一种用于舱体铸造的底板浇铸结构
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及舱体铸造技术领域,具体为一种用于舱体铸造的底板浇铸结构。
背景技术
飞行器,是指由人类制造、能飞离地面、在空间飞行并由人来控制的,在大气层内或者在大气层外空间飞行的器械飞行物。飞行器主要分为:航空器、航天器、火箭和导弹。飞行器的舱体采用铝合金的材料铸造一体成型,制作时,需要采用模具进行浇筑,以确保舱体的整体结构牢固。当前,在进行飞行器外壳的舱体部件制造时,因为其内部质量要求往往比较高,对于薄壁、结构复杂的舱体类铸件,往往使用压差铸造的工艺方法进行。
在中国发明专利申请公开说明书CN113560494A中公开的一种大型铝镁合金薄壁舱体减少变形铸造方法及结构,虽然该种铸造结构在使用时采用型砂铸造,降低了变形率,提高了结构的稳定性,但是存在以下缺陷:一、采用型砂浇筑对于后期的冷却难以保证冷却的均匀性,使得内部的内部结晶均匀度不好,导致铸件的结构性能容易不达标,二、采用型砂浇筑在对于冷却后的出料工作时难以快速取出铸件,不仅取出效率慢,而且型砂铸造表面和内壁不光滑,后期加工较为繁琐,三、浇筑时填充金属熔融液容易在内部出现气泡,该种结构对于后期浇筑时内部气泡难以监测和排除,容易使铸件报废,四、在进行浇筑时,由于铸造的铸件需要较高的强度,只采用压差铸造只能保证内部组织相对均匀,而不能保证内部结晶组织完全是最合适的组织,所以需要一定的保温,而常见的舱体铸造结构一般的不具备保温能力或保温能力较差。
发明内容
针对现有技术的不足,本发明提供了一种用于舱体铸造的底板浇铸结构,具备均匀冷却、方便取件、气泡检测排除以及提高保温能力等优点,解决了上述背景技术提出的问题。
为实现上述目的,本发明提供如下技术方案:一种用于舱体铸造的底板浇铸结构,包括底架以及安装在底架中心处的模芯和设置在模芯外侧的外模板,模芯的内部开设有内层散热腔,外模板的内部开设有外层散热腔,外模板由四个分别呈扇形结构的弧形板拼接而成,外模板的外部设有加固机构、外层散热腔内部靠进外侧的内壁上设置有保温机构,内层散热腔与外层散热腔的内壁上设有内层支撑机构,模芯与外模板的顶部设有顶部浇筑盖板,顶部浇筑盖板的内部设置有浇道,顶部浇筑盖板的内壁上设置有侧面夹紧机构,底架的中心处设有气泡检测机构,外模板的外部设有气泡清除机构,底架的外侧设有外循环制冷水箱;
顶部浇筑盖板的顶部固定连接有吊耳,浇道由中心浇道和旁路浇道组成,中心浇道开设在顶部浇筑盖板顶部的中心处,旁路浇道与中心浇道相连通,旁路浇道设置有多个,且关于中心浇道呈圆周阵列分布,旁路浇道的端口处设置在外模板与模芯之间所组成的浇筑腔的正上方,中心浇道的顶部设置有密封盖;
顶部浇筑盖板的内顶壁固定连接有内层限位环以及外层限位环,内层限位环设置在内层散热腔的正上方,外层限位环设置在外层散热腔的正上方。
优选的,模芯为环形设置,内层散热腔在模芯的内部呈环形桶状设置,外循环制冷水箱的顶部设置有第一水泵和第二水泵,内层散热腔的底部和顶部分别连接有内层进水管和内层排水管,内层进水管的端头处贯穿底架的外部,内层排水管分两节设置,其中一节设置在内层散热腔的顶部,另一节贯穿顶部浇筑盖板的顶部,两节内层排水管的连接处采用套接,内层进水管与第一水泵的端头处通过软管连接,内层排水管的端头处通过软管与外循环制冷水箱的内部连通。
