一种船舶钢板焊接装置
文献发布时间:2024-01-17 01:20:32
技术领域
本申请涉及焊接领域,尤其涉及一种船舶钢板焊接装置。
背景技术
船舶钢板通常采用氩弧焊或电弧焊,焊接过程中利用氩气或熔渣对焊区进行隔氧保护,当焊区气流速度过大时,会降低隔氧保护效果,因此在大风环境下通常需要提供防风措施。
现有技术中,以氩弧焊为例,通常增大氩气流量来抵消风的影响,虽然可以满足隔氧保护效果,但是氩气的消耗量比较大,成本高;另一方面,通常使用挡风板来挡风,然而,挡风板难以在钢板上进行固定(待焊接的位置存在多种状态,有些是水平的,有些是倾斜的,还有些是弧形的),固定后也不方便转移位置,且只能阻挡一个方向的风,无法对多个方向进行挡风。
发明内容
有鉴于此,提出一种船舶钢板焊接装置,实现提升对焊区的防风效果,且便于拆装和转移位置。
本申请提供了一种船舶钢板焊接装置,包括焊机、焊钳,所述焊钳与所述焊机连接,还包括椎体状的罩体,所述罩体的下端具有罩口,所述罩体的上端具有排气口,所述罩体的下端固定连接有若干个磁铁,所述罩体的下端还连接有若干个滚轮,所述滚轮的底面低于所述罩体的底面,所述磁铁的底面高于所述滚轮的底面,所述罩体的侧面设有第一操作口。
根据上述船舶钢板焊接装置,一些实施方式中,所述罩体的形状为三棱锥状,所述第一操作口位于所述罩体的其中一个侧面,所述滚轮的数量为3,各所述滚轮分别位于所述罩体的三个底角处,各所述滚轮的底面位于同一平面,各所述磁铁分别位于所述罩体的三个底边下方。
根据上述船舶钢板焊接装置,一些实施方式中,所述罩体的侧面还设有第二操作口和第三操作口,所述第一操作口、所述第二操作口、所述第三操作口分别位于所述罩体的三个侧面的中心位置。
根据上述船舶钢板焊接装置,一些实施方式中,所述第一操作口内设有第一弹性橡胶卡圈,所述第一弹性橡胶卡圈的外侧面设有第一卡槽,所述第一操作口的边缘插接在所述第一卡槽内;
所述第二操作口内设有第二弹性橡胶卡圈,所述第二弹性橡胶卡圈的外侧面设有第二卡槽,所述第二操作口的边缘插接在所述第二卡槽内,所述第二弹性橡胶卡圈的内侧面固定连接有第二弹性膜片,所述第二弹性膜片中心设有第二束口;
所述第三操作口内设有第三弹性橡胶卡圈,所述第三弹性橡胶卡圈的外侧面设有第三卡槽,所述第三操作口的边缘插接在所述第三卡槽内,所述第三弹性橡胶卡圈的内侧面固定连接有第三弹性膜片,所述第三弹性膜片中心设有第三束口。
根据上述船舶钢板焊接装置,一些实施方式中,所述罩体有透明玻璃材料制成,所述罩口的边缘固定连接有一圈第一金属环,所述滚轮与所述第一金属环连接,所述排气口边缘固定连接有一圈第二金属环。
根据上述船舶钢板焊接装置,一些实施方式中,所述第一金属环的下方设有弹性金属片,所述弹性金属片的一端通过螺栓与所述第一金属环的下表面紧固连接,所述弹性金属片的另一端转动连接有转轴,所述转轴竖直设置,所述转轴的下端固定连接有球座,所述球座内设有球体,所述球体的外表面与所述球座的内侧面滑动配合,所述滚轮由所述球体、所述球座、所述转轴、所述弹性金属片以及所述螺栓组成;所述滚轮位于所述罩口的内侧。
根据上述船舶钢板焊接装置,一些实施方式中,所述第一金属环的下表面固定连接有挡风条,所述挡风条环绕所述罩口设置,所述磁铁、所述滚轮位于所述挡风条的内侧,所述挡风条由弹性橡胶材料制成,所述挡风条的底面低于所述滚轮的底面。
