一种汽车车灯的灯罩的自动化加工机构
文献发布时间:2023-06-19 09:49:27
技术领域
本发明涉及灯具加工领域,特别涉及一种汽车车灯的灯罩的自动化加工机构。
背景技术
随着工业技术的发展,现代的汽车制造技术越来越成熟,汽车在夜间行驶的过程中,汽车车灯是一种必不可少的零部件,现代社会的汽车都是批量生产,那么汽车内的车灯也需要批量生产,现在的汽车车灯在生产的时候还需要工作人员手动产;工作人员手动参与生产车灯的时候,容易出现操作不规范导致车灯加工不合格,而且人工操作还会浪费很多的时间,降低了工作效率,给车灯喷漆的时候,喷出的漆料还容易飞出来污染工人的操作环境,这就会对工作人员的身体造成一定的危害。
发明内容
本发明的目的在于针对现有技术的不足,提供一种汽车车灯的灯罩的自动化加工机构,该装置在使用的时候,把待处理的灯具放在传送带上,运料电机通过锥齿轮组带动两个传送带同时运转,提升液压缸把弯折架和夹持组件放下去,然后夹持气缸气缸的输出端伸张,此时夹持气缸输出端的十字架会带动四个扭转杆同步旋转,直到四个挂钩扣住车灯罩的内侧壁,然后提升液压缸再次带动弯折架和夹持组件升起来,然后减速电机通过减速齿轮带动齿轮盘旋转,齿轮盘通过槽口架带动夹持组件在弯折架内运行,实现了自动更换夹持组件和待处理灯罩的功能。
为解决上述问题,本发明提供以下技术方案:一种汽车车灯的灯罩的自动化加工机构,包括弯折架,所述弯折架的路径呈L形状,且弯折架固定安装,所述弯折架的内侧设置有弯折滑行槽,且弯折滑行槽的两侧均设置有承重片,承重片的上方固定安装有提升液压缸,提升液压缸的输出端安装有提升杆,提升杆的底端和承重片固定连接,所述弯折架的下方设置有夹持组件,且夹持组件的下方设置有上料组件和下料组件,所述上料组件和下料组件均设置有两个运料轴座,运料轴座固定安装,运料轴座的一侧安装有传动辊,传动辊和运料轴座旋转连接,两个传动辊之间通过传送带连接,所述传动辊的一端安装有联动杆,联动杆从运料轴座中穿过,联动杆的端头固定安装有锥齿轮组,锥齿轮组相互啮合,其中一个传动辊安装在运料电机的输出端上,运料电机的输出端穿过运料轴座和传动辊连接。
进一步,所述夹持组件包括顶框,顶框的下方设置有底框,所述顶框和底框之间通过连接架连接,顶框的顶端设置有两个滑行圆杆,两个滑行圆杆的顶端安装有顶片,其中一个顶片的顶端设置有推行杆,两个滑行圆杆穿插在弯折滑行槽的内侧,顶片的底端贴合弯折架的顶面。
进一步,所述弯折架的上方设置有平面轴座,平面轴座固定安装,平面轴座的底端安装有齿轮盘,齿轮盘和平面轴座旋转连接,齿轮盘的一侧安装有减速齿轮,减速齿轮和齿轮盘相互啮合,减速齿轮安装在减速电机的输出端上,减速电机固定安装,齿轮盘的底端安装有槽口架,推行杆穿插在槽口架的内侧。
进一步,所述底框的外侧固定安装有四个固定铰接块,且固定铰接块的内侧安装有扭转杆,扭转杆的中间和固定铰接块铰接,扭转杆的底端设置有挂钩,顶框的底端固定安装有夹持气缸,夹持气缸的输出端安装有十字杆,十字杆上套装有方套,方套和十字杆滑动连接,所述扭转杆的顶端设置有移动铰接块,移动铰接块和扭转杆的顶端铰接,移动铰接块和方套固定连接。
