整体叶盘多层渐进复合阴极旋转套料电解加工装置及方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明属于数控电解加工技术领域,具体涉及整体叶盘多层渐进复合阴极旋转套料电解加工装置及方法。
背景技术
整体叶盘是由叶片以及轮盘共同构成的整体构件,与传统装配结构相比,减轻了零件重量,消除了榫槽连接处的气流损失,是航空发动机的核心部件。随着新型航空发动机对于功重比的更高需求,叶片呈现更薄、更扭、截面变化更大的发展趋势,整体叶盘逐渐应用于新型航空发动机上。
电解加工是基于电化学阳极溶解实现材料加工的特种加工方法,与传统加工方法相比,电解加工具有加工不受工件硬度影响、非接触式加工无残余应力、加工表面质量好、工具阴极理论上无损耗、加工效率高等优点,在加工整体叶盘时具有显著优势。
整体叶盘的叶片长而薄,叶片截面自上而下有着很大的差异,其叶间通道深而且狭窄,且材料多为镍基高温合金、钛合金等难加工材料,使得其加工制造困难。电解加工整体叶盘主要分为两步:叶间通道开粗加工和叶片型面精密电解加工,开粗加工后叶片全轮廓余量分布情况将对后续精加工产生重要影响。
在传统的旋转套料电解加工过程中,理论上得到的为等截面叶型,无法适应截面变化较大整体叶盘的实际加工需求。
发明内容
本发明所要解决的技术问题是针对上述现有技术的不足,提供整体叶盘多层渐进复合阴极旋转套料电解加工装置及方法,装置包括多层渐进复合阴极组件以及叶盘定位夹紧组件;其中叶盘定位夹紧组件固定于机床竖直主轴上,加工过程中带动叶盘沿Z轴进给的同时沿C轴旋转,进行旋转进给协同式加工;多层渐进复合阴极组件固定于机床水平主轴上,加工过程中保持固定,其内部设有由多层渐进复合阴极搭配多层渐进绝缘块组成的通道供电解液正向流过,阴极多层渐进式设计可使叶盘加工完余量分布更加均匀,更有利于满足扭曲且截面变化程度较大整体叶盘的实际加工需求,可有效提高整体叶盘旋转套料电解加工后余量分布均匀性,使其更好的满足后续加工要求。
为实现上述技术目的,本发明采取的技术方案为:
整体叶盘多层渐进复合阴极旋转套料电解加工装置,包括多层渐进复合阴极组件以及叶盘定位夹紧组件;
所述多层渐进复合阴极组件固定于机床水平主轴上,加工过程中保持固定;
所述叶盘定位夹紧组件固定于机床竖直主轴上,加工过程可沿Z轴进给同时沿C轴进行旋转。
为优化上述技术方案,采取的具体措施还包括:
上述的多层渐进复合阴极组件包括电解集液槽、导电体端面绝缘盖、排液接口、多层渐进复合阴极、多层渐进绝缘块、阴极前端面绝缘、阴极导电体、导电体固定底座、通液导流柱、通液接口和阴极后端面绝缘;
所述电解集液槽固定于阴极导电体上,导电体端面绝缘盖固定于阴极导电体上,排液接口通过螺纹连接在电解集液槽上;
所述导电体固定底座通过快速夹头安装在机床水平主轴上,所述阴极导电体固定于导电体固定底座上,所述通液导流柱位于阴极导电体内部,所述通液接口通过螺纹连接在通液导流柱上,所述多层渐进绝缘块位于多层渐进复合阴极体内,所述多层渐进复合阴极固定于阴极导电体上,所述阴极前端面绝缘以及阴极后端面绝缘分别固定于阴极导电体上。
上述的多层渐进复合阴极的两侧用于导电,中间部位用于套料电解加工。
