请提供的外科器械,以第一预设的参数值控制电机运行,通过判断切割刀组件是否超越第一位置A来识别空钉仓状态,以在空钉仓状态时控制电机停机,从而避免在空钉仓状态下,切割刀组件对人体造成损伤。
相对于现有技术而言,本申请无需在吻合器中设置用于限位的机械结构,即可识别空钉仓状态并进行空钉仓保护,整机结构简单,运行可靠性高。
附图说明
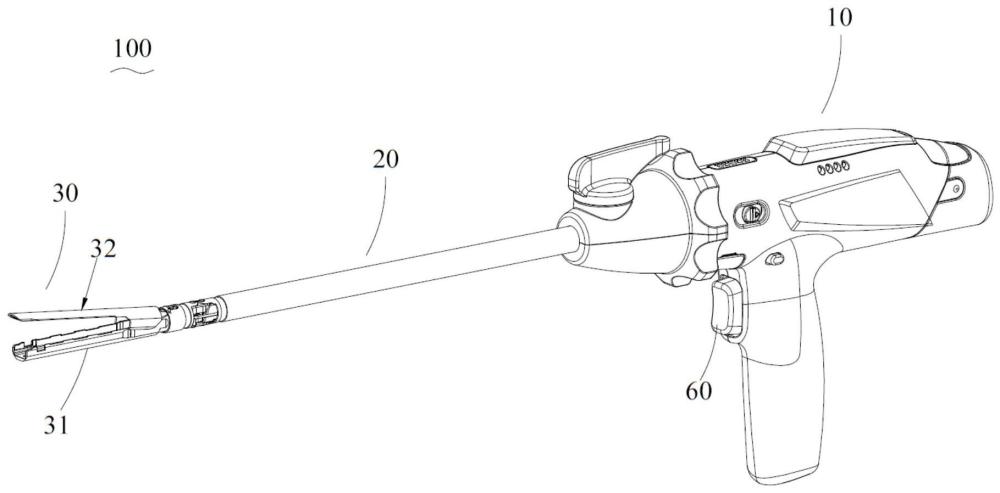
图1是本申请的电动吻合器的外部结构示意图;
图2是本申请的电动吻合器的内部的结构示意图;
图3是本申请的电动吻合器的传动机构的示意图;
图4是本申请的电动吻合器传动机构和切割刀组件的结构示意图;
图5是图4的局部放大图;
图6是图4的另一局部放大图;
图7是本申请的电动吻合器的传动机构示意图;
图8是本申请的第二齿轮结构示意图;
图9是本申请的钉仓组件结构示意图;
图10是本申请的端部执行器结构示意图;
图11是本申请的控制模块示意图;
图12是本申请的钉仓座的第一位置、第二位置和初始位置示意图,此时钉仓座中安装了未使用的钉仓组件;
图13是本申请的钉仓座的第一位置、第二位置和初始位置示意图,此时钉仓座中安装了已使用的钉仓组件;
图14是本申请的钉仓座的第一位置、第二位置和初始位置示意图,此时钉仓座中未安装钉仓组件;
图15是本申请中电机和一种检测元件的示意图;
图16是推钉板和钉仓本体的示意图;
图17是图16的局部放大图。
附图标记:
100、吻合器;10、操作组件;11、传动机构;20、杆身组件;21、芯轴;22、套管;23、第一端部;24、第二端部;30、端部执行器;31、钉仓座;32、抵钉座;40、切割刀组件;41、切割刀;42、推刀件;50、控制模块;51、推钉板;52、吻合钉;53、刀槽;60、触发器;61、第一按键;65、第一行程开关;66、第二行程开关;70、电机;71、钉仓本体;80、端部执行器驱动装置;81、压环组件;82、第一齿轮组件;83、连接件;84、压环;90、切割刀组件驱动装置;91、齿条;92、第二齿轮组件;93、第三齿轮组件;95、第二齿轮;951、第一有齿部;952、缺齿部;953、无齿部;954、第二有齿部;97、第三齿轮;98、第四齿轮;73、第五齿轮;511、凸轮;512、凸轮;514、凸轮;515、凸轮;513、导向部;531、槽部;532、槽部;533、槽部;534、槽部;535、第一作用部;536、第二作用部;321、第一检测元件;322、第二检测元件;323、第三检测元件;312、转轴。
具体实施方式
下面将结合附图和具体实施方式,对本申请的技术方案作详细说明,应理解这些实施方式仅用于说明本申请而不用于限制范围,在阅读了本申请之后,本领域技术人员对本申请的各种等价形式的修改均落入本申请所限定的范围内。
在本申请中,除非另有明确的规定和限定,“相连”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸地连接,还可以是可运动地连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系如抵接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。需要说明的是,在“相连”、“连接”前有限定语时,其具有相应限定语所限定的含义,只排除明显需要排除的情形,不排除其它可能的情形,如“可拆卸地连接”指的是可拆卸式的连接,不包括固定连接和成一体,但可运动连接、直接相连、通过中间媒介物间接相连等并不排除在外。需要说明的是,当元件被称为“设置于”另一个元件,它可以直接设置于另一个元件,也可以通过中间部件间接地设置于另一个元件。连接指的是机械连接。电性连接或电连接是指通过导线连接或无线连接以实现信号或电能的传送。
下面将结合图1至图15对本申请实施例的电动外科器械及其控制方法进行解释和说明。需要说明的是,为了便于说明,在本申请的实施例中,相同的附图标记表示相同的部件。而为了简洁,在不同的实施例中,省略对相同部件的详细说明,且相同部件的说明可互相参照和引用。以下内容中,以电动吻合器为例说明外科器械及其控制方法。
本文所用术语“前”、“远”和“后”、“近”是相对于操作电动吻合器的使用者而言。术语“后”、“近”是指相对靠近使用者的方向,术语“前”、“远”则是相对远离使用者的方向。具体的,操作手柄位于电动吻合器的后端或近端,端部执行器位于电动吻合器的前端或远端。术语“上”、“下”以抵钉座和钉仓座的相对位置为参考,具体的,抵钉座在“上”,钉仓座在“下”。需要理解的是,“上”“下”“前”“后”“远”“近”这些方位是为了方便描述而进行的定义,然而,电动吻合器可以在许多方向和位置使用,因此这些表达相对位置关系的术语并不是受限和绝对的。
下面通过参考附图描述的实施例是示例性的,旨在用于解释本申请,而不能理解为对本申请实施方式的限制。
如图1至图15所示,为本申请所述的一种外科器械,具体是电动吻合器100,其包括操作组件10、从操作组件10沿纵长方向延伸的杆身组件20及设置于杆身组件20一端的端部执行器30。端部执行器30包括钳口组件和钉仓组件,钳口组件包括钉仓座31和可枢转地连接于钉仓座31的抵钉座32,钉仓组件可拆卸地安装于钉仓座31中,抵钉座32可在打开位置和闭合位置之间选择性地运动。操作组件10包括本体(未图示)及安装于本体的传动机构11。传动机构11包括端部执行器驱动装置80和切割刀组件驱动装置90,端部执行器驱动装置80用于驱动端部执行器以实现端部执行器的打开和闭合,切割刀组件驱动装置90用于驱动切割刀组件40向前运动(击发)和向后运动(退刀)。杆身组件20包括芯轴21及套设于芯轴21的套管22,芯轴21的一端连接于切割刀组件驱动装置90的齿条,另一端位于套管22内;套管22包括连接于端部执行器驱动装置80的第一端部23和连接于端部执行器30的抵钉座32的第二端部24,套管22向后移动使得抵钉座32向上枢转以打开端部执行器30,套管22向前移动使得抵钉座32向下枢转以闭合端部执行器30。参见图2及图10,抵钉座32可转动地连接于套管22的第二端部24,即,抵钉座32连接于套管22的第二端部24且抵钉座32相对套管22的第二端部24可转动。需要说明的是,抵钉座32可转动地连接于套管22的第二端部24以使得套管22前后移动以驱动抵钉座32枢转为现有技术,在此不再赘述。
如图4所示,吻合器100还包括切割刀组件40,切割刀组件40包括设置于端部执行器内的切割刀41及连接于切割刀41的推刀件42,推刀件42的一部分位于套管22内且与芯轴21的另一端连接,推刀件42的另一部分延伸进入端部执行器30且与切割刀41连接。
如图1、图2所示,吻合器100还包括触发器60、控制模块50及电机70,触发器60与电机70均电性连接于控制模块50。