进一步,所述弯折架的下方安装有两个固定导轨,两个固定导轨固定安装,固定导轨上安装有两组滑块,两组滑块和固定导轨滑动连接,两组滑块的顶端分别固定安装有攻槽组件和喷漆组件,攻槽组件的一侧设置有挂扣,喷漆组件的一侧设置有和挂扣相匹配的挂杆,挂杆穿插在挂扣的内侧。
进一步,所述固定导轨的中间安装有运载电机,且运载电机的输出端安装有螺纹杆,攻槽组件的底端设置有和螺纹杆相匹配的螺母块。
进一步,所述攻槽组件包括第一载物台,第一载物台的顶端安装有立板,立板的顶端设置有弧形架,所述弧形架的内侧安装有圆弧片,圆弧片和弧形架滑动连接,所述圆弧片的两侧均设置有限位片,且圆弧片的一侧设置有延伸板,延伸板的顶端安装有钻机,钻机的输出端安装有钻杆。
进一步,所述立板的一侧安装有往返电机,往返电机的输出端安装有直线槽架,圆弧片的一侧设置有穿插圆杆,穿插圆杆穿插在直线槽架的内侧,穿插圆杆和直线槽架滑动连接。
进一步,所述喷漆组件包括第二载物台,第二载物台的顶端固定安装有两个喷漆轴座,喷漆轴座的中间安装有弯曲喷管,弯曲喷管的两端设置有穿插在喷漆轴座内侧的圆杆,弯曲喷管安装在扭转电机的输出端上,扭转电机的输出端穿过喷漆轴座和弯曲喷管连接。
进一步,所述第二载物台的一侧安装有水泵,且第二载物台的另一侧安装有水箱,水泵的输入端通过连接管和水箱连接,水泵的输出端安装有软管,软管的端头和弯曲喷管接通。
本发明的有益效果:
其一,该装置在使用的时候,把待处理的灯具放在传送带上,运料电机通过锥齿轮组带动两个传送带同时运转,提升液压缸把弯折架和夹持组件放下去,然后夹持气缸气缸的输出端伸张,此时夹持气缸输出端的十字架会带动四个扭转杆同步旋转,直到四个挂钩扣住车灯罩的内侧壁,然后提升液压缸再次带动弯折架和夹持组件升起来,然后减速电机通过减速齿轮带动齿轮盘旋转,齿轮盘通过槽口架带动夹持组件在弯折架内运行,实现了自动更换夹持组件和待处理灯罩的功能;
其二,弯折架的弯折处就是加工的工位,运载电机通过丝杆带动攻槽组件和喷漆组件移动,那么攻槽组件和喷漆组件可以轮换到达弯折架下方的加工工位,喷漆组件中的水泵收取水箱内的喷漆液压紧喷管内,喷管在喷漆的同时,扭转电机也在带动喷管往复旋转,攻槽组件中的往返电机通过直线槽架带动圆弧片在弧形架内移动,那么钻机和弧形架的运动轨迹呈圆弧形,便于自动开槽。
附图说明
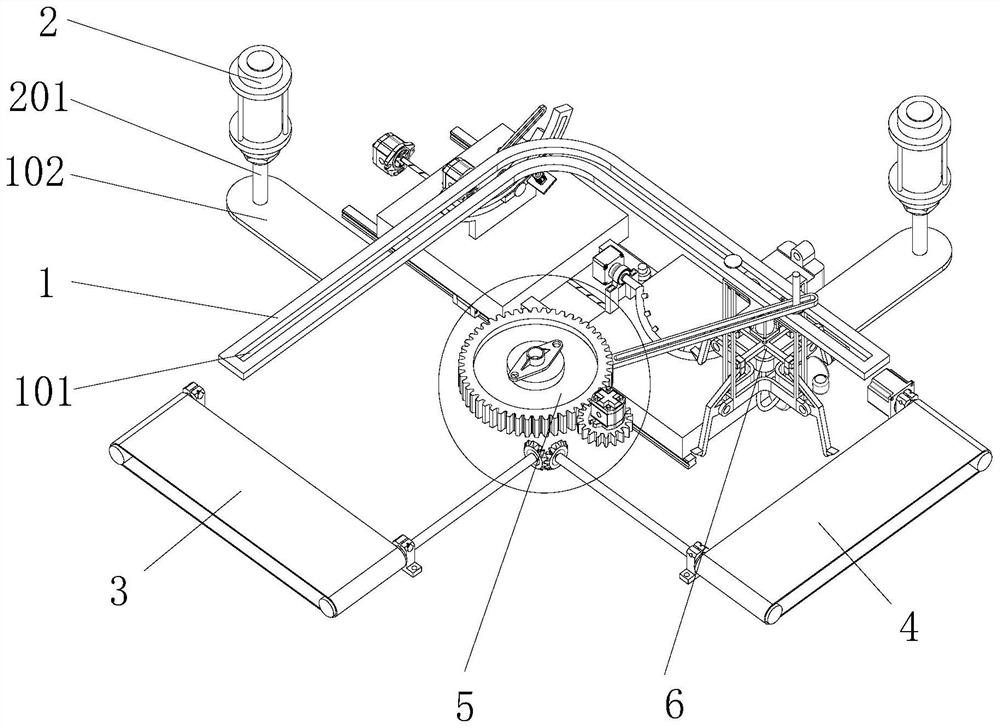
图1为汽车车灯的灯罩的自动化加工机构正视的示意图。
图2为汽车车灯的灯罩的自动化加工机构侧视的示意图。
图3为汽车车灯的灯罩的自动化加工机构夹持组件的示意图。
图4为汽车车灯的灯罩的自动化加工机构齿轮盘的示意图。
图5为汽车车灯的灯罩的自动化加工机构固定导轨的示意图。
图6为汽车车灯的灯罩的自动化加工机构上料组件的示意图。
图7为汽车车灯的灯罩的自动化加工机构喷漆组件的示意图。
图8为汽车车灯的灯罩的自动化加工机构攻槽组件的示意图。
附图标记说明:
