镭射加工系统及其镭射加工方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种镭射加工系统,尤其是一种通过镭射光线于工件表面进行图案制作的镭射加工系统及其镭射加工方法。
背景技术
镭射加工技术是通过镭射光线并经过由多个透镜组成的光学组件的处理达到高度聚焦后,在工件上使用调变后的镭射光线达到打标或雕刻等加工目的。在应用现有的镭射加工装置或系统对工件进行图案加工时,经常会遇到需加工的图案过大而无法一次加工完成的状况,因此必须将这种过大的图案拆分为好几个区域分段加工才能完成图案的镭射加工,然而这种将图案以拼接的方式进行分区加工的做法会大幅拉长加工时间,也会在最终加工完成的图案上看到因拆分而呈现多条分割线段形态的接缝而影响了图案的品质。
针对上述镭射加工技术遭遇的问题,目前现有技术提供了一些加工方法以改善图案品质。其中一种方法是在现有的镭射加工系统中的光学组件搭配高速扫描振镜(gavanometer scanner),这种高速扫描振镜能够在段时间内高速旋转以不断改变镭射光线的照射方向,因此可以扩大镭射加工的范围,然而这种方式虽然可以减少图案的拆分数量,但并没有办法消除加工后各拆分图案的接缝。此外,在图案被拆分为多个区域逐区进行加工的过程中,当其中一个区域加工完毕后就必须将整个镭射加工模组移动到另一区域才能进行下一区域的作业,在移动镭射加工模组时将会时常遇到不断加速或减速的情形,这样的情形不但会拉长作业时间也很容易造成机台的偏差令加工后各分区的图形出现歪曲变形或重叠至另一分区,甚至还需要再对各区域图形的接缝实施补偿加工以进行修正。因此,仍需要提供一种镭射加工系统以解决上述现有技术遭遇的问题。
先前技术段落只是用来帮助了解本发明内容,因此在先前技术段落所揭露的内容可能包含一些没有构成所属技术领域中具有通常知识者所知道的习知技术。在先前技术段落所揭露的内容,不代表所述内容或者本发明一个或多个实施例所要解决的问题,在本发明申请前已被所属技术领域中具有通常知识者所知晓或认知。
发明内容
有鉴于此,本发明目的是为了克服现有技术的不足而提供一种镭射加工系统,通过控制加工图案的拆分方式能够减少各拆分图案之间拆分位置的可视性;而且通过控制光源模组的移动方式与加工图案的拆分方式能够有效缩短整体镭射加工的时间。
为达到上述目的,本发明采用的技术方案是:一种镭射加工系统,用于对工件的待加工表面进行镭射加工形成加工图案,所述待加工表面包括第一加工区域以及邻接于所述第一加工区域的第二加工区域,所述加工图案跨越所述第一加工区域与所述第二加工区域,其特征在于,它包括:
光源模组,所述光源模组提供光线照射所述待加工表面,所述光源模组沿位于所述待加工表面的加工路径进行相对移动时提供所述光线以形成所述加工图案;所述加工路径包括位于所述第一加工区域的第一加工段以及位于所述第二加工区域的第二加工段;
移动机构,所述移动机构用于改变所述工件与所述光源模组之间的相对位置;以及
控制单元,所述控制单元耦接所述移动机构与所述光源模组,所述控制单元控制所述移动机构与所述光源模组以使所述光源模组于所述加工路径进行相对移动并提供该光线;所述加工图案包括第一图案与相邻于所述第一图案的第二图案;所述控制单元控制所述光源模组于所述第一加工段进行相对移动时提供所述光线以于所述待加工表面形成所述第一图案,以及所述控制单元控制所述光源模组于所述第二加工段进行相对移动时提供所述光线以于所述待加工表面形成所述第二图案;
所述加工图案还包括位于所述第一图案与所述第二图案之间且包含至少部分所述第一图案与至少部分所述第二图案的图案相邻区,所述第一图案在所述图案相邻区内还包括多个第一线段,所述第二图案在所述图案相邻区内还包括多个第二线段,每两个相邻的所述第一线段的长度彼此不相同,每两个相邻的所述第二线段的长度彼此不相同,各所述第一线段远离所述第二图案的一端构成所述图案相邻区的第一边界,各所述第二线段远离所述第一图案的一端构成所述图案相邻区的第二边界,各所述第一线段的长度与邻接所述第一线段的所述第二线段长度总和等于所述第一边界与所述第二边界的间距。