如图2所示,触发器60包括第一按键61,第一按键61电性连接于控制模块50。操作者(临床医生)按压第一按键61并保持按压状态,控制模块50接收按压第一按键61发出的信号后指令电机70工作,电机70驱动切割刀组件驱动装置90工作,切割刀组件驱动装置90驱动切割刀组件40自初始位置C向前移动以实现击发。当切割刀组件40前移到位,即到达击发位置,控制模块50指令电机70继续工作(退刀),电机70驱动切割刀组件驱动装置90工作,切割刀组件驱动装置90驱动切割刀组件40向后移动,直到切割刀组件40回到初始位置C。
如图3所示,传动机构11包括端部执行器驱动装置80、切割刀组件驱动装置90及第五齿轮73,第五齿轮73固定于电机70的转轴。第五齿轮73为驱动齿轮,第五齿轮73始终与电机70连接并由电机70驱动而转动。端部执行器驱动装置80用于驱动端部执行器30打开和闭合,切割刀组件驱动装置90用于驱动切割刀组件40向前和向后移动。电机70驱动第五齿轮73沿第一方向或第二方向转动,其中第一方向与第二方向相反。端部执行器驱动装置80和切割刀组件驱动装置90均与第五齿轮73啮合,第五齿轮73转动可使得端部执行器驱动装置80或切割刀组件驱动装置90工作。当端部执行器驱动装置80工作时,端部执行器驱动装置80驱动套管22向前和向后移动,从而使得抵钉座32枢转进而闭合和打开端部执行器30;当切割刀组件驱动装置90工作时,切割刀组件驱动装置90驱动芯轴21向前和向后移动,从而使得切割刀组件40向前和向后移动。
端部执行器驱动装置80包括压环组件81和第一齿轮组件82,压环组件81包括连接件83及压环84,压环84设置于连接件83的一端。套管22的第一端部23连接于压环84,套管22的第二端部24可活动地连接于抵钉座32。当电机70驱动第五齿轮73沿第一方向转动时,第五齿轮73驱动第一齿轮组件82转动,第一齿轮组件82驱动压环组件81向前移动,压环组件81带动套管22向前移动,套管22的第二端部24驱动抵钉座32向下转动实现闭合;当电机70驱动第五齿轮73沿第二方向转动时,第五齿轮73驱动第一齿轮组件82转动,第一齿轮组件82驱动压环组件81向后移动,压环组件81带动套管22向后移动,套管22的第二端部24驱动抵钉座32向上转动实现开启。
切割刀组件驱动装置90包括齿条91、第二齿轮组件92及第三齿轮组件93。第二齿轮组件92包括第二齿轮95,第二齿轮95啮合于第五齿轮73;第二齿轮95包括沿周向相邻设置的第一有齿部951和缺齿部952,第一有齿部951与缺齿部952之间具有第一交界处和第二交界处,缺齿部952包括沿竖直方向相邻设置的无齿部953与第二有齿部954。第二齿轮95通过第一有齿部951和第二有齿部954始终与第五齿轮73保持啮合。第三齿轮组件93包括第三齿轮97和第四齿轮98,第三齿轮97与第四齿轮98一体成型,第三齿轮97与第四齿轮98的直径不同,第三齿轮97用于啮合于第二齿轮95的、与无齿部953平行的第一有齿部951的部分,第四齿轮98啮合于齿条91。第四齿轮98的直径大于第三齿轮97的直径。第一有齿部951、缺齿部952、第一齿轮组件82实现了端部执行器驱动装置80和切割刀组件驱动装置90被择一地驱动,由此实现了端部执行器30和切割刀组件40被择一地驱动。切割刀组件驱动装置90还包括分别与控制单元电性连接的第一行程开关65和第二行程开关66。
在端部执行器闭合的情况下,临床医生按压第一按键61并保持按压状态,控制单元接收按压第一按键61发出的信号并对信号进行分析处理,控制单元根据分析处理后的信号向电机70发出运转指令,电机70驱动第五齿轮73沿第一方向转动,第五齿轮73驱动第二齿轮95沿第二方向转动,第二齿轮95与第三齿轮97的交接位置由第二齿轮95的无齿部953转动至与无齿部953平行的第一有齿部951的部分,第二齿轮95的第一有齿部951与第三齿轮97啮合并驱动第三齿轮97沿第一方向转动,由于第三齿轮97与第四齿轮98为一体成型,第四齿轮98也沿第一方向转动,第四齿轮98驱动齿条91向前移动,齿条91驱动芯轴21向前移动,芯轴21驱动推刀件42向前移动,推刀件42驱动切割刀41向前移动以实现击发。
当齿条91前进至终点位置时,第一行程开关65被触发并向控制单元发出信号,控制单元控制电机70停止转动,医生释放第一按键61,控制单元接收释放第一按键61发出的信号并向电机70发出运转指令,电机70驱动第五齿轮73沿第二方向转动,第五齿轮73驱动第二齿轮95沿第一方向转动,第二齿轮95的第一有齿部951驱动第三齿轮97沿第二方向转动,由于第三齿轮97与第四齿轮98为一体成型,第四齿轮98也沿第二方向转动,第四齿轮98驱动齿条91向后移动,齿条91驱动芯轴21向后移动,芯轴21驱动推刀件42向后移动,推刀件42驱动切割刀41向后移动,从而实现退刀,直至第二行程开关66被触发,第二行程开关66被触发后向控制单元发出信号,控制单元控制电机70停机,此时切割刀组件40退回到初始位置C。因此,第二行程开关66的存在,使得切割刀组件40在击发前能够位于初始位置C。并且,在出厂时会设置切割刀组件40使其位于初始位置C。第二行程开关66可以用光电传感器代替,以实现相同的功能。
需要说明的是,传动机构11、端部执行器驱动装置80、切割刀组件驱动装置90的结构为示例性说明,本申请中的空钉仓识别方式及空钉仓保护方式不限于上述内容,也可以应用至包括其它结构的传动机构和切割刀组件驱动装置的外科器械。
外科器械还包括电源模块(图中未标示),电源模块对电机70的工作提供电能。
钉仓组件包括推钉板51和钉仓本体71,推钉板51容置于钉仓本体71。未使用的钉仓组件还包括容置于钉仓本体71的吻合钉,推钉板51在钉仓本体71中能够向前运动以从钉仓本体中推出吻合钉实现对于组织的吻合。
图9是本申请的推钉板、钉仓本体和切割刀组件的组合安装示意图;图10是本申请的钉仓组件与钳口组件的钉仓座以及抵钉座之间的结构关系示意图。
如图9和图10所示,钉仓组件包括钉仓本体71、吻合钉、支撑吻合钉52的钉驱动器(图中未标示)、驱动钉驱动器的推钉板51。钉仓本体71设置有用于为切割刀组件40提供移动路径的刀槽53。使用过的钉仓组件中的吻合钉已经自钉仓本体71中被推出,因此使用过的钉仓组件中不具有吻合钉。
钉仓本体71上下贯通设置若干通孔,该通孔形成钉腔。钉仓组件未被使用时,钉腔内容置吻合钉52,吻合钉52支撑于钉驱动器上,此时推钉板51位于钉仓本体71的后端。钉驱动器的至少一部分设置在钉腔内,钉腔限定该钉驱动器和被其支撑的吻合钉52仅能相对于钉仓本体71上下移动。
钉仓本体71沿由近及远的方向设置可供切割刀组件40运动的刀槽53。如此,切割刀组件40在刀槽53内由近及远运动过程中可对组织进行切割,并且推动钉仓组件中容置的吻合钉出钉以对组织进行吻合。切割刀组件40在刀槽53内由远及近的运动实现了退刀。
在钳口组件闭合的前提下,切割刀组件40被切割刀组件驱动装置90驱动而向前移动,推动推钉板51从钉仓本体71的后端向钉仓本体71的前端运动,推钉板51在运动的过程中推动钉驱动器在钉腔内向上移动,从而使吻合钉52向上移动,刺透患者的组织并吻合组织被切割形成的切口,直至吻合钉52脱离钉腔。