1-弯折架,101-弯折滑行槽,102-承重片,2-提升液压缸,201-提升杆,3-上料组件,301-运料轴座,302-传动辊,303-传送带,304-联动杆,305-锥齿轮组,306-运料电机,4-下料组件,5-齿轮盘,501-平面轴座,502-槽口架,503-减速电机,504-减速齿轮,6-夹持组件,601-顶框,602-底框,603-连接架,604-滑行圆杆,605-顶片,606-推行杆,607-夹持气缸,608-十字杆,609-方套,610-扭转杆,611-移动铰接块,612-固定铰接块,613-挂钩,7-固定导轨,8-滑块,9-攻槽组件,901-第一载物台,902-立板,903-弧形架,904-圆弧片,905-延伸板,906-钻机,907-钻杆,908-限位片,909-穿插圆杆,910-往返电机,911-直线槽架,10-喷漆组件,1001-第二载物台,1002-喷漆轴座,1003-弯曲喷管,1004-扭转电机,1005-水泵,1006-水箱,1007-连接管,1008-软管,11-运载电机,12-螺纹杆,13-挂扣,14-挂杆。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1至图8所示的一种汽车车灯的灯罩的自动化加工机构,包括弯折架1,所述弯折架1的路径呈L形状,且弯折架1固定安装,所述弯折架1的内侧设置有弯折滑行槽101,且弯折架的相对两端均设置有承重片102,每个承重片102的上方固定安装有提升液压缸2,提升液压缸2的输出端安装有提升杆201,提升杆201的底端和承重片102固定连接,所述弯折架1的下方设置有夹持组件6,且夹持组件6的下方设置有上料组件3和下料组件4,所述上料组件3和下料组件4均设置有两个运料轴座301,运料轴座301固定安装,运料轴座301的一侧安装有传动辊302,传动辊302和运料轴座301旋转连接,上料组件/下料组件的两个传动辊302之间通过传送带303套设连接,上料组件/下料组件的其中一个传动辊302的一端安装有联动杆304,联动杆304从运料轴座301中穿过,联动杆304的端头固定安装有锥齿轮组305,上料组件的锥齿轮组与下料组件的锥齿轮组305相互啮合,其中上料组件的一个传动辊302安装在运料电机306的输出端上,运料电机306的输出端穿过运料轴座301和传动辊302连接,运料电机306通过锥齿轮组305同时带动上料组件3和下料组件4运转,上料组件3和下料组件4只需要一个运料电机306动力源,提升液压缸2的提升杆201可以带动弯折架1和夹持组件6上升或者下降,待处理的的灯罩从上料组件3上去,灯罩处理完之后会从下料组件4下来。
夹持组件6包括顶框601,顶框601的下方设置有底框602,所述顶框601和底框602之间通过连接架603连接,顶框601的顶端设置有两个滑行圆杆604,两个滑行圆杆604的顶端均安装有顶片605,其中一个顶片605的顶端设置有推行杆606,两个滑行圆杆604均穿插在弯折滑行槽101的内侧,顶片605的底端贴合弯折架1的顶面,夹持组件6中的两个滑行圆杆604会沿着弯折滑行槽101滑行,夹持组件6会沿着弯折滑行槽101在上料组件3和下料组件4位移,便于自动更换工位。