优化地,所述第一边界平行于所述第一加工段,所述第二边界平行于所述第二加工段,以及所述第一边界与所述第二边界的间距不大于所述第一图案于所述第一加工区域中沿该垂直于所述第一加工段的方向上长度的50%,且所述第一边界与所述第二边界的间距不大于所述第二图案于所述第二加工区域中沿该垂直于所述第二加工段的方向上长度的50%。
优化地,所述光源模组固定于所述移动机构上,以及所述控制单元控制所述移动机构带动所述光源模组以使所述光源模组于所述加工路径进行相对移动并提供所述光线。
优化地,所述移动机构还包括可移动式工件承载平台,所述工件设置于所述可移动式工件承载平台上,所述控制单元耦接所述可移动式工件承载平台,以及所述控制单元控制所述可移动式工件承载平台带动所述工件以使所述光源模组于所述加工路径进行相对移动并提供所述光线。
优化地,所述光源模组还包括镭射光源、第一振镜、第二振镜以及聚焦透镜,所述光源模组通过所述镭射光源提供所述镭射光并依序通过所述第一振镜、第二振镜以及聚焦透镜的调变以提供所述光线。
优化地,所述加工路径还包括连接段,所述连接段分别连接所述第一加工段与所述第二加工段,所述第一加工段平行于所述第二加工段;所述控制单元控制所述光源模组于所述连接段进行相对移动时不提供所述光线。进一步地,所述连接段为直线线段。
优化地,所述控制单元控制所述光源模组提供所述光线的时间以调整各所述第一线段以及各所述第二线段的长度。
本发明的又一目的在于提供一种上述镭射加工系统的镭射加工方法,用于对工件的待加工表面进行镭射加工形成加工图案,所述待加工表面包括第一加工区域以及邻接于所述第一加工区域的第二加工区域,所述加工图案跨越所述第一加工区域与所述第二加工区域,其特征在于,它包括以下步骤:
提供所述光源模组用于提供所述光线照射所述待加工表面,所述光源模组沿位于所述待加工表面的所述加工路径进行相对移动时提供所述光线以形成所述加工图案,所述加工路径包括位于所述第一加工区域的第一加工段以及位于所述第二加工区域的所述第二加工段,所述加工图案包括所述第一图案与相邻于所述第一图案的第二图案;
控制所述光源模组于所述第一加工段进行相对移动并提供所述光线以于所述待加工表面形成所述第一图案;
控制所述光源模组沿连接所述第一加工段与所述第二加工段的连接段进行相对移动以使所述光源模组相对移动至所述第二加工段,并控制所述光源模组于所述连接段进行相对移动时不提供所述光线;以及
控制所述光源模组于所述第二加工段进行相对移动并提供所述光线以于所述待加工表面形成所述第二图案以完成所述加工图案;所述加工图案还包括位于所述第一图案与所述第二图案之间且包含至少部分所述第一图案与至少部分所述第二图案的图案相邻区,所述第一图案在所述图案相邻区内还包括多个第一线段,所述第二图案在所述图案相邻区内还包括多个第二线段,每两个相邻的所述第一线段的长度彼此不相同,每两个相邻的所述第二线段的长度彼此不相同,各所述第一线段远离所述第二图案的一端构成所述图案相邻区的第一边界,各所述第二线段远离所述第一图案的一端构成所述图案相邻区的第二边界,各所述第一线段与邻接所述第一线段的所述第二线段的长度和等于所述第一边界与所述第二边界的间距。
由于上述技术方案运用,本发明与现有技术相比具有下列优点:本发明通过控制光源模组分别在沿第一加工段与第二加工段进行相对移动时形成第一图案与第二图案,此外加工图案在图案相邻区内的各两相邻第一线段与各两相邻第二线段的长度不均等,以及控制各第一线段的长度与邻接此第一线段的第二线段的长度总和等于第一边界与第二边界的间距,如此一来在加工图案制作完成后可以减少第一图案与第二图案之间拆分位置的可视性,也能够增加整体镭射加工系统的加工效率,缩短镭射加工的时间。
