立式钢卷自动送卷装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及卷板钢材生产技术领域,尤其是一种适用于冷轧罩式退火后的平整立式钢卷步进梁吊运上卷对中,实现步进梁立式钢卷自动送卷的装置。
背景技术
随着现代工业的发展,企业生产发展智能化程度越来越高,机器取代手工操作越来越普遍,相对应的要求机械设备动作精确度也越高。在炼钢企业的冷轧板带车间中,从退火炉工序完成后输出的立式钢卷需要输送到翻钢机上,翻卷成卧式钢卷,才能进入下一道加工工序。由于翻钢机在翻卷前对立式钢卷的输入位置有较高的要求,否则会造成翻卷不成功甚至造成设备和产品损坏的事故;而现有的冷轧罩式退火后运送立式钢卷的平整机组立卷步进梁,静梁接卷位是平整钢板结构设计,没有根据设备运行特性而设计的钢卷吊运上卷对中标识位,导致步进梁无法自动送卷;每次送卷到翻钢机需要进行手动调整,工作效率低,操作不稳定对设备带来不同程度损坏,直接影响到企业生产质量和效益;国内一些钢厂曾发生多起操作过程中因送卷过程监护不到位,造成钢卷与翻钢机推卷小车碰撞操作事故。针对冷轧罩式退火后的平整机组立式钢卷步进梁,无上卷位参照位导致钢卷不对中的问题,亟需设计一种立式钢卷鞍座实现上卷对中,最终实现自动送卷功能。
发明内容
本发明所要解决的技术问题是提供一种立式钢卷自动送卷装置,它可以解决现有运送立式钢卷的立卷步进梁无吊运上卷参照位,导致吊运钢卷上步进梁不对中及不能实现自动送卷的问题。
为了解决上述问题,本发明的技术方案是:这种立式钢卷自动送卷装置,包括由操作台控制的步进梁动梁和作为步进梁定梁的底板;在所述步进梁动梁两侧的所述底板上设置有数组立式钢卷鞍座;两组所述立式钢卷鞍座间隔设置,每组所述立式钢卷鞍座包括焊接在所述底板上的鞍座第一方块和鞍座第二方块,所述鞍座第一方块和鞍座第二方块对称设置于所述步进梁动梁两侧的所述底板上;所述鞍座第一方块和鞍座第二方块中部均设置有与所述步进梁动梁运行方向垂直的中心定位槽。
上述技术方案中,更为具体的方案是:所述立式钢卷鞍座底座形状为长方形,外形尺寸长1840-2200mm,宽1710-2130mm,高25-30mm;所述鞍座第一方块和鞍座第二方块为两块相同尺寸的长方形方块,长1840-2200mm,宽645-855mm,高25-30mm。
进一步:所述立式钢卷鞍座设置有5组,每两组间隔2500mm;最前一组所述立式钢卷鞍座中心位置到翻钢机的推卷小车中心的距离为2500mm。
进一步:所述鞍座第一方块和鞍座第二方块靠近步进梁动梁的端面与所述底板端面平齐。
进一步:所述中心定位槽尺寸为长710 mm,宽15 mm,深10mm,且方块棱角倒角为5mm。
进一步:所述立式钢卷鞍座在送卷中心方向最近翻钢机侧面的立式钢卷鞍座平行面到所述翻钢机侧面的距离大于0mm而小于210mm。
进一步:所述立式钢卷鞍座在送卷中心方向最近翻钢机侧面的立式钢卷鞍座平行面到所述翻钢机侧面的距离为145mm;所述立式钢卷鞍座平行面到所述步进梁动梁中心的距离为920mm。
进一步:所述立式钢卷鞍座的中心定位槽和周围设置有安全警示作用的黄色标识。
由于采用上述技术方案,本发明具有如下有益效果:
本发明设置的立式钢卷鞍座,可以快速上卷定位对中,由原来手动送卷实现自动送卷,减少劳动强度,提高生产效率;立式钢卷鞍座中鞍座第一方块和鞍座第二方块上定位槽有效消除因钢卷挤压到钢板上产生的应力集中,应力使鞍座中间拱起变形,减少设备损坏。因立式鞍座设计是根据每卷中心定位,送卷过程平稳,提高设备稳定性。该立式钢卷鞍座具有承受面积大,减少应力集中,性能稳定,易维护,使用可靠的特点。
附图说明
图1是本发明主视示意图;
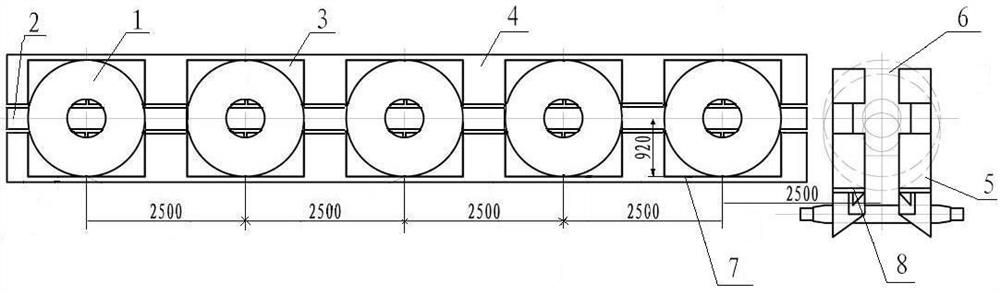
图2是本发明俯视示意图;
图3是本发明左视示意图;
图4是本发明安装在底板的立式钢卷鞍座主视示意图;