弯折架1的上方设置有平面轴座501,平面轴座501固定安装,例如通过安装架与弯折架固定连接。平面轴座501的底端安装有齿轮盘5,齿轮盘5和平面轴座501旋转连接,齿轮盘5的一侧安装有减速齿轮504,减速齿轮504和齿轮盘5相互啮合,减速齿轮504安装在减速电机503的输出端上,减速电机503固定安装,齿轮盘5的底端安装有槽口架502,槽口架的一端固定于齿轮盘的底面,另一端延伸至弯折架上。推行杆606穿插在槽口架502的内侧,减速电机503通过减速齿轮504带动齿轮盘5旋转,齿轮盘5底端的槽口架502带动推行杆606移动,那么夹持组件6会跟随推行杆606同步移动。
底框602为十字形,底框的外侧固定安装有四个固定铰接块612,且每个固定铰接块612的内侧安装有扭转杆610,扭转杆610的中部和固定铰接块612铰接,扭转杆610的底端设置有挂钩613,顶框601的底端固定安装有夹持气缸607,夹持气缸607的输出端安装有十字杆608,十字杆608的外侧套装有四个方套609,四个方套609分别与十字杆608的四个端部滑动连接,每个扭转杆610的顶端设置有移动铰接块611,移动铰接块611和扭转杆610的顶端铰接,移动铰接块611和方套609固定连接,夹持组件6在夹持灯罩的时候,两个提升液压缸带动弯折架1和夹持组件6先落下来,然后夹持气缸607输出端的十字杆608向下移动,使得四个扭转杆进入灯罩的内侧,此时的扭转杆610会绕着固定铰接块612旋转,直到四个挂钩613向外翘起并插进灯罩的内壁。
弯折架1的下方安装有两个固定导轨7,两个固定导轨7固定安装,两个固定导轨7上安装有两组滑块8,两组滑块8和固定导轨7滑动连接,两组滑块8的顶端分别固定安装有攻槽组件9和喷漆组件10,攻槽组件9的一侧设置有挂扣13,喷漆组件10的一侧设置有和挂扣13相匹配的挂杆14,挂杆14穿插在挂扣13的内侧,攻槽组件9和喷漆组件10通过挂杆14和挂扣13连接,便于攻槽组件9和喷漆组件10之间拆卸。
两个固定导轨7之间设置有运载电机11,且运载电机11的输出端安装有螺纹杆12,攻槽组件9的底端设置有和螺纹杆12相螺合的螺母块,运载电机11通过螺纹杆12带动攻槽组件9和喷漆组件10往复移动,攻槽组件9和喷漆组件10在固定导轨7上往复滑行,攻槽组件9和喷漆组件10可以轮换到达加工工位。
攻槽组件9包括第一载物台901,第一载物台901的顶端安装有立板902,立板902的顶端设置有弧形架903,所述弧形架903的内侧安装有圆弧片904,圆弧片904和弧形架903滑动连接,所述圆弧片904的相对两端均设置有限位片908,且圆弧片904背离限位片的一侧设置有延伸板905,延伸板905的顶端安装有钻机906,钻机906的输出端安装有钻杆907。
