一种大口径模压焊接弯头用支座及方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及支架技术领域,具体涉及一种大口径模压焊接弯头用支座。
背景技术
以往大口径焊接弯头是采用梯形管段沿圆周按虾壳状拼接成型,其支承用支座采用十字形板与底板组焊结构。现采用大型压力成型工艺,对90°弯头采用模压分半成型后沿圆环赤道线焊接组成,弯头外型美观,耐内部压力强度高,对液流阻力小,被工程广泛采用。
若采用原来工程用十字形支座结构,势必造成支座与弯头的焊缝和弯头本体的焊缝重叠,引起焊缝内应力畸度,危及安全运行,需要采用新的弯头支座结构。
发明内容
本发明的目的在于提供一种大口径模压焊接弯头用支座,以解决现有技术中的支座在焊接弯头时,会引起焊缝内应力畸度,危及安全运行。
为达到上述目的,本发明是采用下述技术方案实现的:一种大口径模压焊接弯头用支座,包括水平板,所述水平板上垂直固定有两块相互平行的第一连接板,且第一连接板远离水平板的一侧为弧形结构,每个所述第一连接板高端一侧固定有第二连接件、每个所述第一连接板低端一侧固定有第三连接件,每个所述第一连接板中部固定有第四连接件,且第四连接件上端一体延伸有弧形板。
所述第一连接板为轴向支座板。
所述第二连接件为竖向肋板,两块竖向肋板依次焊接在两块轴向支座板高端背离面侧并与水平板焊接,且两块竖向肋板对称设置。
所述第三连接件为水平横向支座板,两块水平横向支座板依次焊接在两块轴向支座板低端背离面侧并与水平板焊接,且两块水平横向支座板对称设置。
所述第四连接件为中央横向支座板,两块中央横向支座板依次焊接在两块轴向支座板中部背离面侧并与水平板焊接,且两中央横向支座板对称设置,弧形板延伸在中央横向支座板上端,并也对称设置。
两块所述轴向支座板高端内侧之间焊接固定有水平支撑板。
基于上述大口径模压焊接弯头用支座的使用方法,包括以下步骤:
1)取水平板置于地面,将两块第一连接板平行且垂直的焊接在水平板上表面;
2)之后在每个第一连接板上高端、中部、底端的侧边依次焊接第二连接件、第四连接件以及第三连接件,且两个第二连接件对称设置并与水平板焊接固定,两个第四连接件对称置并与水平板焊接固定、两个第三连接件对称置并与水平板焊接固定。
3)在两块第一连接板高端内侧面之间焊接水平支撑板,加强结构强度;
4)将弯管的各项零件至第一连接板和第四连接件之间的区域内,使用焊枪焊接,最终弯头上组合焊缝1和支座与弯头的焊缝相错开。
根据上述技术方案,本发明具有以下效果:
本发明改变了传统的十字型的支座结构,使用平行设置的第一连接板并在第一连接板上设置弧形结构,弧形的弯弧度根据弯管的弧径配合设置,可有效改善传统支座与弯头的焊缝和弯头本体的焊缝重叠问题,避免焊缝内应力畸度,保证安全运行。
附图说明
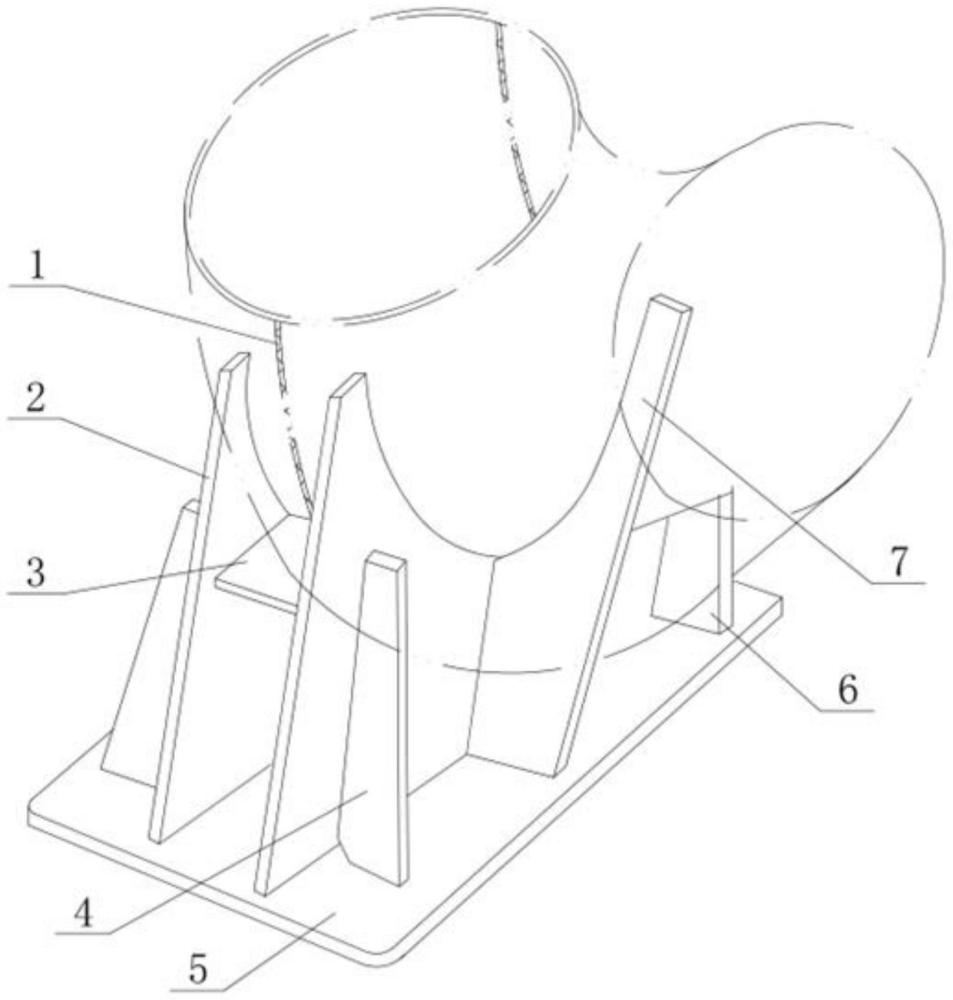
