一种具有在线监控质量功能的激光打码系统
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及激光器领域,尤其涉及一种具有在线监控质量功能的激光打码系统。
背景技术
激光打码是指利用激光器发出一束高功率的激光,经过扩束,聚焦在被打标工件的表面,使材料表层或内部发生气化或者颜色的变化,从而留下永久性印记的方法。通过振镜的转动,可以将光斑汇聚在被打工件所处表面的不同位置。如图1所示为激光打标的原理图,扩束后的激光通过振镜在X和Y方向的转动,形成不同入射角度的光线,经过f-θ场镜汇聚在焦面的不同位置,满足关系式f*θ=h,其中f为场镜的焦距,θ为入射光和场镜光轴的弧度制夹角,h为场镜焦平面上为标记位置到焦点的距离。
激光打标可以打出任意的文字和图案,字符的大小和线宽可以从毫米到微米量级,其在制造行业中有着广泛的需求,其标记的方式精度高,不容易褪色。激光打标与传统的机械雕刻、化学腐蚀、丝网印刷、油墨打印等方式相比,具有成本低、灵活性高、可以计算机系统控制,而激光作用于工件表面所产生标记的牢固永久性是其突出特点。
过去激光打码的应用更多的是在于商标,装饰等图案的应用,图案尺寸都比较大,肉眼可见范围即可,对精度和准确度没有过高的要求。随着激光打码在各行业的应用朝着精细化、规模化发展,一些图案被印制成了二维码,这决定了产品的身份等重要信息。受限于被打标工件的尺寸,二维码的整体尺寸也到了亚微米级别,线宽或者斑点更是到了微米量级,而二维码本身是单个产品的重要身份依据,如果出现漏打,或者过打,将会对产品的识别带来巨大的困难甚至是误判。这就对打码的质量和准确度有了非常高的要求,故而快速准确的检查打码的质量是自动化行业中较为迫切的需求。现有常规的检测方式多用增加高倍显微镜头去拍摄图码来判断打码的质量,但这种方法需要增加额外的设备,且降低了效率,不利于大规模的自动化工业量产和检测。
又如公开号为CN106964904A的中国文献中提出了一种视觉定位的方法,在激光出光位置设置一束红光预览装置用来指示打标的位置,在场镜后方增加一半透半反镜,经过场镜汇聚的光束反射至被打标物体上,视觉定位模块则根据红光指示笔确定的位置,经过透射的一面对焦至打标平面,可以做到定位及打码检测的功能。但是,由于光路中增加了半反半透镜,一部分用于打标的激光穿过镜片,在打标机内部不断反射,会形成杂光,影响打标质量,且散射的杂光有损害人身或者部分电子设备的风险。该方案并未说明视觉模组所用的镜头和光源,这样会对整个激光打标光路的设计带来很多不确定因素和风险。且随着市面上对于打码图案的精度越来越高的要求,根据衍射受限原理,为了缩小经过场镜后焦点处激光的光斑口径,则需要短焦的场镜,一般情况下,短焦场镜的后工作距离比较小,这样打标物体与场镜之间的距离不足以放入半透半反镜片。另外,该方案将二色向镜51放置在了反射镜的前方,指示红光与激光在反射镜的前方进行合色,这就需要后方的反射镜对红光和激光都有着比较高的反射率。对于一些用于高精度打标机中的超快反射镜而言,不一定能够反射指示光源所对应的波长,故而应用受到了限制。
发明内容
本发明所要解决的技术问题是克服现有技术的不足,提供一种结构简单、精度高、便于维护的具有在线监控质量功能的激光打码系统。
本发明所采用的技术方案是:本发明包括激光光源模组,它还包括光束转折模组、激光扩束调节模组、准直判定模组及扫描聚焦模组,
所述激光光源模组用于产生激光光束;
所述光束转折模组对激光光束进行光路转折变换和光束偏转调整,以使激光光束垂直且同轴地通过所述扫描聚焦模组的中心;