优选的,模芯与外模板所组成外模同心,外模板的拼接处互相吻合,外层散热腔在外模板的呈环形桶状设置,外层散热腔的顶部和底部分别连接有外层排水管和外层进水管,外层进水管与第二水泵的端头处通过软管连接,外层排水管的端头处通过软管与外循环制冷水箱的内部连通。
优选的,加固机构由底部固定卡箍和中部移动卡箍组成,底部固定卡箍固定安装在底架的表面,外模板的外壁上固定连接有侧面支撑座,中部移动卡箍的底部抵接在侧面支撑座的表面,底部固定卡箍与中部移动卡箍均由转动销、弧形卡箍、固定座、连接螺栓和紧固螺母组成,底部固定卡箍上的转动销安装在底架的表面,弧形卡箍与转动销转动连接,固定座固定安装在弧形卡箍的端部外表面上,两个固定座之间采用连接螺栓与紧固螺母进行紧固。
优选的,保温机构由铺设在外模板的外层散热腔内壁上的外部保温层组成,外部保温层设置在外层散热腔内壁靠近外部的一侧面上。
优选的,内层支撑机构由设置在内层散热腔内壁上的内层支撑筒和外层散热腔内壁上的外层支撑板以及固定在外层支撑板外表面的固定顶杆组成,固定顶杆在外层散热腔的内部设置有多个,固定顶杆的端头处与外层散热腔靠近外部的内壁固定连接,固定顶杆均匀分布在外层散热腔的内部。
优选的,侧面夹紧机构由电动液压杆以及顶块组成,侧面夹紧机构在顶部浇筑盖板内部设置有多组,且关于顶部浇筑盖板圆周阵列分布,电动液压杆与顶部浇筑盖板的内侧壁固定连接,顶块固定安装在电动液压杆的移动端,顶块的端面与外模板外表面的顶部抵接。
优选的,气泡检测机构由超声波检测仪以及超声波检测端子组成,超声波检测仪与外部电源导电连接,超声波检测端子与超声波检测仪通过导线进行连接,超声波检测端子固定安装在模芯的侧壁上,且超声波检测端子设置有多个,在模芯的侧壁均匀分布。
优选的,气泡清除机构由设置在外模板外表面上的多个超声波震动器组成,超声波震动器在外模板均匀分布,超声波震动器与外部电源导电连接。
与现有技术相比,本发明提供了一种用于舱体铸造的底板浇铸结构,具备以下有益效果:
1、该用于舱体铸造的底板浇铸结构,通过采用内层散热腔、外层散热腔以及外循环制冷水箱的设置,在使用时在内层散热腔和外层散热腔充满冷却水,对于模芯与外模板之间的铸件进行均匀散热,达到了提高散热能力和使散热均匀的目的,使铸件内部的内部结晶均匀度良好。
2、该用于舱体铸造的底板浇铸结构,通过外模板为拼接状设置以及加固机构的设置,在铸件完成后,可将外模板快速拆除,相比于型砂铸造而言,起到了便于拆卸取件的目的,且铸件表面光滑,便于后期加工。
3、该用于舱体铸造的底板浇铸结构,通过气泡检测机构和气泡清除机构的设置,在使用时通过超声波检测铸件浇筑时是否存在气泡,超声波震动器对气泡进行去除,实现了防止铸件在浇筑内部存在气泡而报废,提高了合格率。
4、该用于舱体铸造的底板浇铸结构,通过保温机构的设置,在铸件冷却时,当铸件冷却到一定温度后,停止水路循环,利用水的保温能力以及外部保温层,可将铸件的温度在一定时间内下降不会太快,保证铸件的内部结晶组织完全是最合适的组织,提高了浇筑质量。
附图说明
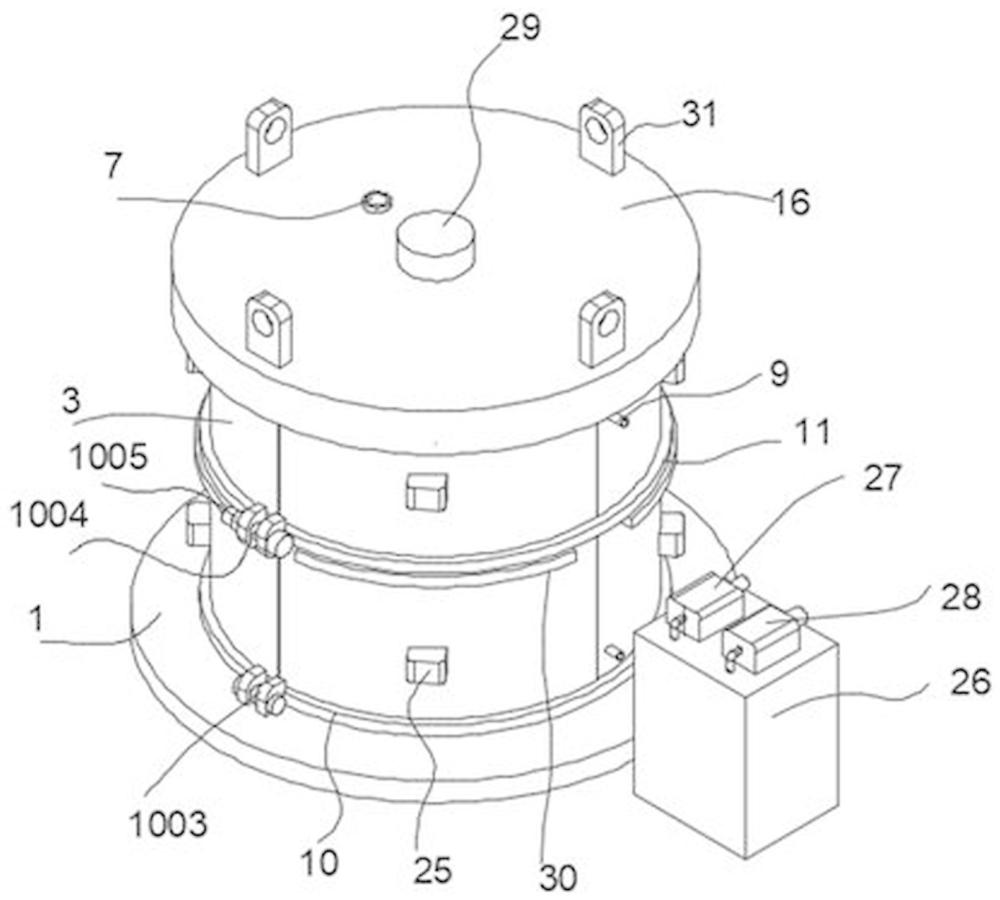
图1为本发明的外部三维结构示意图;
图2为本发明的模芯的俯视结构示意图;
图3为本发明的顶部浇筑盖板的仰视结构示意图;
图4为本发明的底架内部剖视三维结构示意图;
图5为本发明的后侧示意图;
图6为本发明的内部剖视截面示意图;
图7为本发明的图2中A部的放大结构示意图;
