一种四面刨的刀座压紧结构
文献发布时间:2023-06-19 09:23:00
技术领域
本发明涉及四面刨床技术领域,特别是一种四面刨的刀座压紧结构。
背景技术
四面刨床用于对木料进行刨削加工,为满足对不同尺寸的木料进行加工,因此其刨刀的位置都能够被调整,调整方式通常为调整整个刀座的位置,从而调整刨刀的位置。刀座位置调整到位后,需要对刀座进行固定。普通的固定方式为在机架上设置一个压紧螺杆,通过压紧螺杆从侧面顶紧刀座。这种对刀座的固定方式虽然效率高,能够快速松动刀座和紧固刀座,但是也存在紧固效果差的问题。通过压紧螺杆顶紧刀座,刀座的受力处只有压紧螺杆一个电,在刨刀对木料加工时,刀座持续受到木料传来的力,长时间工作下容易使压紧螺杆松动或者变形失效,导致刀座不稳定,从而使被加工的木料精度与要求不符;并且通过压紧螺杆一个点顶紧刀座,也容易使刀座与压紧螺杆接触面变形,导致刀座与机架的接触面不光滑,导致刀座无法顺利在机架上滑动调整位置,从而需要停工对刀座进行打磨处理,浪费大量的时间成本和维修成本。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种压紧效果好,且不会对刀座造成伤害的压紧结构。
本发明的目的通过以下技术方案来实现:一种四面刨的刀座压紧结构,用于对刀座进行位置调整,所述刀座两个侧面为斜面,且刀座一侧为机架,机架与刀座一个斜面相贴,所述机架上设置有若干定位孔,所述若干定位孔呈直线分布且均位于刀座另一个斜面的下侧,所述定位孔上方设置有压条,所述压条至少一个侧面为斜面,且压条的斜面与刀座的另一个斜面相贴;所述定位孔下方设置有楔形块,所述楔形块的楔面位于底面,所述压条上设置有竖直方向的螺杆,楔形块上设置有竖直方向的第一通孔,螺杆穿过机架和第一通孔,所述螺杆下端套设有L型块和限位螺母,所述L型块(6)内侧相邻的两个面中一个面为斜面,该斜面与楔形块(5)底部的楔面相贴合,所述限位螺母位于L型块底部,所述楔形块和L型块的楔形面相贴,所述L型块上设置有第二通孔,第二通孔与第一通孔的轴线平行,所述楔形块的楔形面上设置有螺孔,螺孔轴线水平设置,所述L型块上设置有水平方向的第三通孔,所述螺孔内设置有压紧螺杆,压紧螺杆穿过L型块的通孔,且压紧螺杆上套设有压紧结构,压紧结构一端抵靠于L型块上。
所述第一通孔和第二通孔中至少有一个是条形孔,第三通孔为条形孔。
所述压紧结构为设置于螺杆上的一个台阶,也可以为压紧螺杆的螺帽、或者为设置于压紧螺杆上的螺母或者设置于压紧螺杆上的定位销中的任意一种。
所述压条上设置有孔,螺杆从压条的顶部插入并从底部穿出。螺杆从上之下一次穿过压条、机架、楔形块和L型块,在L型块底部装上螺母。
所述压紧螺杆上的定位销通过销孔进行安装,销孔位于压紧螺杆上且销孔轴线与压紧螺杆轴线相垂直。
所述定位孔位螺纹孔,压条通过螺钉与螺纹孔连接,并且若干螺钉不完全拧紧,使压条与机架之间存在间隙。
所述L型块底部设置有至少两个螺母。
本发明具有以下优点:
1、 压紧效果好,压条与刀座之间通过面接触,因此在压紧时通过整个斜面传递压力,压紧力分布均匀;
2、 面接触的方式使压紧力不集中于一点,不会对刀座造成损伤。
附图说明
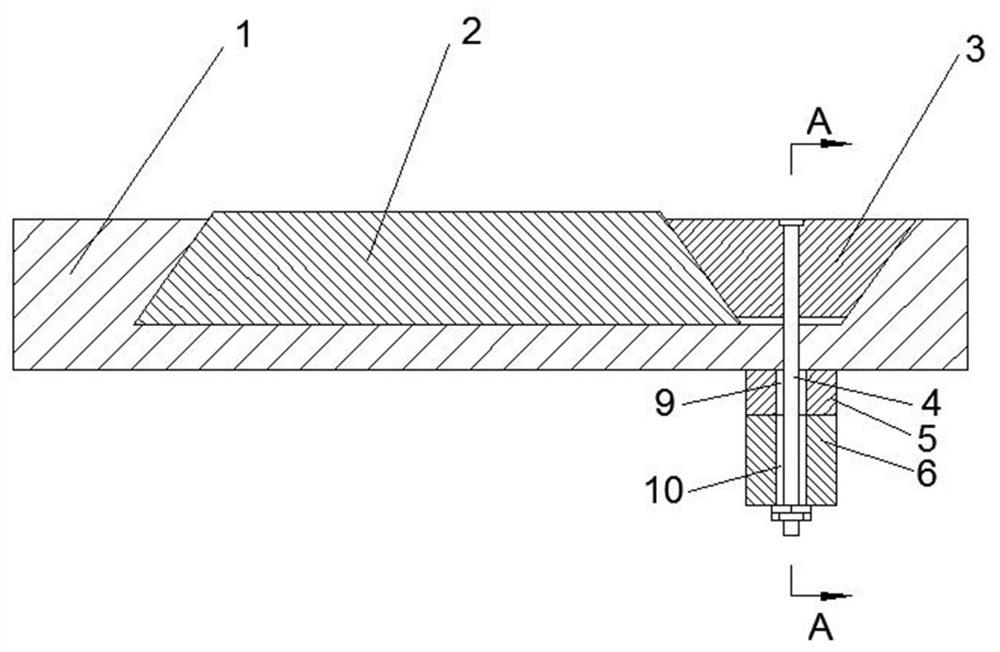
图1 为本发明的剖视图;