所述激光扩束调节模组用于对经过转折或偏转后的激光光束进行放大或缩小;
所述准直判定模组用于保证经过扩束的激光光束的光轴的准直度;
所述扫描聚焦模组用于将激光光束聚焦于被打标物体的不同位置处,通过激光光束的蚀刻和灼烧功能在被打标物体上打出需要的编码;
在所述准直判定模组及所述扫描聚焦模组之间还设置有打码质量监控模组,所述打码质量监控模组用于对激光光束在被打标物体上打下的编码进行质量监测,快速确定编码的质量。
进一步地,所述扫描聚焦模组包括依次设置在激光光束的光路上的扫描振镜和场镜,所述扫描振镜通过在水平面上的振动来改变激光光束与所述场镜的光轴之间的夹角,使激光光束汇聚在所述场镜的焦平面上的不同位置,所述场镜将激光光束聚焦于焦平面上。
再进一步地,所述打码质量监控模组包括二色向镜、照明光源、无限远成像装置、调焦装置和成像探测装置,所述二色向镜设置于激光打标光路上,且接受激光光速的透射并对所述照明光源产生的光线进行反射,所述照明光源产生的光线对所述场镜的焦平面进行照明,激光光束在被打标物体上打码后,打出的编码成像在无限远处,该成像光线通过所述扫描振镜和所述二色向镜的发射,入射到所述无限远成像装置的镜面上,所述无限远成像装置将成像光线汇聚于所述成像探测装置处,所述调焦装置设置在所述无限远成像装置与所述成像探测装置之间。
再进一步地,所述无限远成像装置为离轴抛物面反射镜,所述离轴抛物面反射镜的镜面上镀有保护膜,所述离轴抛物面反射镜的入射光轴与出射光轴的夹角为90°,所述离轴抛物面反射镜的入射光轴与成像光线在所述二色向镜的出射光轴同轴设置,所述成像探测装置设置在所述离轴抛物面反射镜的出射光轴上。
此外,所述无限远成像装置为透视镜。
又进一步地,所述照明光源为同轴平行光源,所述照明光源的有效发光面大于所述扫描振镜的入光口。
更加具体地,所述成像探测装置为工业相机。
另外,所述光束转折模组至少由两片超快反射镜组成,至少两片所述超快反射镜设置在角度调节器上,通过所述角度调节器对所述超快反射镜的角度进行调整。
进一步地,所述激光扩束调节模组包括扩束镜和调节台,所述扩束镜设置在所述调节台上。
最后,所述准直判定模组由同轴设置的两个十字丝组成,两个所述十字丝的中心轴与所述扫描振镜的入光口的中心轴同轴设置,且两个所述十字丝的平面相互平衡且与所述扫描振镜的中心轴垂直。
本发明的有益效果是:本发明在准直判定模组及扫描聚焦模组之间设置打码质量监控模组来对激光光束在被打标物体上打下的编码进行质量监测,快速确定编码的质量,与现有技术相比,本发明利用场镜作为监控成像模组的一部分,避免了额外添加棱镜所造成的结构容易干涉,容易带来杂光所造成的风险,更加适合短焦场镜,有效规避了后工作距短的劣势,且放大倍率可以得到提升。有利于小尺寸,高精度的打码应用;打码质量监控模组作为整体模组,可以有效方便的更换,采用二色向镜与打标光路的合束,不影响正常打标光路工作;考虑到场镜色差的影响,打码质量监控模组设置了调焦机构,可以方便的补偿因为监控光源带来的轴向色差,从而将成像调整至最清晰状态。
附图说明
图1是现有技术中的激光打标的原理图;
图2是本发明的简易原理图;
图3是所述打码质量监控模组的简易结构图;
图4是所述二色向镜对激光光束和照明光束的透光率对比图;
图5是所述扫描聚焦模组的成像示意图;
图6是无限远成像装置采用透视镜情况的光路原理图;
图7是实施例三的简易结构示意图。
具体实施方式
本发明基于激光打码后的质量监测问题而设计,其具体方案如下。
实施例一:
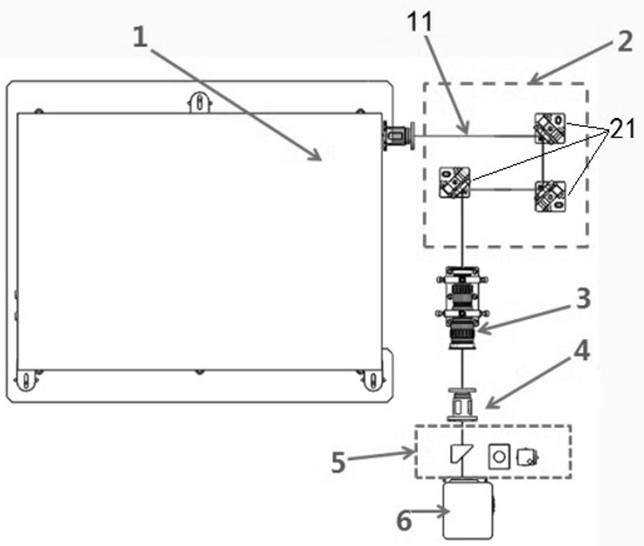