在切割和吻合的过程中,在推刀件42向前运动可带动切割刀41向前运动以切割组织,切割刀组件40抵接并且推动推钉板51向前运动,推钉板51推动钉驱动器在钉腔中向上移动从而推动钉仓组件的吻合钉52出钉来吻合组织。具体的,切割刀41抵接并且推动推钉板51向前运动,切割刀组件40到达某一位置是指切割刀41位于、到达或超越某一位置。为了方便,本申请中将上述内容描述为切割刀组件40抵接并且推动推钉板51,描述为切割刀组件40位于、到达或超越某一位置。切割刀组件40向前运动的过程为“击发”的过程。推刀件42向后运动可带动包括切割刀41在内的切割刀组件40向后运动,直至切割刀组件40回到初始位置C,此过程为“退刀”。如图16所示,推钉板51包括四个凸轮511、512、514和515以及位于凸轮512、514之间的导向部513,钉仓本体71包括四个槽部531、532、533和534,推钉板51的导向部513在刀槽53中前后滑动,推钉板51的四个凸轮一一对应地在钉仓本体71的四个槽部中滑动以实现向前和向后的运动,并且,导向部513与刀槽53的配合、凸轮与槽部的配合实现了推钉板51前后滑动的引导。导向部513与刀槽53之间、凸轮与槽部之间均存在摩擦力,并且推钉板51的底部与钉仓本体71底部之间也存在摩擦力。切割刀组件40向后运动时与推钉板51脱离从而不会带动推钉板51向后运动,因此,击发完成后,推钉板51被推送至钉仓组件的前端,并且,由于推钉板51与钉仓本体71之间存在摩擦力,推钉板51会被保持在钉仓组件的前端。需要说明的是,推钉板是钉仓组件的必要组成部件,推钉板与钉仓本体之间存在摩擦力也是实现钉仓组件功能的必然要求,因此,本申请没有额外设置机械结构来识别空钉仓状态。但是,利用推钉板位置的差异、推钉板与钉仓本体之间存在摩擦力实现空钉仓状态的识别,是难以想到的。
推钉板51与钉仓本体71之间的摩擦力,包括导向部513与刀槽53之间、凸轮与槽部之间,以及推钉板51的底部与钉仓本体71底部之间的摩擦力,还包括设置于钉仓组件的第一作用部535与第二作用部536之间的摩擦力。如图17所示,第一作用部535设置于钉仓组件的刀槽53的侧壁,与第一作用部535相配合的第二作用部536设置于导向部513的侧壁。初始位置时,即推钉板51未向远端移动时,第一作用部535与第二作用部536相接触,以定位推钉板51,并且增加推钉板51与钉仓本体71之间产生相对移动的摩擦力以防止推钉板51在不期望的情况下离开初始位置。作为优选地,第一作用部535包括凸起部,第二作用部536包括凹进部,凸起部能够进入凹进部,从而增加钉仓本体71对推钉板51的摩擦力。此处需要说明的是,如图16和图17所示,第一作用部535和第二作用部536属于钉仓组件原有的结构。
下面,结合图11描述电动吻合器的控制原理。
如图11所示,为控制电机70运行,电动吻合器100还包括触发器60和控制模块50,触发器60和控制模块50均电性连接于电源模块。
图11是本申请一种实施例的电动吻合器的控制电路示意图。如图11所示,控制模块50包括检测单元、控制单元、电机驱动单元和开关单元。触发器60电性连接于控制模块50的检测单元。控制模块50内部,检测单元电性连接于控制单元,控制单元电性连接于电机驱动单元,电机驱动单元电性连接于开关单元。
控制模块50以预设的参数值来控制电机运行。预设的参数值例如是占空比,占空比通过PWM信号以控制控制电机的运行。本申请以参数值为占空比为例来说明技术方案,但本申请并不局限于参数值仅仅为占空比的情形。
控制模块50内,当控制单元控制电机70运行时,控制单元根据预设的包括占空比在内的参数值,生成低电压的PWM信号传送至电机驱动单元,电机驱动单元将输入的低电压的PWM信号转变为开关单元可用的高电压的PWM信号,输出至开关单元,从而控制开关单元的通断。吻合器100的电源模块(图中未示出)通过开关单元与电机70连接,开关单元的通断的频率决定电源模块对电机70供电或断电,以及决定电机70的运行状态(如电机70的启动、停机、转速和运转方向)。
控制模块50的开关单元的具体实现可以采用,例如组成H桥的4个Mos开关,用H桥的Mos开关的通断决定电源模块对电机70供电或断电。并且,H桥的设计,使得控制模块可控制H桥实现电机70的正转或反转。需要说明的是,上述H桥控制和电机70的正反转控制,均为现有技术,在此不再赘述。
控制模块50的电机驱动单元的具体实现可以采用,例如Mos驱动芯片。电机70电机70
控制模块50的控制单元的具体实现可以采用,例如微控制器芯片(MCU)。控制模块通过控制PWM信号的占空比,最终控制了电源模块提供给电机的电压,以此控制电机70输出的驱动力大小。
控制模块50的检测单元用于检测触发器60的状态,然后输出检测结果信号至控制单元,以控制电机70的运行。
触发器60包括由用户操作手动触发的第一按键61,来控制电机70的启动和停机,从而驱动切割刀组件前进或停止前进,即通过第一按键61来控制吻合器100执行“击发”或“停止击发”。用户操作第一按键61包括按下第一按键61,可触发第一按键61。该第一按键61通过检测单元向控制单元输入一个电信号,电信号为击发信号时,电机70启动而驱动切割刀组件前进;用户按下第一按键61并保持时,电机70驱动切割刀组件完成击发后自动驱动切割刀组件退刀;在电信号为停止信号时,电机70停机而切割刀组件停止运动。
本申请中,优选的,第一按键61为常开开关,控制模块50根据第一按键61的触发状态来控制电机70的运行状态为“启动”或“停机”。触发状态包括触发和不触发。当被触发时,所述常开开关转变为闭合状态,产生第一信号,控制模块50的控制单元通过检测单元获得第一信号,控制电机70启动,持续获得第一信号即表示开关被持续触发,第一信号为击发信号;当不触发时所述常开开关在打开状态,产生第二信号,控制模块50的控制单元通过检测单元获得该第二信号,控制电机70停机,即第二信号为停止信号。例如,通过电路设计,第一信号可以是低电平信号,第二信号可以是高电平信号。
第一实施例
图12至图14是本申请实施例中,电动吻合器100分别在安装未使用的钉仓组件时、在安装已使用的钉仓组件时、以及在未安装钉仓组件时三种情况下,钉仓座上的第一位置A和第二位置B以及推钉板51位置的示意图。
如图12至图14所示,钉仓座31具有初始位置C和第一位置A。切割刀组件40进刀时向前移动,切割刀组件40退刀时向后移动。
初始位置C为未击发时切割刀组件40的前端对应于钉仓座31的位置,初始位置C位于钉仓座31。该初始位置C为切割刀组件40向前移动的起点以及向后移动的终点,换言之,初始位置C为切割刀组件40进刀的起点以及退刀的终点。如图12所示,初始位置C位于钉仓座31第一位置A的右侧即后方。
钉仓座31具有第一位置A,该位置与安装于钉仓座31且未使用的钉仓组件的推钉板51的后端相对齐。第一位置A位于初始位置的前方(即图12所示的左侧)。
此外,为便于描述,当推钉板51的后端与第一位置A对齐时,我们称为推钉板51位于第一位置A。同理,后文中,当推钉板51的后端与第二位置B对齐时,我们称为推钉板51位于第二位置B。