图8为本发明的图3中C部的放大结构示意图;
图9为本发明的图4中D部的放大结构示意图;
图10为本发明的图6中B部的放大结构示意图;
图11为本发明的图4中E部的放大结构示意图。
图中:1、底架;2、模芯;3、外模板;4、内层散热腔;5、外层散热腔;6、内层进水管;7、内层排水管;8、外层进水管;9、外层排水管;10、底部固定卡箍;1001、转动销;1002、弧形卡箍;1003、固定座;1004、连接螺栓;1005、紧固螺母;11、中部移动卡箍;12、外部保温层;13、内层支撑筒;14、外层支撑板;15、固定顶杆;16、顶部浇筑盖板;17、电动液压杆;18、顶块;19、中心浇道;20、旁路浇道;21、内层限位环;22、外层限位环;23、超声波检测仪;24、超声波检测端子;25、超声波震动器;26、外循环制冷水箱;27、第一水泵;28、第二水泵;29、密封盖;30、侧面支撑座。
实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
请参阅图1至图11,本发明提供技术方案:一种用于舱体铸造的底板浇铸结构,包括底架1以及安装在底架1中心处的模芯2和设置在模芯2外侧的外模板3,模芯2的内部开设有内层散热腔4,外模板3的内部开设有外层散热腔5,外模板3由四个分别呈90扇形结构的弧形板拼接而成,外模板3的外部设有加固机构、外层散热腔5内部靠进外侧的内壁上设置有保温机构,内层散热腔4与外层散热腔5的内壁上设有内层支撑机构,模芯2与外模板3的顶部设有顶部浇筑盖板16,顶部浇筑盖板16的内部设置有浇道,顶部浇筑盖板16的内壁上设置有侧面夹紧机构,底架1的中心处设有气泡检测机构,外模板3的外部设有气泡清除机构,底架1的外侧设有外循环制冷水箱26,顶部浇筑盖板16的顶部固定连接有吊耳31,浇道由中心浇道19和旁路浇道20组成,中心浇道19开设在顶部浇筑盖板16顶部的中心处,旁路浇道20与中心浇道19相连通,旁路浇道20设置有多个,且关于中心浇道19呈圆周阵列分布,旁路浇道20的端口处设置在外模板3与模芯2之间所组成的浇筑腔的正上方,中心浇道19的顶部设置有密封盖29,顶部浇筑盖板16的内顶壁固定连接有内层限位环21以及外层限位环22,内层限位环21设置在内层散热腔4的正上方,外层限位环22设置在外层散热腔5的正上方。
使用时,将外模板3安装在底架1的一侧,然后将外模板3互相拼接,使相连的外模板3之间不存在缝隙,保证外模板3之间的内层散热腔4在注水散热时不会向外渗水,接着使用加固机构中的底部固定卡箍10拼接后的外模板3的底部进行夹紧,将中部移动卡箍11放置在侧面支撑座30的顶部,然后通过中部移动卡箍11对外模板3的中部进行紧固,进一步加强密封效果,然后顶部浇筑盖板16通过吊耳31起吊到模芯2和外模板3的正上方,然后使内层限位环21以及外层限位环22分别位于内层散热腔4和外层散热腔5的正上方,并且使内层排水管7的两节处于能够套接的位置,然后落下顶部浇筑盖板16,使内层排水管7进行组装,使内层限位环21以及外层限位环22插接在内层散热腔4和外层散热腔5的顶部,接着启动侧面夹紧机构,对外模板3的顶部进行固定,完成模具的拼接;
当进行浇筑时,通过向中心浇道19内部加注金属熔融液,通过旁路浇道20使金属熔融液均匀进入模芯2与外模板3之间的浇筑腔中,保证均匀流动,提高金属流动能力;