根据上述船舶钢板焊接装置,一些实施方式中,所述挡风条的下部由刷毛密集排列构成。
根据上述船舶钢板焊接装置,一些实施方式中,所述排气口内设有排气套管,所述排气套管的上端位于所述罩体外部,所述排气套管的下端位于所述罩体的内部,所述排气套管的底面高于所述第一操作口的顶面,所述排气套管的外侧面与所述罩体的内侧面之间具有间隔,所述排气套管的下端侧壁与所述罩体的内侧面平行,所述排气套管的上端侧壁竖直设置,所述排气套管与所述罩体固定连接。
根据上述船舶钢板焊接装置,一些实施方式中,所述排气口与所述排气套管的上端之间设有若干个伸缩杆,各所述伸缩杆环绕所述排气口的中心设置,所述伸缩杆的一端与所述排气套管的上端外侧面铰接,所述伸缩杆的另一端与所述罩体的上端铰接,所述伸缩杆倾斜设置,所述伸缩杆靠近所述排气套管的一端高于另一端。
发明的效果
在船舶钢板焊接时,由于船舶的钢板不同位置处的表面倾斜度可能不同,因此现有技术中使用挡风板难以实现挡风操作,使用本实施例提供的船舶钢板焊接装置时,将罩体摆放在船舶钢板上,磁铁依靠对钢板的吸力使罩体吸附在钢板上,即使钢板处于倾斜状态,罩体也能够保持吸附在钢板上,工作人员根据待焊接位置推拉罩体,使罩体挪动至罩住待焊接位置,握持焊钳从第一操作口伸入,对待焊接位置上进行焊接,罩体能够遮挡外侧的风吹向待焊接位置,对待焊接位置进行多方位防风,相较于现有技术而言,实现了提升对焊区的防风效果,且便于拆装和转移位置;罩体的形状设置为椎体状,有助于减小罩体本身受到的风吹作用力,避免罩体被风吹后发生侧移,且重心降低,提高了罩体在钢板上吸附的平稳性。
附图说明
包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本申请的示例性实施例、特征和方面,并且用于解释本申请的原理。
图1示出了本申请一个示例性实施例提供的船舶钢板焊接装置的结构示意图。
图2示出了本申请一个示例性实施例提供的船舶钢板焊接装置在另一个视角下的结构示意图。
图3是图2中船舶钢板焊接装置拆除挡风条后的结构示意图。
图4示出了本申请一个示例性实施例提供的滚轮的结构示意图。
图5示出了本申请一个示例性实施例提供的第一弹性橡胶卡圈的结构示意图。
图6示出了本申请一个示例性实施例提供的第二弹性橡胶卡圈的结构示意图。
图7示出了本申请一个示例性实施例提供的第三弹性橡胶卡圈的结构示意图。
图8示出了本申请一个示例性实施例提供的船舶钢板焊接装置的俯视图。
图9是沿图8中A-A线的折叠剖视图。
图10是图9中B处的局部放大图。
图11示出了本申请另一个示例性实施例提供的船舶钢板焊接装置的结构示意图。
图12示出了本申请一个示例性实施例提供的挡风条的结构示意图。
附图标记说明
100、罩体;102、罩口;104、排气口;106、磁铁;108、滚轮;110、第一操作口;112、第二操作口;114、第三操作口;116、第一弹性橡胶卡圈;118、第一卡槽;120、第二弹性橡胶卡圈;122、第二卡槽;124、第二弹性膜片;126、第二束口;128、第三弹性橡胶卡圈;130、第三卡槽;132、第三弹性膜片;134、第三束口;136、第一金属环;138、第二金属环;140、弹性金属片;142、转轴;144、球座;146、球体;148、挡风条;150、刷毛;152、排气套管;154、伸缩杆;156、螺栓。