如图12所示,当将新的钉仓组件(即未被使用的钉仓组件)安装到吻合器100中时,推钉板51位于第一位置A。开始击发后,切割刀组件40向前运动至第一位置A时,在第一位置A处与推钉板51的后端抵接。若此时电机70通过传动机构提供给切割刀组件40的驱动力足够大,切割刀组件40施加在推钉板51上的推力足够大,则切割刀组件40推动位于第一位置A的推钉板51继续前进,切割刀组件40超越第一位置A;若此时电机70提供给切割刀组件40的驱动力不足,则切割刀组件40施加在推钉板51上的推力不足,则切割刀组件40无法推动推钉板51继续前进,推钉板51将切割刀组件40限制在第一位置A,即切割刀组件40被推钉板51堵在第一位置A,同时电机70发生堵转。需要说明的是,无论电机的驱动力大到可以推动推钉板或者驱动力小到无法推动推钉板,电机70启动后,电机70均能够驱动切割刀组件40向前运动直至其到达第一位置A。由于推钉板51与钉仓本体71之间存在摩擦力,驱动力不足时,切割刀组件40无法推动推钉板51前进。以第一预设的参数值控制电机70运行,使得电机70通过传动机构提供给切割刀组件40的驱动力不能推动推钉板51。优选地,第一预设的参数值为17%的占空比。
如上所述,由于新的钉仓组件被使用时,原本位于钉仓本体71后端的推钉板51会向前端移动,因此,已被使用的钉仓组件的推钉板51就不再位于钉仓本体71的后端的第一位置A,而在第一位置A的前方。
如图13所示,当误将已被使用的钉仓组件安装到吻合器100中时,由于推钉板51已经位于第一位置A的前方,因此当开始击发,不论电机70提供的驱动力是否能够推动推钉板51,在不存在推钉板51的限制作用的情况下,切割刀组件40均会向前运动至第一位置A,并能顺利超越第一位置A。“超越”是指超越某位置的动作。
如图14所示,当吻合器100中未安装钉仓组件时,第一位置A以及第一位置A的前方均不存在推钉板51,也就不存在推钉板51的限制作用。在这种情况下,当开始击发后,不论电机70提供的驱动力是否能够推动推钉板51,切割刀组件40同样能够超越第一位置A。
安装新的钉仓组件的吻合器100处于非空钉仓状态,未安装钉仓组件或安装已使用的钉仓组件的吻合器100处于空钉仓状态。
由上可知,吻合器100在空钉仓状态与在非空钉仓状态相比,在自身机械结构上的显著差异体现在:推钉板51是否位于第一位置A。当电机70提供给切割刀组件40驱动力时,推钉板51使得吻合器100在空钉仓状态和非空钉仓状态相比,在“击发”过程中具有运动状态的差异:在空钉仓状态下,切割刀组件40由于不受推钉板51的阻挡,因而运动状态不变化;在图12示出的非空钉仓状态下,切割刀组件40由于受到推钉板51阻挡,而导致运动状态发生变化,具体地说,在第一位置A被推钉板51阻碍而减速至0,并停止在第一位置A,或者在第一位置A被推钉板51阻碍减速后自第一位置A向后移动。
可以理解的是,运动状态未变化指的是切割刀组件超越第一位置A,运动状态发生变化指的是切割刀组件未超越第一位置A。
需要指出的是,“预设时间内切割刀组件超越第一位置A”指的是预设时间内某一时刻发生过切割刀组件超越第一位置A的情况,可理解为超越第一位置A的次数为至少1次,并非指整个预设时间的长度切割刀组件都位于第一位置A的前方;相应的,“预设时间内切割刀组件未超越第一位置A”指的是整个预设时间的长度的任意时刻切割刀组件都未超越第一位置A,可理解为超越第一位置A的次数为0次,是与“预设时间内切割刀组件超越第一位置A”互补的情形。同样的,“切割刀组件超越第一位置A”指的是发生过切割刀组件超越第一位置A的情况,可理解为超越第一位置A的次数为至少1次,并非指切割刀组件最终位于第一位置A的前方;相应的,“切割刀组件未超越第一位置A”指的是切割刀组件未超越第一位置A,可理解为超越第一位置A的次数为0次,是与“切割刀组件超越第一位置A”互补的情形。切割刀组件40超越第一位置A,是指切割刀组件40的至少一部分超越第一位置A。
由此,可以根据切割刀组件运动状态的差异,来识别出吻合器100处于空钉仓状态或非空钉仓状态。
钉仓座31还具有第二位置B。第二位置B位于第一位置A的前方。第二位置B与安装到钉仓座31且未使用的钉仓组件的近端的吻合钉的后端相对齐。如图12所示,在非空钉仓状态下,第二位置B与近端的吻合钉52的后端相对齐。
同理,“切割刀组件未超越第二位置B”指的是切割刀组件未超越第二位置B,可理解为超越第二位置B的次数为0次。
钉仓组件中容置有沿着长度方向(即前后方向)排列的多个吻合钉52,近端的吻合钉52指多个吻合钉中位于最近端的吻合钉。从而,切割刀组件40在超越第二位置B后可以推动吻合钉52出钉来吻合组织和切割组织,在超越第二位置B之前不会推动吻合钉52,也不会切割人体组织。
在本申请中,第一位置A与第二位置B之间被设定为保险区域,在空钉仓状态下或者在非空钉仓状态下,控制模块以第一预设的参数值控制电机持续运行预设时间,在预设时间内切割刀组件40不超越第二位置B。
“在预设时间内切割刀组件40不(未)超越第二位置B” 指的是整个预设时间的长度切割刀组件始终都未超越第一位置B,即切割刀组件不会位于保险区域的前方,从而在预设时间内始终不会切割到人体组织。
具体地,上述控制模块50可以识别切割刀组件40到达第一位置A之后是否被推钉板51阻挡而发生运动状态的改变。若是,外科器械处于非空钉仓状态,则控制模块50控制电机70运行以使得切割刀组件超越第一位置A并且进而超越第二位置B;若否,外科器械处于空钉仓状态,则控制模块50控制电机70停机。
因此,电动吻合器100可以利用在空钉仓状态与非空钉仓状态下推钉板位置的差异造成的切割刀运动状态的差异,采用一种控制模块50执行计算机软件的方法来识别吻合器100是否处于空钉仓状态,并进行空钉仓保护。
具体地,上述控制模块50执行计算机软件的方法如下:
S1:控制模块50以第一预设的参数值控制电机70运行预设时间;具体包括以下步骤:
S12:控制模块50以第一预设的参数值控制电机70运行,以驱动切割刀组件40向前运动;
S13:经过预设时间T,判断切割刀组件40是否超越第一位置A。
在以上的方法中,当吻合器100处于空钉仓状态时,切割刀组件40在无推钉板51阻挡的情况下超越第一位置A;而当吻合器100处于非空钉仓状态时,推钉板51限制切割刀组件40不超越第一位置A。
具体的,空钉仓状态下,控制模块50以第一预设的参数值控制电机70运行持续预设时间T,预设时间T内的任何时刻切割刀组件40的运动都不会在第一位置A被阻挡,且预设时间T内切割刀组件40会在某个时刻t超越第一位置A;非空钉仓状态下,控制模块50以相同的第一预设的参数值控制电机70运行持续预设时间T,预设时间T内切割刀组件40在某个时刻t’到达第一位置A,但由于在第一位置A的推钉板51的阻挡,在整个预设时间T内切割刀组件40均不会超越第一位置A,即非空钉仓状态下切割刀组件40会到达第一位置A但不超越第一位置A。