上述的多层渐进复合阴极的倾角、阴极厚度、外伸长度根据待加工整体叶盘叶型情况设计,随后通过电解加工成形仿真确定多层渐进复合阴极高度的值。
上述的阴极前端面绝缘以及阴极后端面绝缘分别用于盖住多层渐进复合阴极的非加工区域。
上述的多层渐进复合阴极外轮廓涂覆环氧树脂用于绝缘。
上述的叶盘定位夹紧组件包括叶盘定位柱、叶盘夹紧座以及叶盘绝缘盖;
所述叶盘定位柱固定于机床竖直主轴上,整体叶盘通过叶盘定位柱定位,所述叶盘夹紧座固定于叶盘定位柱上,所述叶盘绝缘盖固定于叶盘夹紧座上。
整体叶盘多层渐进复合阴极旋转套料电解加工方法,包括:
步骤一:首先根据待加工整体叶盘叶型情况设计多层渐进复合阴极的倾角、阴极厚度、外伸长度,随后进行电解加工成形仿真,确定多层渐进复合阴极高度的值,最终完成多层渐进复合阴极的结构设计。
步骤二:启动电解加工机床,启动加热系统,待电解液温度加热到30℃,启动恒温系统;
步骤三:将阴极导电体固定在导电体固定座上,将导电体固定座通过快换夹头安装在机床水平主轴上,将通液导流柱置于阴极导电体内,将通液接口接在通液导流柱上,随后将导电体端面绝缘盖装在阴极导电体上,将多层渐进绝缘块置于多层渐进复合阴极体内,将多层渐进复合阴极装在阴极导电体上,将阴极前端面绝缘以及阴极后端面绝缘固定在阴极导电体上,将电解集液槽安装在阴极导电体上,最后将排液接口安装在电解集液槽上;
步骤四:将叶盘定位柱安装在机床竖直主轴上,将待加工的整体叶盘毛坯安装在叶盘定位柱上,并用叶盘夹紧座进行夹紧,将叶盘绝缘盖安装在叶盘夹紧座上,通过打表确定叶盘中心与机床自动分度中心同心,机床旋转中心与整体叶盘设计中心同心;
步骤五:将整体叶盘毛坯与机床正极相连,将多层渐进复合阴极与机床负极相连,启动数控电解机床,控制机床竖直主轴带动工件定位夹紧装置移动至多层渐进复合阴极组件上方,进行预先通液,检查装置密封性,随后进行对刀,确定的多层渐进复合阴极组件的轴线与整体叶盘的设计中心同轴,随后将旋转进给数据输入到机床之中;
步骤六:设置电解加工参数,通入电解液,使机床按照给定的旋转进给数据进行运动,在电化学反应作用下逐渐套出叶片形状,在第一层阴极加工过后,后续多层复合阴极对已加工叶片部分进行二次加工,最终套出余量分布更加均匀的整体叶盘叶片;
步骤七:加工完第一个叶片后,通过操控机床竖直主轴根据步骤五中的旋转进给数据进行反向旋转进给,退回到加工起始位置,随后通过机床自动分度加工第二个叶片,再重复步骤六直至加工完所有叶片;
步骤八:加工结束后停止通入电解液,操控机床竖直主轴驶离多层渐进复合阴极组件,随后取下工件,关闭并清扫机床。
本发明具有以下有益效果:
通过分析整体叶盘的叶片结构,合理根据多层渐进复合阴极的影响因素设计多层渐进复合阴极,随后进行旋转套料电解加工,有助于在保证加工稳定性的前提下,提高整体叶盘加工后余量分布均匀性,满足后续精加工的需求,对于整体叶盘的加工制造具有重要意义。
本发明针对整体叶盘叶型“上薄下厚”的结构特点采用多层渐进复合式阴极装置进行旋转套料电解加工,在加工过程中,第一层阴极加工过后,由后续多层渐进复合阴极对已加工叶片进行二次加工,阴极多层渐进复合式设计可以有效提高整体叶盘加工后余量分布均匀性,为后续进行精加工奠定良好基础。
附图说明
图1为整体叶盘叶型示意图;
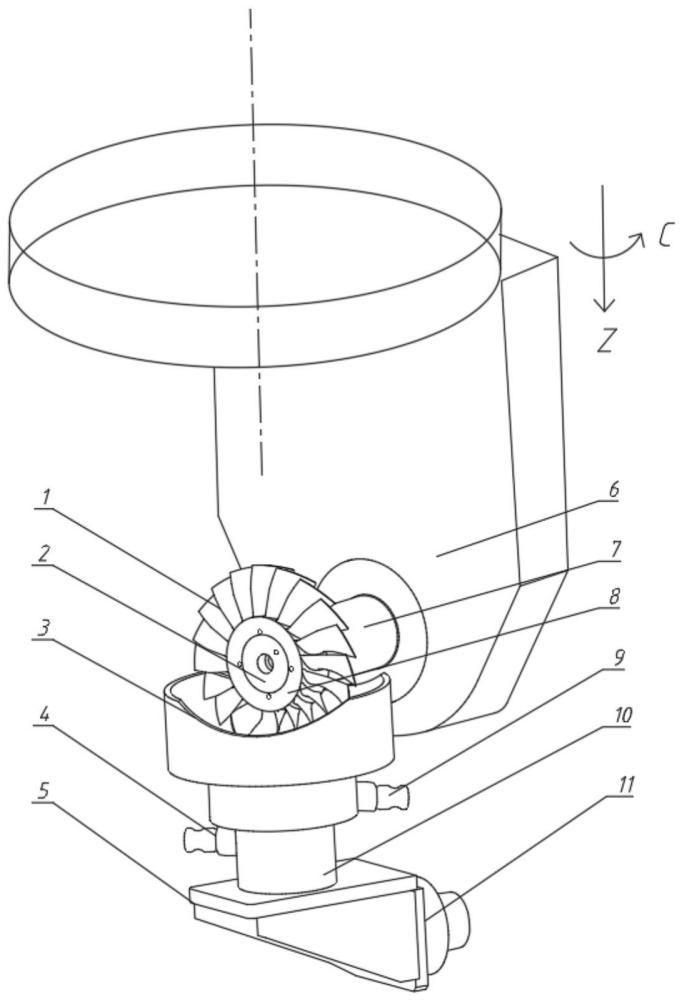
