料笼插孔位姿检测方法及料笼搬运堆叠方法
文献发布时间:2023-06-19 09:47:53
技术领域
本发明涉及智能安全运输技术领域,特别是涉及一种料笼插孔位姿检测方法及料笼搬运堆叠方法。
背景技术
目前,市场上大多用自动导引运输车(Automated Guided Vehicle,简称AGV)来实现料笼的堆叠,AGV在堆叠料笼时,首先要检测到料笼的插孔位置,然后通过AGV上的货叉伸入到插孔中堆叠料笼。
现有的料笼插孔位姿检测技术方案,通常是将料笼信息录入到AGV中,通过激光扫描到料笼竖梁的大小,宽度匹配料笼信息,再计算插孔位姿或者先在料笼上粘贴录入了信息的二维码,然后通过读取粘贴在料笼上的二维码信息来计算插孔位姿;
然而当多种类型的料笼竖梁的尺寸大小不一样时,受传感器性能影响,传统方法的检测距离会受到限制,适用范围受限制,同时对于同一批次的料笼,料笼竖梁宽度一致,但插孔位置,宽度不一致,导致完全根据料笼类型推算插孔位姿不准确,准确率低,对于不同批次同一种类型的料笼规格不同,传统方法需要用设备录入二维码信息复杂不易操作,每台料笼都要录入信息,可维护性低,适应能力弱,且摄像头在检测二维码信息时,容易受周围环境影响,抗干扰能力差。
发明内容
基于此,有必要针对现有的料笼插孔位姿检测准确率低的问题,提供一种料笼插孔位姿检测方法及料笼搬运堆叠方法。
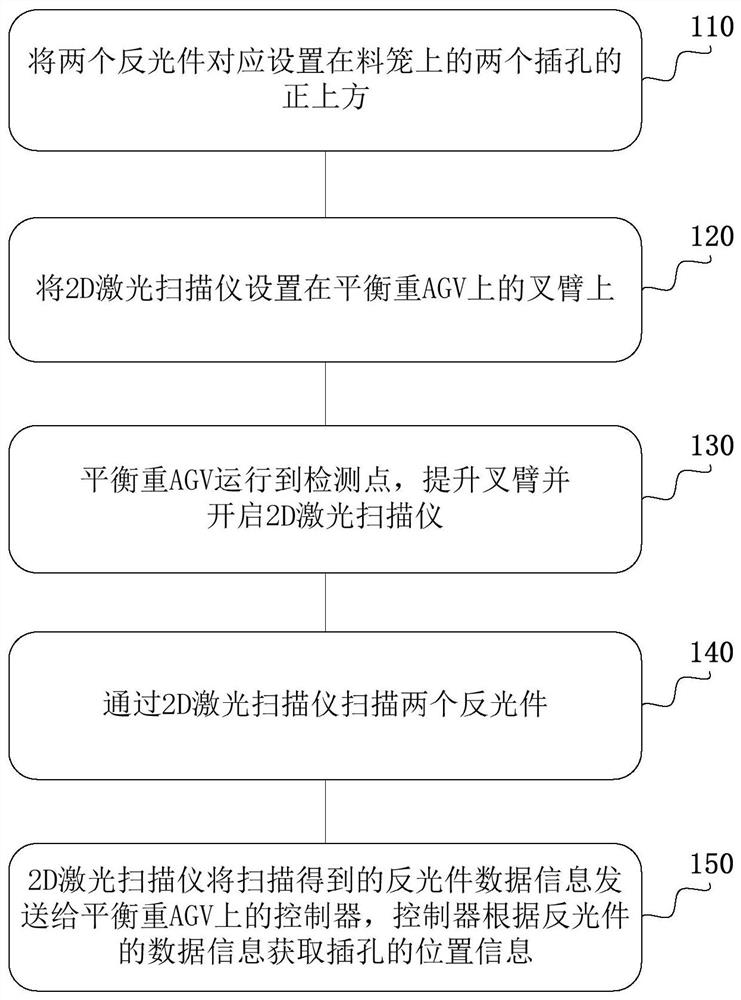
本发明提供了一种料笼插孔位姿检测方法,该方法包括:
将两个反光件对应设置在料笼上的两个插孔的正上方;
将2D激光扫描仪设置在平衡重AGV上的叉臂上;
所述平衡重AGV运行到检测点,提升所述叉臂并开启所述2D激光扫描仪,当所述2D激光扫描仪扫描到所述反光件时,所述叉臂停止运动;
通过所述2D激光扫描仪扫描两个所述反光件,计算出两个所述反光件之间的距离、所述2D激光扫描仪与所述反光件之间的距离以及所述反光件距离水平面的高度信息;
所述2D激光扫描仪将扫描得到的两个所述反光件之间的距离、所述2D激光扫描仪与所述反光件之间的距离以及所述反光件距离水平面的高度信息发送给所述平衡重AGV上的控制器,所述控制器根据所述反光件的数据信息获取所述插孔的位置信息。
上述料笼插孔位姿检测方法,通过检测反光件位置信息从而得到插孔的位置信息,整体检测结果准确率高,由于检测的不再是料笼竖梁,所以与料笼尺寸无关,也不会影响到检测距离;同时由于反光件是设置在料笼插孔的正上方,即使料笼规格发生变化,插孔位置变化检测结果依然只与检测到的反光件位置相关;进一步由于该检测方法只与反光件位置相关,所以不需要提前录入任何与料笼相关的参数,整体方法简单易用,可维护性强,且反光件是一种高反光材料,与周围环境区分度大,容易分辨,所以抗干扰能力强。
在其中一个实施例中,所述平衡重AGV运行到检测点,提升所述叉臂并开启所述2D激光扫描仪之后,该方法还包括:
当所述2D激光扫描仪没有扫描到所述反光件时,下降所述叉臂重新扫描。
在其中一个实施例中,所述反光件距离水平面的高度为:所述叉臂扫描到所述反光件时提升的高度。
在其中一个实施例中,所述控制器根据所述反光件的数据信息获取所述插孔的位置信息,包括:
所述控制器根据两个所述反光件之间的距离获取两个所述插孔之间的距离;
所述控制器根据所述2D激光扫描仪与所述反光件之间的距离获取所述插孔与所述叉臂的距离;
所述控制器根据所述反光件距离水平面的高度减去所述反光件的宽度获取所述插孔距离水平面的高度。
在其中一个实施例中,所述在将两个反光件对应设置在料笼上的两个插孔的正上方之前,该方法还包括:
将所述料笼放置在预设的水平台上。