以第一预设的参数值来控制电机运行,以及持续预设时间T这种软件的控制方式,是利用上述空钉仓状态与非空钉仓状态的吻合器自身机械结构的显著差异(推钉板51是否在第一位置A),使得空钉仓状态与非空钉仓状态的击发运动过程(运动状态)有显著差异:空钉仓状态下,预设时间T内切割刀组件40超越第一位置A;非空钉仓状态下,预设时间T内没有超越第一位置A。现有技术中,吻合器的钉仓座中需设置特别的机械机构(例如CN101224118B中的阻止机构)来使得空钉仓状态与非空钉仓状态产生击发运动的差异,即空钉仓状态的切割刀组件堵在钉仓座的机械机构处,由此导致马达电流增加,通过感测流过马达的电流可以识别钉仓状态。而本申请利用吻合器本身原有的机械机构来使得空钉仓状态与非空钉仓状态产生击发运动的差异,相比现有设计,本申请的方式无需额外的机械结构设计,简单。
当以上述第一预设的参数值驱动电机70,可以驱动切割刀组件40向前移动,并且使得切割刀组件40输出较小的、不足以推动推钉板51的推力,从而使得吻合器100在空钉仓状态与非空钉仓状态相比,在运动状态上具有显著差异:切割刀组件40是否超越第一位置A。
如图11,控制模块50还包括检测单元。检测单元用于获取表征切割刀组件40位置信息的检测信号或者电机状态的检测信号。控制单元根据检测单元输出的检测信号来确定在控制模块50以第一预设的参数值控制电机运行持续预设时间T的情况下切割刀组件40是否超越第一位置A,以识别切割刀组件40是否发生上述被推钉板51阻碍而产生的运动状态的变化。若否,即预设时间T内切割刀组件40超越第一位置A,切割刀组件40未受推钉板51影响而其运动状态未变化,则控制模块50控制电机70停机;若是,即预设时间T内切割刀组件40未超越第一位置A,切割刀组件40受到推钉板51阻挡而其运动状态发生变化,则控制模块50以第二预设的参数值控制电机运行以使得切割刀组件克服推钉板的阻挡超越第一位置,并且之后再超越第二位置。
当确定电动吻合器100为非空钉仓状态时,电机70以第二预设的参数值运行,使得切割刀组件40能推动推钉板51并通过保险区域,以正常击发,切割和吻合保险区域前方的人体组织。.第一预设的参数值和第二预设的参数值的参数可以包括占空比。当然,预设参数值的参数还可以为其他类型的参数,本申请不作具体限定。
第二预设的参数值,使得电机70能够提供足够的驱动力,从而驱动切割组件推动推钉板前进,超越第一位置A。驱动电机70的参数值包括临界参数值,当参数值大于等于临界参数值,电机驱动切割刀组件能推动推钉板前进,当参数值小于临界值,电机驱动切割刀组件不能推动推钉板前进。因此第二预设的参数值大于等于能推动推钉板前进的临界参数值。一种优选的实施方式,第二预设的参数值为100%占空比,电机提供最大的驱动力给切割刀组件。
控制模块50中的检测单元输出的检测信号可反映出空钉仓状态与非空钉仓状态时运动状态的差异,因此申请采用软件的方式识别空钉仓状态和非空钉仓状态。
根据检测信号可判断出吻合器100是在空钉仓状态还是非空钉仓状态。若识别出是空钉仓状态时,但是电机70不停机而继续击发,则切割刀组件40会切割组织导致手术重大失误;若识别出非空钉仓状态,但电机70依然以第一预设的参数值运行,则始终被限位在第一位置A,吻合器100无法正常使用。因此,申请还采用软件的方式进行空钉仓状态停机和保证非空钉仓状态正常运行:根据上述检测信号,当识别出为空钉仓状态时,控制电机70停机,从而阻止切割刀组件40切割组织,避免手术事故;当识别出是非空钉仓状态时,采用第二预设的参数值来控制电机使切割刀组件40超越第一位置A进而超越第二位置B,从而可以正常击发,保证了吻合器100的正常运行。软件、预设的参数值等存储于控制单元,并且,软件由控制单元运行。进一步的,电动吻合器100还包括计时模块,计时模块存储有预设时间T。计时模块与控制模块50电连接。当第一按键61被触发时,切割刀组件40开始击发,控制模块50控制计时模块开启,开始计时,当计时达到预设时间T,计时模块向控制模块发送计时结束的信号,计时模块关闭,计时清零。
由上可知,本申请利用了推钉板51在空钉仓状态下的位置(包括在使用过的钉仓组件内位于第一位置A的前方、未安装钉仓组件时没有推钉板)与第一位置A之间的关系,采用一种合理的方式实现空钉仓保护。该方法包括以下要素:
一, 确认空钉仓状态与非空钉仓状态在击发运动过程的运动状态有显著差异;
二,识别空钉仓状态和非空钉仓状态;
三,进行空钉仓状态停机和保证非空钉仓状态正常运行。
这种纯软件的空钉仓保护方式,无需在吻合器100中设计机械结构以及在钉仓组件设计对应机械结构,整机结构简单,运行可靠性高。
可以理解,上述“预设时间T”的时间长度为电机70在工作状态下的时长,并不包括电机70在关闭(停止)状态下的时长。例如,当使用者因误操作导致电机70停止工作,则停止预设时间T的计时,直至使用者重新将电机70启动,则继续计时,直至电机70在工作状态下的时间总长达到预设时间T的长度。
另外,电机70可以正向转动和反向转动,其中,电机正向转动驱动切割刀组件向前移动,电机反向转动驱动切割刀组件向后移动。预设时间T内,电机保持正向转动。如果电机反向转动,则停止预设时间T的计时,直至电机正向转动,再继续计时。由于切割刀组件40可以前进或者后退。因此,空钉仓状态下在预设时间T内,切割刀组件40超越第一位置A后可保持位于第一位置A的前方,或者自第一位置A前方的位置向后运动至在达到预设时间T时位于第一位置A的后方,上述两种情形均属于“切割刀组件在无推钉板阻挡的情况下超越第一位置A”或“预设时间内切割刀组件超越第一位置A”;非空钉仓状态下,在预设时间T内,切割刀组件40达到第一位置A后始终保持于第一位置A,或者自第一位置A向后运动从而位于第一位置A的后方,上述两种情形均属于“推钉板限制切割刀组件不(未)超越第一位置A”或“预设时间内切割刀组件不(未)超越第一位置A”。
可以理解,该预设时间T长度不应过长或者过短。若设定时间太长,则吻合器100判断空钉仓状态和非空钉仓状态的时间较长,吻合器100长时间无动作,使用者(例如医生)可能会认为吻合器100出现故障;而若预设时间T太短,难以保证电机70在以第一预设的参数值运行的情况下能够驱动切割刀组件40在预设时间T内到达第一位置A并且在空钉仓状态下到达第一位置A与第二位置B之间,导致无法识别钉仓状态,从而无法实现本申请的技术方案。
在一个优选的实施方式中,该预设时间T长度为0.5S(秒)。也即,电动吻合器100识别空钉仓状态的时间为0.5S。将预设时间设定为0.5S,一方面不会让医生产生吻合器100出现故障的误解,另一方面能够保证电机70在第一预设的参数值下能够驱动切割刀组件40到达第一位置A,以判断空钉仓状态和非空钉仓状态。在0.5S的基础上,可以将预设时间T的长度适当缩短或延长,例如,0.1秒至3秒的区间,以便能够满足上述的衡量预设时间的长度的标准。
需要说明的是,第一预设的参数值可以是固定的数值,也可以是变化的数值。无论是固定的数值还是变化的数值,其需要满足以下要求:电机以第一预设的参数值运行,能够驱动切割刀组件向前移动但是无法通过切割刀组件推动位于第一位置A的推钉板;第一预设的参数值和预设时间T共同起作用,使得切割刀组件具有一定的行程,上述一定的行程在空钉仓状态下体现为切割刀组件到达第一位置A与第二位置B之间。