图1为为一种大口径模压焊接弯头用支座的轴测图
图2为本发明的侧视图;
图3为本发明的正视图;
其中: 1组合焊缝、2轴向支座板、3水平支撑板、4竖向肋板、5水平板、6水平横向支座板、7中央横向支座板。
实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1至图3所示,本发明提供了一种大口径模压焊接弯头用支座,包括水平板5,所述水平板5上垂直固定有两块相互平行的第一连接板,且第一连接板远离水平板5的一侧为弧形结构,每个所述第一连接板高端一侧固定有第二连接件、每个所述第一连接板低端一侧固定有第三连接件,每个所述第一连接板中部固定有第四连接件,且第四连接件上端一体延伸有弧形板。
其中第一连接板为轴向支座板2,基于使用轴向支座板2作为第一连接板,第二连接件、第四连接件、第三连接件的具体结构和连接;
在本实施例中,观察附图1,第二连接件为竖向肋板4,两块竖向肋板4依次焊接在两块轴向支座板2高端背离面侧并与水平板5焊接,且两块竖向肋板4对称设置。
第三连接件为水平横向支座板6,两块水平横向支座板6依次焊接在两块轴向支座板2低端背离面侧并与水平板5焊接,且两块水平横向支座板6对称设置。
第四连接件为中央横向支座板7,两块中央横向支座板7依次焊接在两块轴向支座板2中部背离面侧并与水平板5焊接,且两中央横向支座板7对称设置,弧形板延伸在中央横向支座板7上端,并也对称设置,两块轴向支座板2和两块中央横向支座板7上方形成安装摆放区,焊接组装支座时,能有效避开支座的组合焊缝合与支座和弯头的焊缝错开。
两块轴向支座板2高端内侧面之间还焊接固定有水平支撑板3,水平支撑板3起到提到支座结构强度的作用。
生产中以DN1800供水管道为例,使用其弯头支座,轴向支座板2、中央横向支座板7、水平横向支座板6、竖向肋板4采用20mm钢板,水平板采用30mm钢板,可承载垂直荷载2000KN以上。
具体使用:1)取水平板5置于地面,将两块轴向支座板2平行且垂直的焊接在水平板5上表面;
2)之后在每个轴向支座板2上高端、中部、底端的侧边依次焊接竖向肋板4、中央横向支座板7以及水平横向支座板6,且两个竖向肋板4对称设置并与水平板5焊接固定,两个中央横向支座板7对称置并与水平板5焊接固定、两个水平横向支座板6对称置并与水平板5焊接固定。
3)在两块轴向支座板2高端内侧面之间焊接水平支撑板3,加强结构强度;
4)将弯管的各项零件至轴向支座板2和中央横向支座板7之间的区域内,使用焊枪焊接,最终弯头上组合焊缝1和支座与弯头的焊缝相错开。
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
- 一种大型桥梁支座垫板焊接方法
- 大口径弯头焊接装置及其焊接工艺
- 一种大口径输水管线用焊接式塑料弯头