如图2所示,本发明包括激光光源模组1、光束转折模组2、激光扩束调节模组3、准直判定模组4及扫描聚焦模组6,
所述激光光源模组1用于产生激光光束;
所述光束转折模组2对激光光束进行光路转折变换和光束偏转调整,以使激光光束垂直且同轴地通过所述扫描聚焦模组6的中心;
所述激光扩束调节模组3用于对经过转折或偏转后的激光光束进行放大或缩小;
所述准直判定模组4用于保证经过扩束的激光光束的光轴的准直度;
所述扫描聚焦模组6用于将激光光束聚焦于被打标物体的不同位置处,通过激光光束的蚀刻和灼烧功能在被打标物体上打出需要的编码;
在所述准直判定模组4及所述扫描聚焦模组6之间还设置有打码质量监控模组5,所述打码质量监控模组5用于对激光光束在被打标物体上打下的编码进行质量监测,快速确定编码的质量。
在本实施例中,所述激光光源模组1采用中心波长为1065nm的飞秒激光器,光束11的直径为D1,本实施例中D1为2mm。
所述扫描聚焦模组6包括依次设置在激光光束的光路上的扫描振镜61和场镜62,所述扫描振镜61通过在水平面上的振动来改变激光光束与所述场镜62的光轴之间的夹角,使激光光束汇聚在所述场镜62的焦平面上的不同位置,所述场镜62将激光光束聚焦于焦平面上。扫描振镜的通光孔径为D3,需满足D3≥D2,其中,D2为经过扩束镜扩大后的光束直径D2。本例中D3为10mm,扫描振镜通过在X和Y方向的振动,从而改变激光与场镜光轴的夹角θ使光束汇聚在场镜焦平面的不同位置,将被打标物体的被打标平面放置在其焦平面上,通过激光的刻蚀和灼烧形成与周围表面不同颜色的图案。在本例中场镜的焦距f1为65mm,视场角最大为±16°,则其意味着打码图案直径最大可至65mm*2*tan16°=37.27mm。
如图3所示,所述打码质量监控模组5包括二色向镜51、照明光源52、无限远成像装置53、调焦装置54和成像探测装置55,所述二色向镜51设置于激光打标光路上,且接受激光光速的透射并对所述照明光源52产生的光线进行反射,所述照明光源52产生的光线对所述场镜62的焦平面进行照明,激光光束在被打标物体上打码后,打出的编码成像在无限远处,该成像光线通过所述扫描振镜61和所述二色向镜51的发射,入射到所述无限远成像装置53的镜面上,所述无限远成像装置53将成像光线汇聚于所述成像探测装置55处,所述调焦装置54设置在所述无限远成像装置53与所述成像探测装置55之间,在本实施例中,通过调节成像探测装置55与无限远成像装置53之间的距离,使码在相机上的像呈现在最清晰位置。所述无限远成像装置53为离轴抛物面反射镜,所述离轴抛物面反射镜的镜面上镀有保护膜,所述离轴抛物面反射镜的入射光轴与出射光轴的夹角为90°,所述离轴抛物面反射镜的入射光轴与成像光线在所述二色向镜51的出射光轴同轴设置,所述成像探测装置55设置在所述离轴抛物面反射镜的出射光轴上,本实施例中,离轴抛物面反射镜的焦距为203mm,镀保护银膜,在400~2000nm的反射率大于97%,入射光轴和出射光轴的夹角为90°。所述照明光源52为同轴平行光源,所述照明光源52的有效发光面大于所述扫描振镜61的入光口,在本实施例中,在本例中,光源的发光区域大小为25mm*25mm。所述成像探测装置55为工业相机,相机的靶面为1/2英寸。
在本实施例中,二色向镜51放置在激光打标光路上,在准直判定模组4及所述扫描聚焦模组6之间,二色向镜51与激光光轴11成45°夹角,二色向镜51对于激光波长为透射,本方案中二色向镜51对1064nm激光的反射率为1.638%,可以保证激光中的绝大多数能量穿透二色向镜51,进入后续的扫描振镜,极少量的光线被反射至光路外部,在侧方加黑色吸光布,吸收率为97%,可以吸收掉大部分的杂光,基本消除对正常打标及照明光路的影响。二色向镜对于照明光束所对应的波长为反射,本方案选取照明光路为940nm近红外光线,反射率99.881%。