在一个具体的实施例中,第一位置A与第二位置B之间的距离为4-10mm。该距离一方面保证了在空钉仓状态下,切割刀组件40在超越第一位置A后具有一段运动行程,以使得切割刀组件40在击发运动过程上形成与非空钉仓状态下的差别;另一方面,第一预设的参数值确定后,该距离是确定预设时间T的依据,保证了切割刀组件40在电机以第一预设的参数值运行的驱动下,空钉仓状态下在预设时间长度内不会超出保险区域。
上述吻合器100在空钉仓状态与非空钉仓状态相比,击发运动过程有显著差异:切割刀组件40是否超越第一位置A,最直接的反应在于切割刀组件40的位置信息。换言之,通过检测切割刀组件40的位置信息,可以判断切割刀组件是否超越第一位置A。
检测单元包括位置信息检测元件,位置信息检测元件用于检测切割刀组件40的位置信息。检测单元将记载有位置信息的检测信号传送至控制单元。切割刀组件40的位置信息包括但不限于:位移量、位置和电机转动圈数。
在一种实施方式中,位移量,是体现切割刀组件的位置信息的物理量,某时刻t的位移量指切割刀组件40的初始位置C到此时刻t切割刀组件40所处位置的距离。位置信息检测元件用于检测切割刀组件的位移量。预设时间内,切割刀组件在实时的运动,从而切割刀组件的位移量实时变化,但只要检测和判断该位移量大于位移量预设阈值,则表明切割刀组件40超越第一位置A,可判断是空钉仓状态;否则,位移量始终小于或等于预设值,表明切割刀组件40未超越第一位置A,可判断是非空钉仓状态。
因此,当在预设时间T内,切割刀组件40的位移量大于位移量预设阈值,则切割刀组件40超越第一位置A,否则,切割刀组件40未超越第一位置A。
位移量预设阈值,优选地为钉仓座的初始位置C到第一位置A的距离。位移量,指沿向前方向的净正向位移量,即沿向前方向的移动距离之和减去沿向后方向的移动距离之和得到的值。
具体的,可以在在电机转动圈数的基础上,结合传动机构的传动比计算得到切割刀组件40的位移量。此外,切割刀组件40的位移量也可以采用本领域内其它常规技术手段如光电传感器、光栅来得到,在此不再赘述。
在又一种实施方式中,位置信息检测元件用于检测切割刀组件的具体位置并向控制单元输出检测信号。例如,切割刀组件位于第一位置A时,位置信息检测元件向控制模块50的控制单元发出第一检测信号,切割刀组件不位于第一位置A时,位置信息检测元件向控制模块50的控制单元发出第二检测信号;当在预设时间T内,电机正向转动时控制单元接收到的信号从第一检测信号转为第二检测信号,则在预设时间内切割刀组件超越第一位置,否则,在预设时间内切割刀组件40未超越第一位置。
由此,第一检测信号和第二检测信号体现了切割刀组件40的位置信息。其中,第一检测信号表示切割刀组件位于第一位置A,第二检测信号表示切割刀组件40不位于第一位置A,包括在第一位置A前方或者在第一位置A后方。预设时间内切割刀组件40向前运动超越第一位置A的动作和切割刀组件向后运动后超越第一位置A的动作,均会发生第一检测信号到第二检测信号的改变。电机70正转对应切割刀组件40向前运动,电机70反转对应切割刀组件40向后运动,因此,检测信号的改变结合电机70的转动方向,可用于判断切割刀组件40是否超越第一位置A。可采用图15中示出的方式判断电机70正转或反转。具体地,电机70包括转轴312,检测单元包括第一检测元件321、第二检测元件322和第三检测元件323。转轴312转动时,多个第一检测元件321跟随转轴312一同转动,第二检测元件322和第三检测元件323间隔设置并能够与第一检测元件321感应配合,在第一检测元件321转动时,第二检测元件322和第三检测元件323能够分别与第一检测元件321感应配合,感应得到的信号发送至控制单元。第一检测元件321与第二检测元件322之间的感应配合和第一检测元件321与第三检测元件323之间的感应配合有前后顺序,这样能够基于第二检测元件322和第三检测元件323和第一检测元件321发生感应配合的先后顺序判断出转轴312的转动方向是正转还是反转。需要说明的是,判断电机正转或反转还可以采用本领域内的其它技术手段,不在此赘述。
预设时间T内,切割刀组件40在实时的运动,从而检测信号实时变化,但只要感测到电机70正转时发生第一检测信号到第二检测信号的改变,则表明切割刀组件40超越第一位置A,可判断是空钉仓状态;否则发生其他形式的信号变化,表明切割刀组件未超越第一位置A,可判断是非空钉仓状态,例如,电机正转时感测到第一检测信号后在预设时间内未感测到第二检测信号。
具体的,检测单元包括第一位置检测元件,第一位置检测元件设置于切割刀组件驱动装置90的齿条。切割刀组件驱动装置90能够带动切割刀组件40和第一位置检测元件同步移动,第一位置检测元件设置于切割刀组件驱动装置90的齿条,与设置于切割刀组件40的效果相同,都可以检测切割刀组件的位置。齿条带动切割刀组件40前进、后退,同时带动第一位置检测元件前进、后退。在切割刀组件40到达第一位置A时,第一位置检测元件向控制单元发出第一检测信号。第一位置检测元件在切割刀组件40超越第一位置A后或者未到达第一位置A时不被触发,此时第一位置检测元件向控制单元发出第二检测信号。本实施例中,第一位置检测元件是光电传感器的触发结构或者是行程开关,与第一位置检测元件配合的部件是与行程开关相配合的触发结构(如弹片)或者是光电传感器。光电传感器的位置或行程开关的触发结构的位置与第一位置A相对应,光电传感器的触发结构的位置和行程开关的位置与切割刀组件的位置相对应。优选地,光电传感器包括光线发射部和光线接收部,其触发结构可以是齿条被涂黑后的部分,涂黑后的部分能够将光线发射部发出的光线反射至光线接收部,光线接收部接收到光线后发送第一检测信号,齿条未涂黑的部分不反射光线,齿条未到达光电传感器时光线也不会被反射,光线接收部未接收到光线时发送第二检测信号。
需要说明的是,可采用如前所述的方式判断电机70正转或反转,不在此赘述。
在又一种实施方式中,位置信息检测元件用于检测电机转动圈数并向控制单元发送检测信号。当在预设时间T内电机转动圈数大于阈值,则判断在预设时间T内,切割刀超越第一位置A,否则,判断在预设时间T内切割刀未超越第一位置A。电机转动圈数为转轴312的转动圈数。
如上文所述,切割刀组件40的运动与电机70的转动是同步的,因此电机的转动圈数反映出切割刀组件40的位置信息。转动圈数为净正向圈数。正向圈数是指电机驱动切割刀组件40向前运动的圈数,如果电机70有反向转动进而产生了反向圈数,即电机70驱动切割刀组件40向后运动,则自开始计时至某时刻的正向圈数减去反向圈数后的数值,为该时刻的净正向圈数。预设时间T内,切割刀组件40实时地运动,从而电机70转动圈数实时变化,但只要检测出和判断该电机转动圈数大于阈值,则表明切割刀组件40超越第一位置A,可判断是空钉仓状态;否则就是电机转动圈数始终小于或等于阈值,表明切割刀组件40未超越第一位置A,可判断是非空钉仓状态。