附图说明
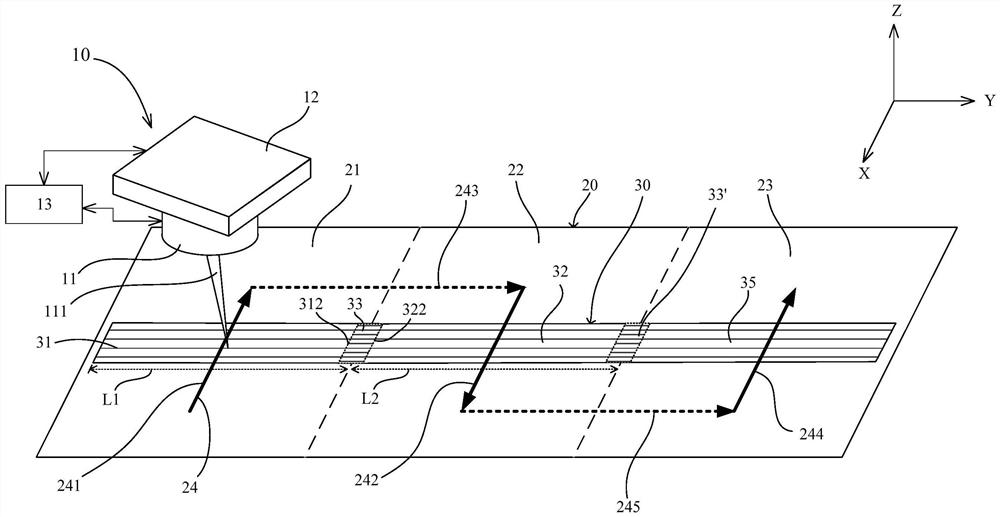
图1是根据本发明的一实施例,表示镭射加工系统的工作示意图;
图2是根据图1的实施例,表示光源模组的结构示意图;
图3是根据图1的实施例,表示图案相邻区的俯视图;
图4是根据本发明的另一实施例,表示镭射加工系统的工作示意图;
图5是根据本发明的再一实施例,表示镭射加工系统的镭射加工方法流程图。
具体实施方式
下面将结合对本发明优选实施方案进行详细说明。
有关本发明之前述及其他技术内容、特点与功效,在以下配合参考附图之一较佳实施例的详细说明中,将可清楚的呈现。以下实施例中所提到的方向用语,例如:上、下、左、右、前或后等,仅是参考附图的方向。因此,使用的方向用语是用来说明并非用来限制本发明。
图1是根据本发明的一实施例,表示镭射加工系统的工作示意图,其中XYZ坐标轴仅用于说明本实施例,并非用于限制本发明的申请专利范围。请参考图1,镭射加工系统10用以对工件的待加工表面20进行镭射加工以形成加工图案30。镭射加工系统10包括光源模组11、移动机构12以及控制单元13,其中光源模组11提供光线111照射待加工表面20,光线111为适当功率的镭射光,且光源模组沿位于待加工表面20的加工路径24进行相对移动的同时提供光线111以在待加工表面20上形成加工图案30。详细而言,待加工表面20包括第一加工区域21与第二加工区域22,加工路径24包括第一加工段241与第二加工段242,其中第一加工段241位于第一加工区域21,第二加工段242位于第二加工区域22,以及通过光线111形成的加工图案30同时跨越第一加工区域21与第二加工区域22。此外,本实施例的待加工表面20为平面,但不以此为限,待加工表面20也可以具有多个凹陷和凸起。
请继续参考图1,移动机构12用于改变工件与光源模组11之间的相对位置;控制单元13分别耦接移动机构12与光源模组11,以控制移动机构12与光源模组11,以使光源模组11在加工路径24上进行相对移动,并控制光源模组11同时提供光线111。详细而言,本实施例的工件固定不移动,光源模组11固定于移动机构12,控制单元13控制移动机构12带动光源模组11在工件的待加工表面20上移动,以呈现光源模组12在加工路径24上进行上述的相对移动并提供光线111。其中移动机构12例如是机械手臂或是滑轨机构等适合在平行于待加工表面20的方向上进行移动的装置或设备;光源模组11例如是通过螺钉、卡榫或其它适当手段固定于移动机构12;控制单元13例如是以有线或无线的方式耦接移动机构12与光源模组11,以及控制单元13例如是中央处理单元(Central Processing Unit,CPU),或是其他可程序化之一般用途或特殊用途的微处理器(Microprocessor)、数字信号处理器(DigitalSignal Processor,DSP)、可程序化控制器、特殊应用集成电路(Application SpecificIntegrated Circuit,ASIC)或其它类似组件或上述组件的组合,也可以是个人电脑(Personal Computer,PC)、平板电脑(Tablet PC)、手机或其他可进行远端连接控制的电子设备,本发明对于光源模组12的固定方式与控制单元13的实施组件、方法并不加以限制。
在本发明的一实施例中,经由光线111形成的加工图案30包括第一图案31与相邻于第一图案31的第二图案32,当控制单元13控制移动装置12令光源模组11于加工路径24的第一加工段241进行相对移动时,控制单元13控制光源模组11提供光线111形成第一图案31,以及当控制单元13控制移动装置12令光源模组11于加工路径24的第二加工段242进行相对移动时,控制单元13控制光源模组11提供光线111形成第二图案32。如图1所示,本实施例中的加工图案30例如为长条状图案,然而加工图案30可以是任何能够通过镭射加工形成的图案或样态。