当进行浇筑时,需要启动气泡检测机构,通过气泡检测机构检测金属熔融液中是否存在气泡,当存在气泡时通过启动气泡清除机构对气泡进行清除;
当浇筑完成后,需要冷却时,通过外循环制冷水箱26对内层散热腔4以及外层散热腔5进行循环注水,不仅使散热均匀进行,而且提高散热能力;
最后当冷却完成后将加固机构以及侧面夹紧机构全部解除,然后将外模板3一一取下,接着将顶部浇筑盖板16吊起,使铸件的外表面暴露出,此时可以将浇筑好的铸件从模芯2的顶部吊出即可,完成铸造。
模芯2为环形设置,内层散热腔4在模芯2的内部呈环形桶状设置,外循环制冷水箱26的顶部设置有第一水泵27和第二水泵28,内层散热腔4的底部和顶部分别连接有内层进水管6和内层排水管7,内层进水管6的端头处贯穿底架1的外部,内层排水管7分两节设置,其中一节设置在内层散热腔4的顶部,另一节贯穿顶部浇筑盖板16的顶部,两节内层排水管7的连接处采用套接,内层进水管6与第一水泵27的端头处通过软管连接,内层排水管7的端头处通过软管与外循环制冷水箱26的内部连通;
使用时,在进行冷却降温时,需要向内层散热腔4进行循环注水,此时通过第一水泵27将外循环制冷水箱26内部的冷却水通过软管导入内层进水管6,由于内层进水管6设置在内层散热腔4的下方,所以水会逐渐注满内层散热腔4,处于上方的热水会通过上方的内层排水管7重新导入外循环制冷水箱26中,经过外循环制冷水箱26内部的制冷系统重新制冷,循环使用,该种设计可对铸件的内壁完全进行冷却,保证内壁冷却均匀。
模芯2与外模板3所组成外模同心,外模板3的拼接处互相吻合,外层散热腔5在外模板3的呈环形桶状设置,外层散热腔5的顶部和底部分别连接有外层排水管9和外层进水管8,外层进水管8与第二水泵28的端头处通过软管连接,外层排水管9的端头处通过软管与外循环制冷水箱26的内部连通。
使用时,在进行冷却降温时,需要向外层散热腔5进行循环注水,此时通过第二水泵28将外循环制冷水箱26内部的冷却水通过软管导入外层进水管8,由于外层进水管8设置在外层散热腔5的下方,所以水会逐渐注满外层散热腔5,处于上方的热水会通过上方的外层排水管9重新导入外循环制冷水箱26中,经过外循环制冷水箱26内部的制冷系统重新制冷,循环使用,该种设计可对铸件的外壁完全进行冷却,保证外壁冷却均匀。
加固机构由底部固定卡箍10和中部移动卡箍11组成,底部固定卡箍10固定安装在底架1的表面,外模板3的外壁上固定连接有侧面支撑座30,中部移动卡箍11的底部抵接在侧面支撑座30的表面,底部固定卡箍10与中部移动卡箍11均由转动销1001、弧形卡箍1002、固定座1003、连接螺栓1004和紧固螺母1005组成,底部固定卡箍10上的转动销1001安装在底架1的表面,弧形卡箍1002与转动销1001转动连接,固定座1003固定安装在弧形卡箍1002的端部外表面上,两个固定座1003之间采用连接螺栓1004与紧固螺母1005进行紧固。
使用时,在拼装模具时,四个外模板3拼接呈圆筒状后,转动底部固定卡箍10上的弧形卡箍1002,使两个位于底部的弧形卡箍1002将外模板3的底部进行紧固,然后使用连接螺栓1004和紧固螺母1005将两个位于底部的弧形卡箍1002进行固定,保证外模板3不会在浇筑和注水时出现密封不严的状况发生,然后中部移动卡箍11与底部固定卡箍10的安装结构相同,对外模板3的中部进行夹紧,当后期需要进行拆卸时,只需要将连接螺栓1004与紧固螺母1005进行拆下,然后弧形卡箍1002转动,可将外模板3解除固定状态,可将外模板3一一取下,方便后期对铸件的取出,降低了取件的难度。