外科器械具有第一预设转动圈数。第一预设转动圈数为切割刀组件40自初始位置C运动至第一位置A所需的电机转动圈数。优选地,所述阈值等于第一预设转动圈数。进一步地,外科器械还具有第二预设转动圈数。第二预设转动圈数为电机70在空钉仓状态下以第一预设的参数值运行预设时间内的转动圈数,预设时间的起点为切割刀组件位于初始位置C,当空钉仓状态下电机转动圈数达到第二预设转动圈数时,切割刀组件40位于第一位置A与第二位置B之间。第二预设转动圈数使切割刀组件40达到的位置比第一预设转动圈数切割刀组件40到达的位置要远,第二预设转动圈数大于第一预设转动圈数。
下面将结合一个具体的应用场景,介绍所设置的阈值的获取过程:
设电机70输出1mm直线行程对应的电机转动圈数为X,则(X/减速比)*2π*齿轮半径=1mm,当齿轮半径为8mm,减速比为500时,X计算为9.95圈,取其值为10圈。公式中的齿轮为与齿条啮合的齿轮。因此,电机转动10圈时,对应输出的直线行程为1mm。例如,初始位置C至第一位置A的距离为4mm,电机70需要转动40圈,切割刀组件40到达第一位置A,则第一预设转动圈数为40圈。由此,非空钉仓状态下,电机转动圈数小于等于40圈。
当未安装钉仓组件或者安装已使用的钉仓组件时,即电动吻合器100为空钉仓状态,在电机70以第一预设的参数值运行时长达到0.5S时,可选的,在预设时间内,电机70的最大转动圈数为50圈。则第二预设转动圈数为50圈。0.5S为预设时间。
在本实施例中,当第一预设转动圈数为40圈,第二预设转动圈数为50圈时,优选的,所述阈值为40圈。当预设时间内,发生电机转动圈数大于40圈,则切割刀组件40超越第一位置A,从而可识别出电动吻合器100为空钉仓状态;当预设时间内,电机转动圈数始终小于或者等于40圈,则切割刀组件40未超越第一位置A,从而可识别出电动吻合器100为非空钉仓状态。
需要说明的是,本申请中的钉仓识别方式适用于不同类型的外科器械,上述外科器械均是利用钳口组件、切割刀组件和钉仓组件等实现切割和吻合功能。对于不同类型的外科器械,切割刀组件自初始位置C运动至第一位置A所需的最大转动圈数不同,或者基于预设时间、.第一预设的参数值确定的第一预设转动圈数不同,对应的,阈值可以随之进行调整。
为了检测电机转动圈数,在一个实施方式中,检测单元的检测元件为霍尔编码器,如图15所示的,具体包括:霍尔传感器(第二检测元件322);多个磁体(第一检测元件321),多个磁体围绕设置于电机70的转轴312。当磁体随电机70的转轴312旋转时,霍尔传感器感知磁体并输出脉冲信号,脉冲信号作为检测信号,控制单元基于脉冲信号的个数、并且基于霍尔传感器(第二检测元件322、第三检测元件323)确定的电机转动方向来确定电机转动圈数。电机转动方向的确定方式如前内容所述。
具体的,电机70的转轴312转动时,每经过一个磁体,霍尔传感器输出一个脉冲信号,该脉冲信号作为检测信号,例如,当磁体为10个时,输出10个脉冲信号表示转轴312转了一圈。对应的,控制模块50的控制单元实时接收检测信号并计数,基于检测信号的个数确定出电机转动圈数,每10个检测信号表示电机转动圈数为一圈。
进一步的,控制模块50在预设时间内检测到电机转动圈数大于阈值时,判断为空钉仓状态并且控制电机停机,同理,控制模块50在预设时间内检测到电机转动圈数始终不大于阈值时,判断为非空钉仓状态。
在一些可能的实施方式中,控制模块50检测单元中的检测元件为光电编码器,包括光电传感器和多个光栅,光电传感器可以采用红外的方式发出探测光线,多个光栅围绕电机70的转轴312分布;转轴312转动时,带动光栅转动,光电传感器感知到光栅后输出脉冲信号。控制模块50基于该脉冲信号确定电机转动圈数的原理与上文霍尔传感器相同,在此不作赘述。当然,该检测元件还可以为其他能够确定电机转动圈数的方式。
第二实施例
上述吻合器100在空钉仓状态与非空钉仓状态相比在击发运动过程有显著差异:切割刀组件40是否超越第一位置A,除了反映在切割刀组件的位置信息上,还反映在电机状态上。因此,可以通过识别电机70的状态(电机70的状态,即电机状态)来代替切割刀组件的位置信息以判断吻合器的状态,即处于空钉仓状态或者处于非空钉仓状态。电机70以第一预设的参数值被驱动运行预设时间,非空钉仓状态下,切割刀组件40在第一位置A处被推钉板51阻挡,因此电机70在第一位置A发生堵转,导致电机70的电流的增加、电机70的转速降低甚至降低至0、电机70两端的电压降低,而空钉仓状态下,切割刀组件在第一位置A处不会被推钉板51阻挡,因此电机70不会发生堵转,在电机70运行过程中电机的电流、转速、电压不会发生变化。
因此,可通过电机状态来识别空钉仓状态和非空钉仓状态,电机状态包括电机70的电流、电机70的转速、电机70的电压。
在一种实施方式中,检测信号为电机70的工作电流,当预设时间T内的工作电流始终小于电流预设值,则在预设时间内切割刀组件40超越第一位置A,否则,在预设时间内切割刀组件40未超越第一位置A。电机状态检测元件采集串联在电机70供电电路中的采样电阻的电压作为检测信号,发送给控制单元,控制单元根据检测信号和采样电阻的阻值可以得到电机70的工作电流。
在一种实施方式中,检测信号为电机70的电压;当预设时间T内电压始终大于电压预设阈值,则在预设时间内切割刀组件40超越第一位置,否则,在预设时间内切割刀组件40未超越第一位置A。电机状态检测元件采集串联在电机70供电电路中的采样电阻的电压作为检测信号,发送给控制单元。
在一种实施方式中,检测信号为电机70的转速,当预设时间T内转速始终大于转速预设值,则在预设时间内切割刀超越第一位置A,否则,在预设时间内切割刀组件40未超越第一位置A。电机状态检测元件包括固定不动的霍尔传感器、设置于电机70的转轴上的磁体,转轴转动带动磁体随之转动,磁体经过霍尔传感器时引起霍尔传感器电平的变化,将变化的电平作为检测信号发送给控制单元,控制单元能够得到电机70的转速。
需要说明的是,在其它实施方式中,控制模块50还可以用电流、转速、或电压来计算上述物理量的阶段差值、斜率、多阶导数等等,来确定电流、转速、或电压是否发生突变,当在预设时间T内未产生突变,则预设时间T内切割刀组件超越第一位置A,否则,预设时间T内切割刀组件40未超越第一位置A。
具体的,例如电流的斜率:检测单元检测电流,控制单元计算电流斜率,电流斜率大于预设值,反映堵转造成的电流突变。
需要说明的是,电流、电压、转速具体数值的检测,可以是连续的过程,也可以是间隔时间比较短的多点检测。检测单元检测电流、电压、转速,控制单元将检测到的数值与预设值做比较,或者根据检测到的数值判断是否发生了突变。电流、电压、转速的具体检测方式是本领域内的常规技术手段,在此不再赘述。
以上物理量是否发生突变的判断逻辑,为本领域技术人员的常规技术手段,在此不做赘述。
上述实现方式,预设时间内检测到的电流始终小于预设值或始终未检测到发生电流突变,检测到电压或转速始终大于预设值或始终未检测到发生电压或转速突变,则表明切割刀组件超越第一位置A,即为空钉仓状态;在预设时间内检测到电流大于预设值或发生电流突变,检测到电压或转速小于预设值或发生电压或转速突变,则表明切割刀组件未超越第一位置A,即为非空钉仓状态。