所述光束转折模组2至少由两片超快反射镜21组成,至少两片所述超快反射镜21设置在角度调节器上,通过所述角度调节器对所述超快反射镜21的角度进行调整。在本实施例中,超快反射镜起到折转光路,调整光束偏转的作用,通过调节反射镜的偏角,激光光束可以垂直且同轴的通过后续的扫描聚焦模组6的中心。反射镜最少需要两片,本方案采用了3片超快反射镜。
所述激光扩束调节模组3包括扩束镜和调节台,所述扩束镜设置在所述调节台上。在本实施例中,扩束镜可以有四个维度的调节,分别为垂直于光轴平面的二维调节和沿光轴方向的俯仰和偏摆调节。扩束镜的作用为将激光光束放大,扩大后的光束直径为D2,则有D2=β1*D1,D1为激光光束的直径,β1为扩束镜的放大倍率,扩束镜可以为固定的,也可以为可调节的,本实施例采用的扩束镜放大倍率为在2X~10X范围内可调。
所述准直判定模组4由同轴设置的两个十字丝组成,两个所述十字丝的中心轴与所述扫描振镜61的入光口的中心轴同轴设置,且两个所述十字丝的平面相互平衡且与所述扫描振镜61的中心轴垂直。在这里,通过调节前述激光扩束调节模组3的四个自由度来保证扩束后的激光光轴与十字丝连线平行且同轴。
本实施例中,照明光源52发出一束平行的光线,通过二色向镜51反射至后续的扫描聚焦模组6,经过场镜的汇聚,从而将打码的标志物照亮。码通过扫描振镜成像在无穷远处,光线通过扫描振镜61和二色向镜51的反射,入射至离轴抛物面反射镜53上,通过离轴抛物面反射镜53汇聚至成像探测装置55上。
图5所示为扫描聚焦模组的成像示意图,由于振镜61和二色向镜51为平面反射镜,只起到折转光路的作用,不参与光焦度的分配,在细节图中不予显示。
71为场镜在激光所对应波长1064nm的物方焦平面,也是被打标识位置所在的平面,72为场镜对应照明波长940nm的物方焦平面, 72相对于71,向场镜方向移动距离为X
531为模组53的像方焦平面,模组53焦距f
模组54为调焦模组,由包含一个内螺纹镜管、一个外螺纹镜管和一个卡环构成,内螺纹镜管下端与反射镜相接,外螺纹镜管与探测器相接,通过旋转两个镜管的相对位置使探测器上成像最为清晰则认为相机靶面与像平面533平齐。
打码监控模组的有效放大倍率为β
本发明相较于前述方案,不需要在场镜后方增加反射镜,解决了短焦场镜后工作距离短所不适用的问题,规避了长焦振镜与场镜之间额外引入外来光学元件,从而损坏场镜或者被打标物体表面所造成的风险。
实施例二:
离轴抛物面镜反射率高,没有色差与球差,但视野比较小,对于一些大面积打标物体,监控系统模组也可以使用透射式方法,如图6所示,本实施例与实施例一的不同之处在于:所述打码质量监控模组的所述无限远成像装置53为透视镜。将反射式模组53更换为了透射式模组56,照明光线通过56的汇聚,成像在相机的探测器靶面上,在本例中透射镜为焦距为200mm的空气间隔双合透镜。此时,可实现大面积打码。
实施例三:
如图7所示,如果被打标物体是均匀透明的材质,例如玻璃,塑料等。则可以改变照明光路,将平行背光源设置在被打标物体72的下方,通过背射式光源的照明,将其照亮,此方法的优势在于,照明光线只通过激光扫描模组一次,减少了能量的损失,并且节约了空间,成像模组和前方的扫描模组直接相接,有利于瞳位衔接。可以看清楚更大的视野,减少渐晕。
- 一种具有在线监控质量功能的激光打码系统
- 一种具有在线监控质量功能的激光打码系统