保温机构由铺设在外模板3的外层散热腔5内壁上的外部保温层12组成,外部保温层12设置在外层散热腔5内壁靠近外部的一侧面上;
使用时,由于铸件在不同温度下内部结晶组织的不同,而不同的组织其结构特性不同,所以需要对铸件在结晶时进行保温处理,而由于水的保温能力较强,所以当铸件位于最合适的结晶温度时,此时停止向内层散热腔4和外层散热腔5内部进行注水,使内层散热腔4和外层散热腔5内部的水对铸件进行一定程度的保温,并且外部保温层12也可防止内部温度进行逸散,加强了保温效果,可保证铸件的内部结晶组织完全是最合适的组织,提高了铸件质量。
内层支撑机构由设置在内层散热腔4内壁上的内层支撑筒13和外层散热腔5内壁上的外层支撑板14以及固定在外层支撑板14外表面的固定顶杆15组成,固定顶杆15在外层散热腔5的内部设置有多个,固定顶杆15的端头处与外层散热腔5靠近外部的内壁固定连接,固定顶杆15均匀分布在外层散热腔5的内部;
在使用时,浇筑时由于金属熔融液较重,所以位于防止模芯2以及外模板3变形,此时在外模板3与模芯2之间加设外层支撑板14和内层支撑筒13,外层支撑板14和内层支撑筒13采用硬度大的合金板,防止模芯2以及外模板3变形,提高了浇筑时的稳定程度,防止模具变形导致铸件尺寸不合格的状况发生,提高模具的浇筑质量。
侧面夹紧机构由电动液压杆17以及顶块18组成,侧面夹紧机构在顶部浇筑盖板16内部设置有多组,且关于顶部浇筑盖板16圆周阵列分布,电动液压杆17与顶部浇筑盖板16的内侧壁固定连接,顶块18固定安装在电动液压杆17的移动端,顶块18的端面与外模板3外表面的顶部抵接;
在使用时,浇筑前顶部浇筑盖板16盖在外模板3和模芯2的顶部,然后启动电动液压杆17,通过电动液压杆17带动端头处的顶块18抵接到外模板3的外壁顶部,对外模板3的顶部进行夹紧,也防止顶部浇筑盖板16脱落,保证了外模板3顶部的密封。
气泡检测机构由超声波检测仪23以及超声波检测端子24组成,超声波检测仪23与外部电源导电连接,超声波检测端子24与超声波检测仪23通过导线进行连接,超声波检测端子24固定安装在模芯2的侧壁上,且超声波检测端子24设置有多个,在模芯2的侧壁均匀分布;
在使用时,浇筑时金属熔融液从旁路浇道20的底部落入模芯2外模板3之间的浇筑腔中,此时内层散热腔4与外层散热腔5内部充满水,然后开启超声波检测仪23,通过超声波检测端子24向浇筑腔中发生超声波和接收超声波,通过外部显示器上显示的声波图形判断是否产生气泡,当产生气泡时,需要启动气泡清除机构进行清除。
气泡清除机构由设置在外模板3外表面上的多个超声波震动器25组成,超声波震动器25在外模板3均匀分布,超声波震动器25与外部电源导电连接;
使用时,当产生气泡时,开启超声波震动器25,通过超声波震动器25发出的超声波传递到使模芯2与外模板3组成的浇筑腔中,将气泡打破,防止气泡存在使铸件最终存在内孔,导致铸件报废状况的发生。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种用于钳体铸造的浇铸系统的工艺模型结构及使用方法
- 一种镁合金舱体树脂砂铸型及铸造方法
- 一种用于装配式钢管廊舱室底板间及夹墙的连接结构
- 一种用于舱体铸造的底板浇铸结构
- 一种用于舱体铸造的浇铸方法