在其中一个实施例中,所述反光件包括反光贴,所述反光贴粘贴在所述料笼上的插孔的正上方。
本发明还提供了一种料笼搬运堆叠方法,包括如本申请实施例描述中中任意一项所述的料笼插孔位姿检测方法,该方法还包括:
所述平衡重AGV控制所述叉臂插入到所述插孔内,同时提升所述叉臂;
开启所述2D激光扫描仪,所述2D激光扫描仪扫描另一个料笼的位置信息,并将扫描到的信息发送给所述控制器;
所述平衡重AGV运动到另一个料笼处,同时所述平衡重AGV控制所述叉臂将所述叉臂上的料笼堆叠到另一个料笼上。
在其中一个实施例中,所述2D激光扫描仪扫描另一个料笼的位置信息,包括:
判断所述2D激光扫描仪是否扫描到另一个料笼上的反光件位置信息,若没有扫描到所述另一个料笼上的反光件时,则下降所述叉臂重新扫描;
若扫描到另一个料笼上的反光件时,同时继续提升所述叉臂,当所述2D激光扫描仪扫描到另一个料笼的顶面时,所述叉臂停止运动,所述2D激光扫描仪将扫描到的另一个料笼上的反光件信息和另一个料笼的顶面信息发送给所述控制器。
在其中一个实施例中,所述将扫描到的信息发送给所述控制器,包括:
所述2D激光扫描仪将扫描到的另一个料笼上的反光件信息和另一个料笼的顶面信息发送给所述控制器之后。
在其中一个实施例中,所述平衡重AGV控制所述叉臂将所述叉臂上的料笼堆叠到另一个料笼上之后,该方法还包括:
平衡重AGV控制所述叉臂恢复到初始状态。
附图说明
图1为本发明一实施例提供的料笼插孔位姿检测的流程图;
图2为本发明一实施例提供的料笼示意图;
图3为本发明一实施例提供平衡重AGV运行轨迹示意图。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
如图1并结合图2、图3所示,本发明一实施例中,提供了一种料笼插孔位姿检测方法,该方法包括:
步骤110:将两个反光件03对应设置在料笼01上的两个插孔02的正上方;
步骤120:将2D激光扫描仪05设置在平衡重AGV04上的叉臂041上;
具体地,该2D激光扫描仪05与位于平衡重AGV上两个货叉042之间,且2D激光扫描仪与货叉位于同一水平面;
步骤130:平衡重AGV04运行到检测点,提升叉臂041并开启2D激光扫描仪05,当2D激光扫描仪05扫描到反光件时,叉臂041停止运动;
具体地,当平衡重AGV04运行到检测点时,平衡重AGV控制叉臂上升并开启2D激光扫描仪,当2D激光扫描仪扫描到反光件时,平衡重AGV控制叉臂停止运动;
步骤140:通过2D激光扫描仪05扫描两个反光件03,计算出两个反光件03之间的距离、2D激光扫描仪05与反光件03之间的距离以及反光件03距离水平面的高度信息;
具体地,通过2D激光扫描仪发出的红外激光脉冲探测到料笼01上的两个反光件03,2D激光扫描仪内的处理器就会自动计算出两个反光件03之间的距离;
通过2D激光扫描仪发出的红外激光脉冲从反光件折回的时间间隔,2D激光扫描仪内的处理器就会将时间数据转化成距离值,从而计算出2D激光扫描仪与反光件之间的距离;
通过平衡重AGV上的控制器记录叉臂扫描到反光件时提升的高度就可以得到反光件距离水平面的高度信息;
步骤150:2D激光扫描仪05将扫描得到的两个反光件03之间的距离、2D激光扫描仪与反光件之间的距离以及反光件距离水平面的高度信息发送给平衡重AGV04上的控制器,控制器根据上述数据信息获取插孔02的位置信息。
采用上述技术方案,通过检测反光件位置信息从而得到插孔的位置信息,整体检测结果准确率高,由于检测的不再是料笼竖梁,所以与料笼尺寸无关,也不会影响到检测距离;同时由于反光件是设置在料笼插孔的正上方,即使料笼规格发生变化,插孔位置变化检测结果依然只与检测到的反光件位置相关;进一步由于该检测方法只与反光件位置相关,所以不需要提前录入任何与料笼相关的参数,整体方法简单易用,可维护性强,且反光件是一种高反光材料,与周围环境区分度大,容易分辨,所以抗干扰能力强。