立板902的一侧设置有往返电机910,往返电机910的输出端安装有直线槽架911,圆弧片904的中部凸设有穿插圆杆909,穿插圆杆909穿插在直线槽架911的内侧,穿插圆杆909和直线槽架911滑动连接,往返电机910带动直线槽架911往复扭转,那么圆弧片904也会沿着弧形架903滑行,延伸板905一侧的钻机906会和圆弧片904同步位移,那么钻机906和钻杆907的运动轨迹和灯罩的轮廓相匹配,实现了自动攻槽的功能。
喷漆组件10包括第二载物台1001,第二载物台1001的顶端固定安装有两个喷漆轴座1002,两个喷漆轴座1002之间安装有弯曲喷管1003,弯曲喷管1003的两端设置有穿插在喷漆轴座1002内侧的圆杆,弯曲喷管1003安装在扭转电机1004的输出端上,扭转电机1004的输出端穿过喷漆轴座1002和弯曲喷管1003的一个圆杆连接。
第二载物台1001的一侧安装有水泵1005,且第二载物台1001的另一侧安装有水箱1006,水泵1005的输入端通过连接管1007和水箱1006连接,水泵1005的输出端安装有软管1008,软管1008的端头和弯曲喷管1003远离扭转电机一端的圆杆接通,圆杆内形成有与弯曲喷管内腔连通的通孔,水泵1005抽取水箱1006内的喷漆液体压进弯曲喷管1003内,弯曲喷管1003在喷漆的同时也在绕着喷漆轴座1002旋转。
在使用时,运料电机306通过锥齿轮组305同时带动上料组件3和下料组件4运转,上料组件3和下料组件4只需要一个运料电机306动力源,提升液压缸2的提升杆201可以带动弯折架1和夹持组件6上升或者下降,待处理的的灯罩从上料组件3上去,灯罩处理完之后会从下料组件4下来,夹持组件6中的两个滑行圆杆604会沿着弯折滑行槽101滑行,夹持组件6会沿着弯折滑行槽101在上料组件3和下料组件4位移,便于自动更换工位,减速电机503通过减速齿轮504带动齿轮盘5旋转,齿轮盘5底端的槽口架502带动推行杆606移动,那么夹持组件6会跟随推行杆606同步移动,夹持组件6在夹持灯罩的时候,弯折架1和夹持组件6先落下来,然后夹持气缸607输出端的十字杆608向下移动,此时的扭转杆610会绕着固定铰接块612旋转,直到挂钩613插进灯罩的内壁,攻槽组件9和喷漆组件10通过挂杆14和挂扣13连接,便于攻槽组件9和喷漆组件10之间拆卸,运载电机11通过螺纹杆12带动攻槽组件9和喷漆组件10往复移动,攻槽组件9和喷漆组件10在固定导轨7上往复滑行,攻槽组件9和喷漆组件10可以轮换到达加工工位,往返电机910带动直线槽架911往复扭转,那么圆弧片904也会沿着弧形架903滑行,延伸板905一侧的钻机906会和圆弧片904同步位移,那么钻机906和钻杆907的运动轨迹和灯罩的轮廓相匹配,实现了自动攻槽的功能,水泵1005抽取水箱1006内的喷漆液体压进弯曲喷管1003内,弯曲喷管1003在喷漆的同时也在绕着喷漆轴座1002旋转。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
- 一种汽车车灯的灯罩的自动化加工机构
- 一种汽车灯罩的安装机构及安装方法