图2为整体叶盘多层渐进复合阴极旋转套料电解加工装置装配图;
图3为多层渐进复合阴极结构示意图;
图4为多层渐进复合阴极结构设计要素示意图;
图5为多层渐进复合阴极装置剖视图;
图中附图标记为:1、整体叶盘,2、叶盘夹紧座,3、电解集液槽,4、通液接口,5、导电体固定底座,6、机床竖直主轴,7、叶盘定位柱,8、叶盘绝缘盖,9、排液接口,10、阴极导电体,11、快换夹头,12a~12c、第1-3层渐进绝缘块,13、阴极前端面绝缘,14、多层渐进复合阴极,15导电体端面绝缘盖,16、通液导流柱,17、阴极后端面绝缘。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
本发明中的步骤虽然用标号进行了排列,但并不用于限定步骤的先后次序,除非明确说明了步骤的次序或者某步骤的执行需要其他步骤作为基础,否则步骤的相对次序是可以调整的。可以理解,本文中所使用的术语“和/或”涉及且涵盖相关联的所列项目中的一者或一者以上的任何和所有可能的组合。
如图1所示为整体叶盘叶型示意图,从图中可以看出,整体叶盘的叶片相对长而薄,其叶片叶顶截面至叶根截面无论是尺寸还是扭转都发生了很大差异,传统的旋转套料电解加工方法难以满足实际加工需求。
如图2所示,本发明提供了一种整体叶盘多层渐进复合阴极旋转套料电解加工装置,包括多层渐进复合阴极组件以及叶盘定位夹紧组件;
所述多层渐进复合阴极组件固定于机床水平主轴上,加工过程中保持固定;
所述叶盘定位夹紧组件固定于机床竖直主轴6上,加工过程可沿Z轴进给同时沿C轴进行旋转。
如图3所示为多层渐进复合阴极14结构示意图,多层渐进复合阴极14的两侧用于导电,中间部位用于套料电解加工。
如图4所示为多层渐进复合阴极14的结构设计要素示意图,包括多层渐进复合阴极14高度H
所述多层渐进复合阴极14高度H
所述多层渐进复合阴极14厚度B
所述多层渐进复合阴极14外伸长度D
所述多层渐进复合阴极14倾角α
以整体叶盘1叶根厚度5.5mm,叶尖厚度1.2mm,叶片总长度36mm为例。
其中多层渐进复合阴极14倾角α
α
其中根据套料电解加工原理以及经验数据,分别指定多层渐进复合阴极14厚度B
其中所述多层渐进复合阴极14外伸长度D
确定好α
如图5所示为多层渐进复合阴极组件结构示意图,包括电解集液槽3、导电体端面绝缘盖15、排液接口9、多层渐进复合阴极14、多层渐进绝缘块(包括12a~12c对应的第1-3层渐进绝缘块)、阴极前端面绝缘13、阴极导电体10、导电体固定底座5、通液导流柱16、通液接口4和阴极后端面绝缘17;
所述电解集液槽3固定于阴极导电体10上,导电体端面绝缘盖15固定于阴极导电体10上,排液接口9通过螺纹连接在电解集液槽3上;
所述导电体固定底座5通过快速夹头11安装在机床水平主轴上,所述阴极导电体10固定于导电体固定底座5上,所述通液导流柱16位于阴极导电体10内部,所述通液接口4通过螺纹连接在通液导流柱16上,所述多层渐进绝缘块位于多层渐进复合阴极14体内,所述多层渐进复合阴极14固定于阴极导电体10上,所述阴极前端面绝缘13以及阴极后端面绝缘17分别固定于阴极导电体10上。
所述叶盘定位夹紧组件包括叶盘定位柱7、叶盘夹紧座2以及叶盘绝缘盖8;