图2是根据图1的实施例,表示光源模组11的结构示意图。请参考图1与图2,光源模11包括镭射光源112、第一振镜113、第二振镜114以及聚焦透镜115。其中,镭射光源112例如是光纤镭射光源、紫外镭射光源或是其他能够提供足够功率的镭射光源;第一振镜113与第二振镜114是高速扫描振镜;聚焦透镜115可以是F-θ透镜(F-theta lens,又称平场透镜)。本实施例中,光源模组11通过镭射光源112提供初始镭射光,第一振镜113与第二振镜114用以调整初始镭射光的偏转方向,例如是第一振镜113控制光线111在X轴方向的偏转,第二振镜114控制光线111在Y轴方向的偏转,接着聚焦透镜115汇聚偏转后的初始镭射光。如此一来,初始镭射光依序通过第一振镜113、第二振镜114的偏转以及聚焦透镜115的调变以形成光线111,通过光线111即可在待加工表面20形成以多个相互平行的镭射扫描线段而构成的加工图案30。
图3是根据图1的实施例,表示图案相邻区的俯视图。请参考图1、图2与图3,其中XYZ坐标轴仅用于说明本实施例,而非用于限制本发明的申请专利范围。由于加工图案30的尺寸大小超过光源模组11中第一振镜113与第二振镜114对光线角度的偏转极限,因此本实施例将加工图案30拆分为第一图案31与第二图案32,加工图案30的拆分例如是通过现有的CAD/CAM软件规划图案拆分方式再输入至控制单元13,其中图案相邻区33位于第一图案31与第二图案32之间且包含至少部分的第一图案与至少部分的第二图案32。加工图案30是由多个相互平行的镭射扫描线段所构成,因此第一图案31在图案相邻区33内会包括多个第一线段311,第二图案32在图案相邻区33内也包括多个第二线段321,其中每两个相邻的第一线段311的长度彼此不相同,且每两个相邻的第二线段321的长度彼此不相同。如此一来在图案相邻区33中,第一图案31的边缘会因为两相邻的第一线段311的长度不一而呈现不规则的形态,第二图案32的边缘也会因为两相邻的第二线段321的长度不一而呈现不规则的形态,在观看整个完成后的加工图案30时,第一图案31在视觉上会与第二图案32的拆分处呈现无接缝的拼接,而不会观察到明显的接缝或重叠处,即使镭射加工系统10在加工时发生小幅度的加工角度偏差也不会影响加工图案30的视觉效果。
图案相邻区33中,各第一线段311邻近第一图案31的一端构成图案相邻区33的第一边界312,各第二线段321邻近第二图案32的一端构成图案相邻区33的第二边界322,其中每个第一线段311与每个第二线段321都为直线线段。此外图案相邻区33还包括多个邻接点34,每个第一线段311远离第一图案31的一端都与另一个相邻的第二线段321远离第二图案32的一端邻接于邻接点34,而且每个第一线段311的长度L311与邻接于此第一线段311的第二线段321的长度L321总和等于第一边界312与第二边界322之间的间距D,如此一来第一图案31与第二图案32之间的不规则拆分位置,也就是每个邻接点34都会被限制于图案相邻区33内,因此不规则的图案拆分位置不至于令观看者在视觉上太过明显,能够减少视觉上加工图案30中第一图案31与第二图案32拆分位置的可视性。
请继续参考图1与图3,图案相邻区33的第一边界312与第二边界321并不是加工图案30中实际存在的线段,而是用于规划与控制图案相邻区33中第一线段311与第二线段321的长度。第一边界312平行于加工路径24的第一加工段241,第二边界322平行于加工路径24的第二加工段242,在本实施例中,第一加工段241与第二加工段242规划为平行于X轴方向。此外,第一图案31于第一加工区域21中沿垂直于第一加工段241方向上的长度为L1,第二图案32于第二加工区域22中沿垂直于第二加工段242方向上的长度为L2,其中图案相邻区33中第一边界312与第二边界322的间距D不大于长度L1的50%,间距D也不大于长度L2的50%。