具体实施方式
以下将参考附图详细说明本申请的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。另外,为了更好的说明本申请,本领域技术人员应当理解,在下文的各实施方式中给出了众多的具体细节。没有某些具体细节,本申请同样可以实施。在一些实施方式中,对于本领域技术人员熟知的方法、手段和元件未作详细描述,以便于凸显本申请的主旨。
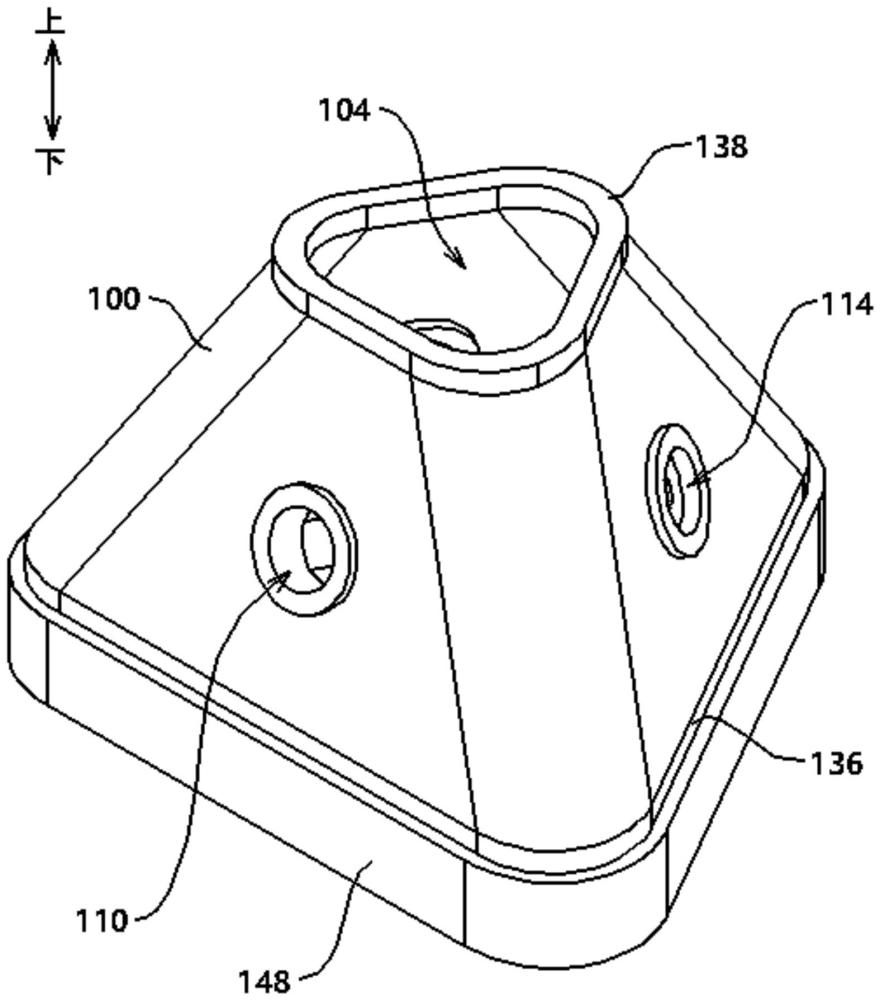
如图1至图3所示,本申请的实施例提供了一种船舶钢板焊接装置,包括焊机、焊钳(焊机、焊钳为现有技术,因此图中未画出,也不对其进行赘述),焊钳与焊机连接,还包括椎体状的罩体100,罩体100的下端具有罩口102,罩体100的上端具有排气口104,罩体100的下端固定连接有若干个磁铁106,罩体100的下端还连接有若干个滚轮108,滚轮108的底面低于罩体100的底面,磁铁106的底面高于滚轮108的底面(如图8至图10所示),罩体100的侧面设有第一操作口110。
在船舶钢板焊接时,由于船舶的钢板不同位置处的表面倾斜度可能不同,因此现有技术中使用挡风板难以实现挡风操作,使用本实施例提供的船舶钢板焊接装置时,将罩体100摆放在船舶钢板上,磁铁106依靠对钢板的吸力使罩体100吸附在钢板上,即使钢板处于倾斜状态,罩体100也能够保持吸附在钢板上,工作人员根据待焊接位置推拉罩体100,使罩体100挪动至罩住待焊接位置,握持焊钳(夹持有焊条)从第一操作口110伸入,对待焊接位置上进行焊接,从排气口104观察内部焊接状态,罩体100能够遮挡外侧的风吹向待焊接位置,对待焊接位置进行多方位防风,相较于现有技术而言,实现了提升对焊区的防风效果,且便于拆装和转移位置;罩体100的形状设置为椎体状,有助于减小罩体100本身受到的风吹作用力,避免罩体100被风吹后发生侧移(发生侧移时会干扰工作人员进行焊接工作),且重心降低,提高了罩体100在钢板上吸附的平稳性。
一些示例性实施方式中,罩体100的形状为三棱锥状,第一操作口110位于罩体100的其中一个侧面,滚轮108的数量为3,各滚轮108分别位于罩体100的三个底角处,各滚轮108的底面位于同一平面,各磁铁106分别位于罩体100的三个底边下方。
由于钢板表面存在非平面的情况(有些地方倾斜、有些地方为弧形),三个滚轮108在钢板表面围成一个平面,能够对罩体100进行平稳支撑,罩体100的形状设置为三棱锥状,一方面与三个滚轮108的排布更好的匹配,另一方面在罩体100内部形成多种形式的操作空间,例如与罩体100底边平行的方向上,操作空间的长度最大,工作人员可根据焊条的长度调整焊条朝向,还能够根据风向调整棱的朝向,当其中一条棱朝向正对风向时,罩体100受到的风吹作用力最小;在底部沿水平方向的最大长度不变的情况下,与圆锥状的结构相比(由于焊条和焊钳需要在罩体100内部摆动和移动,因此圆锥状结构要达到与三棱锥状结构相同的操作空间,其底部直径需要大于三棱锥结构的底部边长),三棱锥状结构能够使三个滚轮108之间的间距达到最大,即滚轮108的跨度较大,罩体100的重心与滚轮108之间的水平投影距离达到最大,有助于提高对罩体100的支撑平稳性。