所述叶盘定位柱7固定于机床竖直主轴6上,所述整体叶盘1通过叶盘定位柱7定位,所述叶盘夹紧座2固定于叶盘定位柱7上,所述叶盘绝缘盖8固定于叶盘夹紧座2上。
所述多层渐进复合阴极14和多层渐进绝缘块共同组成锥形导流结构,改善因采用多层渐进复合阴极可能导致的流场不稳定等问题,提高加工稳定性。
所述导电体端面绝缘盖15可防止加工过程中对于阴极导电体10的杂散腐蚀;
所述阴极前端面绝缘13以及阴极后端面绝缘17分别用于盖住多层渐进复合阴极14的非加工区域,防止对叶盘非加工区的杂散腐蚀;
所述叶盘绝缘盖8固定于叶盘夹紧座2上,用于绝缘保护叶盘非加工区域;
所述通液导流柱16置于阴极导电体10内,导流的同时防止阴极导电体10对于叶片叶尖部分的杂散腐蚀。
所述多层渐进复合阴极14外轮廓涂覆环氧树脂用于绝缘,以减少对整体叶盘1相邻叶片的杂散腐蚀。
本发明还提供了一种整体叶盘多层渐进复合阴极旋转套料电解加工方法,具体步骤如下:
步骤一:首先根据待加工整体叶盘1叶型情况设计多层渐进复合阴极14的倾角α
步骤二:启动电解加工机床,然后启动加热系统,待电解液温度加热到30℃,启动恒温系统。
步骤三:将阴极导电体10固定在导电体固定座5上,然后将导电体固定座5通过快换夹头11安装在机床水平主轴上,将通液导流柱16置于阴极导电体10内,将通液接口4接在通液导流柱16上,随后将导电体端面绝缘盖15装在阴极导电体10上,将多层渐进绝缘块12a~c置于多层渐进复合阴极14体内,将多层渐进复合阴极14装在阴极导电体10上,将阴极前端面绝缘13以及阴极后端面绝缘17固定在阴极导电体10上,将电解集液槽3安装在阴极导电体10上,最后将排液接口9安装在电解集液槽上3。
步骤四:将叶盘定位柱7安装在机床竖直主轴6上,将待加工的整体叶盘1毛坯安装在叶盘定位柱7上,并用叶盘夹紧座2进行夹紧,随后将叶盘绝缘盖8安装在叶盘夹紧座2上,通过打表确定叶盘中心与机床自动分度中心同心,机床旋转中心与整体叶盘设计中心同心。
步骤五:将整体叶盘1毛坯与机床正极相连,将多层渐进复合阴极14与机床负极相连,启动数控电解机床,控制机床竖直主轴6带动工件定位夹紧装置移动至多层渐进复合阴极组件上方,进行预先通液,检查装置密封性,随后进行对刀,确定的多层渐进复合阴极组件的轴线与整体叶盘的设计中心同轴,随后将旋转进给数据输入到机床之中。
步骤六:设置电解加工参数,通入电解液,使机床按照给定的旋转进给数据进行运动,在电化学反应作用下逐渐套出叶片形状,在第一层阴极加工过后,后续多层复合阴极对已加工叶片部分进行二次加工,最终套出余量分布更加均匀的整体叶盘叶片。
步骤七:加工完第一个叶片后,通过操控机床竖直主轴6根据步骤五中的旋转进给数据进行反向旋转进给,退回到加工起始位置,随后通过机床自动分度加工第二个叶片,再重复步骤六直至加工完所有叶片。
步骤八:加工结束后停止通入电解液,操控机床竖直主轴6驶离多层渐进复合阴极组件,随后取下工件,关闭并清扫机床。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 整体叶盘电解粗加工后的叶型快速检测装置及方法
- 一种非匀速双旋转变加工刃阴极整体叶盘电解加工方法
- 双级扭曲叶片整体叶盘多轴协同套料电解加工装置及方法