在本实施例中,间距D与长度L1、L2都平行于Y轴方向,由于间距D分别小于长度L1的50%与长度L2的50%,如此一来可以控制第一图案31与第二图案32之间的拆分位置邻近第一加工区域21与第二加工区域22的交界处,而不至于令光源模组11发出的光线111难以制作图案相邻区33的第一线段311或第二线段321。另外,第一线段311与第二线段321规划为平行于Y轴方向的线段,由于加工图案30拆分为第一图案31与第二图案32并且由光源模组分别沿第一加工区域21上的第一加工段241与第二加工区域22上的第二加工段242提供光源111以进行加工,因此这样的加工方式搭配图案相邻区33的尺寸设计可以令加工图案30的整体拆分位置的数量大幅减少,进而有效缩短整体镭射加工的时间。
请继续参考图1与图3,加工路径24还包括连接段243,连接段243分别连接第一加工段241与第二加工段242,其中第一加工段241平行于第二加工段242,本实施例中控制单元13控制光源模组11与移动机构12令光源模组11依序沿第一加工段241、连接段243与第二加工段242进行相对移动。由于第一加工段241平行于第二加工段242,如此一来可以降低规划加工图案30的拆分方式难度与加工路径24的设计难度。此外,连接段243为直线线段,本实施例中例如是平行于Y轴方向的直线线段,而且控制单元13控制光源模组11于连接段243进行相对移动时不提供光线111以避免额外的光线111对图案相邻区33造成干涉,如此一来光源模组11能在最短时间内相对移动至第二加工段242,可缩短整体加工流程的作业时间。此外,本实施例并不限制光源模组11必须依序沿第一加工段241、连接段243与第二加工段242进行相对移动,也可以控制光源模组11与移动机构12令光源模组11沿第二加工段242、连接段243、第一加工段241的顺序进行相对移动而进行加工图案30的制作,本发明不限于此。
请继续参考图1、图2与图3,当控制单元13控制光源模组11于第一加工段241与第二加工段242进行相对移动时,控制单元13同时会控制光源模组11提供光线111的时间,以调整各第一线段311与各第二线段321的长度,如此一来就可以达成加工图案30分为第一图案31与第二图案32的拆分设计。详细而言,本实施例中每两个相邻的第一线段311彼此长度不相同,每两个相邻的第二线段321的长度也彼此不相同,控制单元13可预先设定每个第一线段311与每个第二线段321的长度,并通过控制镭射光源112于第一振镜113、第二振镜114转动时的发光照射时间,即可精确控制每个第一线段311与每个第二线段321达到预定的长度。
前述实施例的第一加工段241、第二加工段242与连接段243为直线线段,其中第一加工段241与第二加工段242规划为平行于X轴方向,第一线段311与第二线段321规划为平行于Y轴方向,然而第一加工段241、第二加工段242与连接段243也可以根据加工图案30的形状规划为非直线的线段,第一加工段241可以规划为与第一线段311不相互垂直,第二加工段242可以规划为与第二线段321不相互垂直以增加图案拆分规划的弹性。此外,前述实施例是将加工图案30规划并拆分为第一图案31与第二图案32,加工图案30跨越第一加工区域21与第二加工区域22,并分别沿第一加工段241与第二加工段242制作第一图案与第二图案32,然而本发明也可以视加工图案的尺寸与光源模组11中第一振镜与第二振镜的偏转角度,规划更多数量的加工区域与加工路径,并将加工图案以现有软件规划并拆分为对应数量的子图案以降低加工图案的制作难度,每个子图案类似前述实施例的第一或第二图案并分别位于两相邻加工区域之间,其中各子图案的拆分方式、加工方式与可达到的技术效果与前述实施例大致相同,在此不再赘述。