图5是本发明安装在底板的立式钢卷鞍座俯视示意图;
图6是本发明安装在底板的立式钢卷鞍座左视示意图。
图中标号表示为:
1、钢卷;2、步进梁动梁;3、立式钢卷鞍座;3-1、鞍座第一方块;3-2、鞍座第二方块;4、底板; 5、翻钢机;6、推卷小车;7、立式钢卷鞍座平行面;8、翻钢机侧面。
具体实施方式
下面结合附图和实施例对本发明进一步说明:
图1至图6的立式钢卷自动送卷装置,包括由操作台控制的步进梁动梁2和作为步进梁定梁的底板4,在步进梁动梁2两侧的底板4上设置有5组立式钢卷鞍座3;两组立式钢卷鞍座3间隔设置,每组立式钢卷鞍座3包括焊接在底板4上的鞍座第一方块3-1和鞍座第二方块3-2,鞍座第一方块3-1和鞍座第二方块3-2对称设置于步进梁动梁2两侧的底板4上;鞍座第一方块3-1和鞍座第二方块3-2中部均设置有与步进梁动梁2运行方向垂直的中心定位槽。立式钢卷鞍座3底座形状为长方形,外形尺寸长1840-2200mm,宽1710-2130mm,高25-30mm;鞍座第一方块3-1和鞍座第二方块3-2为两块相同尺寸的长方形方块,长1840-2200mm,宽645-855mm,高25-30mm。
立式钢卷鞍座3设计尺寸可根据钢厂最大钢卷外径进行调整。根据目前冷轧板带厂罩式退火炉生产的钢卷产品主要为:宽1250mm,内径610mm,单卷卷重25吨,测算出钢卷1的外径为1840mm,本实施例中立式钢卷鞍座3底座形状为长方形,如图3至图6所示,长方形外形尺寸长1840mm,宽1840mm,高30mm。长方形的立式钢卷鞍座3主要由两块相同尺寸长方形即鞍座第一方块3-1和鞍座第二方块3-2组成;鞍座第一方块3-1和鞍座第二方块3-2的尺寸均为长1840mm,宽710mm,高30mm;鞍座第一方块3-1和鞍座第二方块3-2中心定位槽尺寸710×15×10mm且方块棱角倒角为5mm。根据设备运行特性,推动步进梁动梁2步进的步进梁平移缸行程为2500mm,确定步进梁第一个立式钢卷鞍座吊放基准线到翻钢机推卷小车的中心为2500mm,如图2所示,即最前一组所述立式钢卷鞍座3中心位置到翻钢机的推卷小车6中心的距离为2500mm。依次得出第一、二、三、四、五共5个立式钢卷鞍座3吊放基准线距离均为2500mm;考虑到设计立式钢卷鞍座3与送卷中心方向如图2中立式钢卷鞍座平行面7(简称平行面)与翻钢机侧端面(简称侧面)即图2中翻钢机侧面8的距离太近,则送卷时钢卷1会碰撞翻钢机5,导致钢卷1侧翻及设备损坏。因此,平行面与侧面需要设计安全距离,经测量最大距离为210mm,最小距离大于0mm,综合送卷的步进梁动梁2梁中心和翻钢机推卷小车6中心得出平行面与侧面最佳距离为145mm(以钢卷最大直径为基准确定)。因此平行面到送卷动梁中心为920mm(如图2所示)、第一个钢卷卷位到翻钢机5的推卷小车6的中心为2500mm为基准,确定立式钢卷鞍座设计尺寸及中心,且鞍座第一方块3-1和鞍座第二方块3-2靠近步进梁动梁2的端面与底板端面平齐,防止与步进梁动梁2有干涉,则第一个立式钢卷鞍座3定位完成;依次确定第二、三、四、五个鞍座,且焊接固定,满焊高度为10mm;立式钢卷鞍座3边部棱角倒角5mm且用砂轮机打磨至光滑,防止割伤等安全隐患;鞍座第一方块3-1和鞍座第二方块3-2上定位槽的作用是方便操作人员快速上卷定位对中且消除钢卷挤压到钢板上应力集中;对定位槽和立式钢卷鞍座周围的底板刷黄色油漆(图上未示出),减少上卷人员疲劳,起到警示作用。
本实施例的工作过程:立式钢卷鞍座3比底板4高出30mm且立式钢卷鞍座3周围的底板刷黄色油漆,鞍座第一方块3-1和鞍座第二方块3-2上设置中心定位槽,中心定位槽也刷黄色油漆;操作人员可以快速把钢卷1依次放到第一、二、三、四、五个鞍座上且对中,通过改变步进梁程序和限位辅助,实现自动送卷,提高生产效率和设备运行稳定性。
- 立式钢卷送卷方法
- 立式钢卷自动送卷装置