图2 为图1中A-A处剖视图;
图3 为楔形块的俯视图;
图中:1-机架,2-刀座,3-压条,4-螺杆,5-楔形块,6-L型块,7-压紧结构,8-压紧螺杆,9-第一通孔,10-第二通孔,11-第三通孔。
具体实施方式
下面结合附图对本发明做进一步的描述,但本发明的保护范围不局限于以下所述。
如图1所示,一种四面刨的刀座压紧结构;用于对刀座2进行位置调整,其中刀座2放置于机架1上,能够在机架1上移动,其中刀座2与机架1接触的侧面为斜面,刀座2与机架1接触的两个斜面坡度相同。刀座2的另一侧设置有压条3,图中压条3截面为梯形,且该梯形的两个侧面均为斜面,在只对一个刀座2进行固定的情况下,该梯形可以替换为直角梯形,通过一个斜面也可以对刀座2压紧固定。
压条3上设置固定有螺杆4,该螺杆4与压条3连接为孔连接,在压条3上设置有竖直方向的孔,使螺杆4能够从孔中穿过,螺杆4顶部的螺帽无法穿过压条3,因此当螺杆4被向下拉时,压条3也会受到向下的力,从而对刀座2进行压紧;该螺杆4竖直设置,该螺杆4的底端穿过机架1,并依次穿过设置于机架1下侧的楔形块5和L型块6;然后在L型块6下方设置有两个螺母;用于限制L型块6的位置。
如图2所示,机架1上设置有若干定位孔,定位孔为螺纹孔,压条3通过螺钉与螺纹孔连接,用于对压条3进行定位,在拧紧螺钉时不需要拧紧,使刀座2保持能够移动的状态即可,在需要对刀座2紧固时,通过水平设置的压紧螺杆8调整楔形块5和L型块6的相对位置来对刀座2进行固定。
在楔形块5上开设水平方向的螺孔,使楔形块5与压紧螺杆8螺纹连接,在L型块6上开设水平方向的第三通孔11;压紧螺杆8穿过第三通孔11与楔形块5上的螺孔配合。因为在拧动压紧螺杆8时L型块6相对于楔形块5会沿接触面发生移动,楔形块5的楔面位于底部,L型块6内侧的两个面中,一个面竖直设置,另一个面为斜面,该斜面与楔面相贴,即该斜面和楔面为L型块6和楔形块5的接触面,L型块6竖直的部分与楔形块5之间存在间隙,使L型块6和楔形块5之间存在移动的空间。第三通孔为条形孔,在L型块6下移或者上移时,不会对压紧螺杆8造成阻挡。为了使压紧螺杆8的拧动能够带动L型块6,因此在压紧螺杆8上设有压紧结构7,因此当压紧螺杆8拧入楔形块5时,压紧结构7压迫L型块6下移,由于L型块6底部的螺杆4上设置有螺母,因此L型块6带动螺杆4下移,螺杆4带动压条3下移,从而使压条3的斜面压紧刀座2的斜面,从而完成对刀座2的压紧。
压紧结构7可以有多种实施方式,压紧结构7一端要压紧L型块6,因此压紧结构7本身与压紧螺杆8相对静止,,压紧结构可以为压紧螺杆8上的台阶结构,也可以为压紧螺杆8的螺帽,通过螺帽直接顶紧L型块6。也可以在压紧螺杆8上套设螺母,通过多个螺母对压紧台阶7进行限位,为了使螺母转动不直接作用与压紧台阶7上,在压紧台阶7与螺母之间可以设置垫片。还可以在压紧螺杆8上开设销孔,通过插入定位销的方式对压紧台阶7进行定位,同理可以在压紧台阶7与定位销之间设置垫片。
由于L型块6与楔形块5是沿斜面方向相对运动,因此第一通孔9和第二通孔10至少有一个是条形孔,或者两个都是条形孔,使楔形块5或者L型块6能够水平移动。
如图3所示,将楔形块5上的第一通孔9设置为条形孔,图3为楔形块5的俯视图。
- 一种四面刨的刀座压紧结构
- 一种门窗材四面刨的升降换刀结构