请继续参考图1,在另一实施例中,待加工表面30还包括第三加工区域23,加工路径24还包括第三加工段244与连接段245,连接段245的两端分别连接于第二加工段242与第三加工段244,通过光线111形成的加工图案30还跨越至第三加工区域23,亦即加工图案30拆分为第一图案31、第二图案32与第三图案35,而图案相邻区33的数量为2个,分别位于第一图案31与第二图案32之间,以及第二图案32与第三图案35之间。也就是说,加工图案30的制作与图案拆分方式可弹性地对应镭射加工系统10的配置,或是光源模组11中各振镜对光线角度的偏转极限,而通过现有的CAD/CAM软件规划将加工图案30拆分为3个或3个以上,控制单元13也可设定为控制光源模组11于第二加工段242进行相对移动并同时提供光线111而完成第二图案31的制作后,控制光源模组11沿连接段245进行相对移动至第三加工段244继续提供光线111以继续进行第三图案35的制作,进行完成加工图案30的制作。
此外,本实施例中,控制单元13控制光源模组11与移动机构12令光源模组11依序沿第一加工段241、连接段243、第二加工段242、连接段245、第三加工段244进行相对移动,然而控制单元13也可以控制光源模组11与移动机构12令光源模组11沿第三加工段244、连接段245、第二加工段242、连接段243、第一加工段241的顺序进行相对移动而进行加工图案30的制备,本发明不限于此。另外,本实施例中,图案相邻区33位于第一图案31与第二图案32之间且包含至少部分的第一图案31与至少部分的第二图案32,图案相邻区33’位于第二图案32与第三图案35之间且包含至少部分的第二图案32与至少部分的第三图案35,其中图案相邻区33’的形态及制作方式与前述的图案相邻区33大致相同,在此不再加以赘述。
图4是根据本发明另一实施例,表示镭射加工系统的工作示意图,其中XYZ坐标轴仅用于说明本实施例,而非用于限制本发明的申请专利范围。本实施例的镭射加工系统10A与镭射加工系统10相似,相同的组件或设备以相同的标号表示,在此不再赘述。镭射加工系统10A与镭射加工系统10的差异在于,镭射加工系统10A的移动机构包括可移动式工件承载平台14,光源模组11通过夹持工具15以保持其位置不动,其中工件200设置于可移动式工件承载平台14,以令光源模组11对待加工表面20提供光线111进行加工图案30的制作。本实施例中,控制单元13还耦接可移动式工件承载平台14,且控制单元13通过控制可移动式工件承载平台14带动工件200以使光源模组11于加工路径(未绘示于图4)上进行相对移动并提供光线111。举例而言,可移动式工件承载平台14例如是具有多个滑轨并能够通过马达系统带动以进行在平行于XY平面上的移动,工件200通过夹具或卡固件保持工件200不相对可移动式工件承载平台14移动,夹持工具15例如是固定式悬臂以保持光源模组11的位置不动,如此一来即可通过可移动式工件承载平台14带动工件200令光源模组11能够沿加工路径进行相对移动以实施加工图案30的制作。由于本实施例是通过固定光源模组11的位置而以可移动式工件承载平台14移动工件200,来呈现光源模组11在待加工表面20的相对移动,故光源模组11提供光线111时能具有较佳的输出稳定性,进而提高加工图案30的最终制作品质。
此外,在另一实施例中,镭射加工系统10A中也能同时装设镭射加工系统10中的移动机构12,如此一来能够同时配合可移动式工件承载平台14的移动而达成光源模组11在加工路径上进行相对移动,由于光源模组11与工件20可同时在平行于XY平面的方形上移动,因此能够提高待加工表面20上加工图案30的制作效率。