一些示例性实施方式中,罩体100的侧面还设有第二操作口112和第三操作口114,第一操作口110、第二操作口112、第三操作口114分别位于罩体100的三个侧面的中心位置。
第一操作口110供手持焊钳伸入罩体100内部进行焊接操作,第二操作口112和第三操作口114一方面便于内部产生的焊接废气排出,另一方面也可以作为备用操作口,例如转移罩体100位置后,从第二操作口112进行焊接最方便,则可以用第二操作口112替代第一操作口110使用,也可以使用另一只手从第二操作口112或第三操作口114伸入,进行其他操作(例如更换焊条、挡光、清除焊渣等)。
结合图5至图7所示,一些示例性实施方式中,第一操作口110内设有第一弹性橡胶卡圈116,第一弹性橡胶卡圈116的外侧面设有第一卡槽118,第一操作口110的边缘插接在第一卡槽118内;
第二操作口112内设有第二弹性橡胶卡圈120,第二弹性橡胶卡圈120的外侧面设有第二卡槽122,第二操作口112的边缘插接在第二卡槽122内,第二弹性橡胶卡圈120的内侧面固定连接有第二弹性膜片124,第二弹性膜片124中心设有第二束口126;
第三操作口114内设有第三弹性橡胶卡圈128,第三弹性橡胶卡圈128的外侧面设有第三卡槽130,第三操作口114的边缘插接在第三卡槽130内,第三弹性橡胶卡圈128的内侧面固定连接有第三弹性膜片132,第三弹性膜片132中心设有第三束口134。
弹性橡胶卡圈可以对手臂进行支撑并缓冲,降低手臂的疲劳程度,移动手臂时能够带动罩体100移动,实现实时转移罩体100的位置,束口能够作为工具的夹持工位,例如将焊钳插在第二束口126内,将焊条包插在第三束口134内,以便于对罩体100、焊条、焊钳进行同步转移,还便于焊接过程中取放焊条。
一些示例性实施方式中,罩体100有透明玻璃材料制成,罩口102的边缘固定连接有一圈第一金属环136,滚轮108与第一金属环136连接,排气口104边缘固定连接有一圈第二金属环138。
罩体100采用玻璃材质,能够避免焊渣飞溅烧毁罩体100,同时便于透过罩体100观察焊接状态,第一金属环136和第二金属环138对罩体100的上端以及下端进行加固防护,避免罩体100上端和下端边缘受到磕碰破裂,也便于安装和固定其他附件(例如上述的滚轮108)。
如图4所示,一些示例性实施方式中,第一金属环136的下方设有弹性金属片140,弹性金属片140的一端通过螺栓156与第一金属环136的下表面紧固连接,弹性金属片140的另一端转动连接有转轴142,转轴142竖直设置,转轴142的下端固定连接有球座144,球座144内设有球体146,球体146的外表面与球座144的内侧面滑动配合,滚轮108由球体146、球座144、转轴142、弹性金属片140以及螺栓156组成;滚轮108位于罩口102的内侧。
转移罩体100时,球体146在钢板表面滚动,弹性金属片140能够对罩体100进行缓冲减振,当罩体100底部绕其中一个球体146摆动时(类似此动作,而非完全与此相同的摆动),另外两个球体146与对应的球座144之间产生的摩擦力能够驱动转轴142旋转,有助于减小转移罩体100过程中受到的阻力。