在一些实施例中,为了避免2D激光扫描仪没有检测到反光件,当本申请的平衡重AGV运行到检测点,提升叉臂并开启2D激光扫描仪之后,该方法还包括:
当2D激光扫描仪没有扫描到反光件时,下降叉臂重新扫描。
在一些实施例中,本申请中的控制器根据反光件的数据信息获取插孔的位置信息,包括:
控制器根据两个反光件之间的距离获取两个插孔之间的距离;
控制器根据2D激光扫描仪与反光件之间的距离获取插孔与叉臂的距离;
控制器根据反光件距离水平面的高度减去反光件的宽度获取插孔距离水平面的高度。
具体地,如图2所示,由于两个反光件03对应设置在两个插孔02的正上方,当通过2D激光扫描仪内的处理器计算出两个反光件03之间的距离时,该距离即为两个插孔的距离,此时2D激光扫描仪内的处理器将计算结果发送给平衡重AGV内的控制器,控制器即可得到两个插孔之间的距离;
如图3所示,由于2D激光扫描仪设置在叉臂上,反光件设置在插孔的正上方,因此,2D激光扫描仪与反光件之间的距离就等于叉臂与插孔之间的距离,当2D激光扫描仪内的处理器计算出2D激光扫描仪与反光件之间的距离后,2D激光扫描仪将处理器计算的结果发送给平衡重AGV内的控制器,控制器即可得到叉臂与插孔之间的距离;
由于平衡重AGV上的控制器记录的叉臂扫描到反光件时提升的高度等于反光件距离水平面的高度,同时反光件的宽度为已知量,当需要计算插孔距离水平面的高度时,只需要通过控制器根据反光件距离水平面的高度减去反光件的宽度即可获取插孔距离水平面的高度。
在一些实施例中,为了方便插取料笼,如图3所示,本申请在将两个反光件对应设置在料笼上的两个插孔的正上方之前,该方法还包括:将料笼放置在预设的水平台07上。
在一些实施例中,本申请中的反光件包括反光贴,该反光贴粘贴在料笼上的插孔的正上方。
需要说明的是,本申请实施例中反光件为反光贴的材质仅为示例,在其他可替代的方案中,也可以采用其它材质,例如,反光件为反光镜。本申请对反光件的具体材质不作特殊限制,只要上述材质能实现本申请的目的便可。
本发明还提供了一种料笼搬运堆叠方法,包括如本申请实施例描述中任意一项的料笼插孔位姿检测方法如图3所示,该方法还包括:
平衡重AGV04控制叉臂041运行到料笼01处,并控制叉臂041上的货叉042插入到插孔02内,同时提升叉臂041;
然后再开启2D激光扫描仪,2D激光扫描仪扫描另一个料笼06上的反光件位置信息。
其中,2D激光扫描仪扫描另一个料笼上的反光件位置信息,包括:判断2D激光扫描仪是否扫描到另一个料笼上的反光件位置信息,若没有扫描到另一个料笼上的反光件时,则下降叉臂重新扫描;若扫描到另一个料笼上的反光件时,同时继续提升叉臂,当2D激光扫描仪扫描到另一个料笼的顶面时,叉臂停止运动,2D激光扫描仪将扫描到的另一个料笼上的反光件信息和另一个料笼的顶面信息发送给控制器。
2D激光扫描仪将扫描到的另一个料笼上的反光件信息和另一个料笼的顶面信息发送给控制器之后,如图3所示,平衡重AGV运动到另一个料笼06处,同时平衡重AGV控制叉臂将叉臂上的料笼01堆叠到另一个料笼06上。
在一些实施例中,当平衡重AGV控制叉臂将叉臂上的料笼堆叠到另一个料笼上之后,该方法还包括:平衡重AGV控制所述叉臂恢复到初始状态。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 料笼插孔位姿检测方法及料笼搬运堆叠方法
- 一种汽车零部件搬运料笼