图5是根据本发明再一实施例,表示镭射加工系统的镭射加工方法流程图,本实施例中的镭射加工方法可配合前述实施例的镭射加工系统10或10A实施,镭射加工方法包括以下步骤。请先参考图5并配合图1,其中待加工表面20包括第一加工区域21以及邻接第一加工区域21的第二加工区域22,预定完成的加工图案30跨越第一加工区域21与第二加工区域22。步骤S101:提供光源模组11用以提供光线照射待加工表面,其中光源模组11沿待加工表面的加工路径进行相对移动时提供光线以形成加工图案,加工路径包括位于第一加工区域的第一加工段以及位于第二加工区域的第二加工段,以及加工图案包括第一图案与相邻于第一图案的第二图案。在此步骤中,控制单元13控制光源模组11提供光线111以照射待加工表面20。
请继续参考图5并配合图1或图4,步骤S102:控制光源模组11沿第一加工段进行相对移动,并提供光线以于待加工表面形成第一图案。在此步骤中,镭射加工系统10中的光源模组11固定于移动机构12,移动机构12带动光源模组11在待加工表面20不移动的情形下沿第一加工段241呈现相对移动。而镭射加工系统10A中,工件200则设置于移动机构,也就是可移动式工件承载平台14,控制单元13控制可移动式工件承载平台14移动,以使光源模组11沿第一加工段相对移动。光源模组11并同时提供光线111以在第一加工区域21上形成第一图案31。
请继续参考图5并配合图1或图4,步骤S103:控制光源模组11沿连接第一加工段与第二加工段的连接段进行相对移动以使光源模组11相对移动至第二加工段,并控制光源模组11于连接段进行相对移动时不提供光线。在此步骤中,镭射加工系统10的光源模组11在完成第一加工段241上的加工作业后通过移动机构12改变移动方向,并沿连接段243进行相对移动,而镭射加工系统10A中,可移动式工件承载平台14在光源模组11完成第一加工段的加工作业后改变移动方向,以使光源模组11沿连接段进行相对移动。控制单元13还控制光源模组11在沿连接段243进行相对移动至第二加工段242时不提供光线111。
请继续参考图5并配合图1、图3与图4,步骤S104:控制光源模组11沿第二加工段进行相对移动,并提供光线以于待加工表面形成第二图案以完成加工图案。在此步骤中,镭射加工系统10的移动机构12带动光源模组11在待加工表面20不移动的情形下沿第二加工段242呈现相对移动;而镭射加工系统10A中,控制单元13控制可移动式工件承载平台14移动,以使光源模组11沿第二加工段进行相对移动。控制单元13还控制光源模组11同时提供光线111以在第二加工区域22上形成第二图案32,如此一来即可完成加工图案30的制作。
根据本发明步骤S101至步骤S104所制作完成的加工图案30中,图案相邻区33位于第一图案31与第二图案32之间且至少包含部分的第一图案31与部分的第二图案32,第一图案31在图案相邻区33中包括多个第一线段311,第二图案在图案相邻区33中包括多个第二线段321,每两个相邻的第一线段311的长度彼此不相同,每两个相邻的第二线段321的长度彼此不相同,其中各第一线段311远离第二图案32的一端构成图案相邻区33的第一边界312,各第二线段321远离第一图案31的一端构成图案相邻区33的第二边界322,以及各第一线段311的长度L311与邻接此第一线段311的第二线段321的长度L321总和等于间距D。本实施例的镭射加工方法所能够达到的技术效果与前述实施例大致相同,在此不再加以赘述。
综上所述,本发明揭示的镭射加工系统中,加工图案包括第一图案与相邻于第一图案的第二图案,光源模组11分别于第一加工段与第二加工段进行相对移动时提供光线以分别形成加工图案中的第一图案与第二图案,此外加工图案在图案相邻区内的各两相邻第一线段与各两相邻第二线段的长度不均等,如此一来在加工图案制作完成后可以减少第一图案与第二图案之间拆分位置的可视性,也能够增加整体镭射加工系统的加工效率,缩短镭射加工的时间。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 镭射加工系统及其镭射加工方法
- 用于光束抖动和刮削的镭射加工系统和方法