在一种实施方式中,检测信号可以包括以下物理量中的至少两种:电机电流、电机转速、电机电压。相应的,检测单元包括能够检测上述不同检测信号的检测元件。控制模块根据至少两种检测信号来确定电机以第一预设的参数值运行并且在预设时间内切割刀组件是否超越第一位置A,双重或多重保险进行空钉仓保护。
因此,电动吻合器100可以利用在空钉仓状态与非空钉仓状态下推钉板位置的差异造成的切割刀运动状态的差异,采用一种控制模块50执行计算机软件的方法来识别吻合器100是否处于空钉仓状态,并进行空钉仓保护。
具体地,本实施例中,控制模块50执行计算机软件的方法如下:
S1:控制模块50以第一预设的参数值控制电机70运行预设时间;具体包括以下步骤:
S12:控制模块50以第一预设的参数值控制电机70运行,以驱动切割刀组件40向前运动;
S13:经过预设时间T,判断切割刀组件40是否超越第一位置A。
第三实施例
本实施例与第一实施例中识别空钉仓状态的原理基本相同,同样是利用第一预设的参数值驱动电机70以推动切割刀组件40向前移动,并且使得切割刀组件40输出较小的、不足以推动推钉板的推力,从而使得吻合器在空钉仓状态与非空钉仓状态相比在运动状态上有显著差异:切割刀组件40是否超越第一位置A。与第一实施例的不同之处在于,本实施例综合采用了以下技术手段:检测切割刀组件的位置信息并且进行判断识别、检测电机状态并且进行判断识别。具体地,切割刀组件位置信息包括切割刀组件的位移量、切割刀组件40的位置和电机转动圈数,电机状态包括电机的电流、电机的转速、电机的电压。通过检测切割刀组件的位置信息可以识别空钉仓状态,通过检测电机状态可以识别非空钉仓状态。由此,本实施例可以不设置“预设时间”。
以切割刀组件位置信息具体采用切割刀组件40的位置,电机状态具体采用电机70的电流为例:
控制模块50以第一预设的参数值控制电机70运行以驱动切割刀组件40向前运动,以使得切割刀组件40在无推钉板51阻挡的情况下超越第一位置A,当推钉板51的后端位于第一位置A,推钉板51限制切割刀组件40不超越第一位置A。
检测单元包括位置信息检测元件,位置信息检测元件包括第一位置检测元件,用于检测切割刀组件40的位置信息并输出检测信号;切割刀组件40位于第一位置A时,第一位置检测元件向控制单元发出第一检测信号,切割刀组件40不位于第一位置A时,第一位置检测元件向控制单元发出第二检测信号。
当控制单元接收的信号在电机正转时从第一检测信号转变为第二检测信号,则控制模块识别出切割刀组件40到达第一位置A之后到达第二位置B之前未被推钉板51阻挡而运动状态未变化,也即切割刀组件40超越第一位置A,进而同第一实施例,控制模块50控制电机停机。
可替代的是,位置信息检测元件包括第二位置检测元件,当切割刀组件40位于第一位置A与第二位置B之间时,第二位置检测元件向控制单元发出第三检测信号。当控制单元接收到第三检测信号时,控制单元识别出切割刀组件40到达第一位置A之后到达第二位置B之前未被推钉板51阻挡而运动状态未变化,也即切割刀组件40超越第一位置A,进而同第一实施例,控制模块50控制电机停机。此时吻合器处于空钉仓状态。
检测单元还包括用于检测电机状态的电机检测元件,电机检测元件检测到电机状态后向控制单元发送电机检测信号。当控制单元接收电机检测信号后,通过识别电机状态发生变化判断电机发生了堵转进而判断切割刀组件40的运动状态发生了变化,此时吻合器处于非空钉仓状态,同第一实施例,控制模块50以第二预设的参数值控制电机70运行以使得切割刀组件40超越所述第一位置A,并继续超越第二位置B,正常击发。电机状态发生变化,包括以下情形:电机70的电流大于或等于电流预设值,电机70的转速小于或等于转速预设值,电机70的电压小于或等于电压预设值,电流、电压或转速发生了突变。例如,电机检测元件检测电机70的转速,当控制单元识别到电机70的转速小于或等于转速预设值(转速阈值)或者电机70的转速发生了突变,则控制单元判断电机发生了堵转,控制模块50以第二预设的参数值控制电机70运行以使得切割刀组件40超越第一位置A,并继续超越第二位置B以实现正常击发。
以上举例的内容中,切割刀组件40的位置信息具体为切割刀组件40的位置,电机状态为电机70的转速。需要说明的是,可以将切割刀组件40的位置信息具体采用切割刀组件40的位移量或电机转动圈数,可以将电机状态具体采用电机70的电流或电机的电压。即切割刀组件40的位置信息的具体形式与电机状态的具体形式可以组合使用。
因此,电动吻合器100可以利用在空钉仓状态与非空钉仓状态下推钉板位置的差异造成的切割刀运动状态的差异,采用一种控制模块50执行计算机软件的方法来识别吻合器100是否处于空钉仓状态,并进行空钉仓保护。
具体地,本实施例中,控制模块50执行计算机软件的方法如下:
S1:控制模块50以第一预设的参数值控制电机70运行;具体包括以下步骤:
S12:控制模块50以第一预设的参数值控制电机70运行,以驱动切割刀组件40向前运动;
S13:通过检测切割刀组件40的位置信息和检测电机状态,判断切割刀组件40是否超越第一位置A。
需要说明的是,本申请中的钉仓识别方式适用于不同类型的外科器械,上述外科器械均是利用切割刀组件和钉仓组件等实现切割和吻合功能,并且由电机提供动力。
在其它现有技术中,除吻合器本身已有的结构以外,吻合器设置有额外的机械结构,相较于空钉仓状态,安装未使用的钉仓组件后的状态会改变上述机械结构与切割刀组件之间的配合方式,从而引起电流等参数的变化,通过感测电流等参数的变化来识别是否为空钉仓状态。
相对于现有技术而言,为了识别空钉仓状态并且提供空钉仓保护,本申请首先认识到空钉仓状态和非空钉仓状态下推钉板的位置存在差异,以及推钉板与钉仓本体之间存在摩擦力,然后在上述认识的基础上,通过吻合器本身具有的机械结构,即利用空钉仓状态和非空钉仓状态下推钉板位置的差异以及推钉板与钉仓本体之间存在摩擦力,通过电机以.第一预设的参数值运行能够推动切割刀组件向前运动但无法推动推钉板的方式来识别空钉仓状态和非空钉仓状态,并且在空钉仓状态下进行空钉仓保护,整机结构简单,运行可靠性高。由此可知,本申请无需在吻合器中设置用于限位的机械结构或者用于识别空钉仓状态的额外机械结构。能够将上述认识应用于空钉仓状态的识别,对于本领域技术人员来说,是难以想到的。在此基础上,通过吻合器本身具有的机械结构实现空钉仓状态的识别,更是本领域技术人员难以想到的。
上述实施例只为说明本申请的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本申请的内容并据以实施,并不能以此限制本申请的保护范围。凡根据本申请精神实质所作的等效变化或修饰,都应涵盖在本申请的保护范围之内。
- 单极电外科器械、电外科系统以及制造电外科器械的方法
- 外科器械、用于制造外科器械的方法以及用于构成外科器械的切割工具的转动铰接部的应用
- 用于手持式外科器械的照明装置、用于具有照明装置的外科器械的皮套以及包含外科器械和照明装置的套件