一些示例性实施方式中,第一金属环136的下表面固定连接有挡风条148,挡风条148环绕罩口102设置,磁铁106、滚轮108位于挡风条148的内侧,挡风条148由弹性橡胶材料制成,挡风条148的底面低于滚轮108的底面(如图8至图10所示)。
挡风条148一方面用于遮挡罩体100底部与钢板之间的间隙,达到挡风效果,另一方面,挡风条148底部与钢板表面压紧配合,依靠摩擦力对罩体100进行定位,有助于避免罩体100因风吹而发生侧移。
如图12所示,一些示例性实施方式中,挡风条148的下部由刷毛150密集排列构成。
毛刷的柔韧性要高于同材质的实心的整体结构,在密集排布时,能够对气流产生足够的阻力,达到挡风效果,也能够供部分气流通过,便于罩体100内部的废气排出,还能够对焊缝表面进行清扫。
如图11所示,一些示例性实施方式中,排气口104内设有排气套管152,排气套管152的上端位于罩体100外部,排气套管152的下端位于罩体100的内部,排气套管152的底面高于第一操作口110的顶面,排气套管152的外侧面与罩体100的内侧面之间具有间隔,排气套管152的下端侧壁与罩体100的内侧面平行,排气套管152的上端侧壁竖直设置,排气套管152与罩体100固定连接。
图11中的虚线箭头是气流的流动路径,罩体100内部焊接时产生热气上升,带动罩体100内部空气向排气口104聚集,由于罩体100内部空间呈锥形,因此罩体100内部的空气上升时具有朝向罩体100中心轴线的运动趋势,大部分热气从排气套管152排出,导致排气套管152外侧面与罩体100内侧面之间产生负压区(气压降低),罩体100外部空气一部分从排气套管152外侧的排气口104吸入,另一部分从第二束口126以及第三束口134吸入,然后与内部热气混合后集中从排气套管152排出,形成连续的定向气流,有助于罩体100内部废气以及热量散失(废气过多会干扰观察视线)。
一些示例性实施方式中,排气口104与排气套管152的上端之间设有若干个伸缩杆154,各伸缩杆154环绕排气口104的中心设置,伸缩杆154的一端与排气套管152的上端外侧面铰接,伸缩杆154的另一端与罩体100的上端铰接,伸缩杆154倾斜设置,伸缩杆154靠近排气套管152的一端高于另一端。
上下推拉排气套管152,能够改变排气套管152下端外侧面与罩体100内侧面之间的间隙的距离,从而改变该间隙的空气流量,当该间隙的空气流量减小时,第二束口126和第三束口134的空气流量会增大(总量会减小),因此通过调整该间隙的距离,能够达到调整进气方向以及进气量的效果,当罩体100内部废气不是很多时,闭合该间隙,减小总得进气量,提升防风效果,当内部废气较多时,增大该间隙,提高排气效率。
以上已经描述了本申请的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
- 一种低合金钢板与船用钢板的焊接装置
- 一种船舶不锈钢产品在狭小空间室内焊接通风装置
- 一种船舶板材智能焊接定位装置
- 一种船舶用吸水口的装配焊接装置
- 一种船舶钢板焊接用钢板固定装置及其固定方法
- 一种船舶用钢板焊接装置