一种口罩生产设备及防护口罩
文献发布时间:2023-06-19 09:49:27
技术领域
本申请涉及防护用品生产技术领域,尤其是涉及一种口罩生产设备及防护口罩。
背景技术
目前, 口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫、病毒等物质的作用,以纱布或纸等材料做成。口罩对进入肺部的空气有一定的过滤作用,在呼吸道传染病流行时,在粉尘等污染的环境中作业时,戴口罩具有非常好的作用。口罩可分为空气过滤式口罩和供气式口罩。
现有专利公告号:CN111557516A《平面口罩、口罩生产设备及生产方法》公开了一种平面口罩、口罩生产设备及生产方法,包括机架、设置在机架上、对口罩单体贴脸部位进行贴膜的口罩贴膜装置,口罩贴膜装置位于口罩单体形成步骤后、下料码垛步骤前的位置处,机架上沿着生产线流水方向设置有传送组件,口罩单体通过传送组件在机架上进行连续传输,口罩贴膜装置包括:固定在机架上的工作台;转动连接在工作台承载面上的膜体卷;安装在工作台承载面上的膜传输组件;安装在工作台承载面上的膜贴合组件;以及设置在膜贴合组件底部的消毒组件,传送组件设置在工作台承载面上。
上述中的现有技术方案存在以下缺陷:在日益注重卫生健康的今天,我国国民对于口罩的需求急剧增加,这也就给口罩的生产厂家提出了新的难题,如何在保证质量的情况下提高生产效率,上述方案中口罩的生产效率较低,并不适用于生产厂家。
发明内容
为了提高口罩的生产效率,本申请提供一种口罩生产设备及防护口罩。
第一方面,本申请提供一种口罩生产设备:
一种口罩生产设备,包括布料放卷机构、折叠机构和耳带熔接剪切机构,所述布料放卷机构包括多根卷绕有熔喷无纺布的卷绕辊以及多组供熔喷无纺布绕出的导出辊组,所述折叠机构包括两根呈水平布置且供熔喷无纺布穿过的折叠辊、同轴设置于所述折叠辊上的两组呈锥形的折叠轮、设置于所述折叠辊远离所述放卷机构一侧的压叠斜板,两组所述折叠轮朝向相反,所述耳带熔接剪切机构包括供耳带线卷绕的线辊、将耳带向一侧水平牵出牵线夹、位于所述牵线夹一侧的剪切气缸、位于所述剪切气缸和所述牵线夹之间将耳带夹取至口罩半成品两端的夹头、竖直滑移设置于口罩半成品上侧将口罩半成品和耳带固定的超声波焊接杆,所述耳带熔接剪切机构和所述折叠机构之间设置有将熔喷无纺布切断成大小均匀的切断刀。
通过采用上述技术方案,当通过该口罩生产设备生产口罩时,将成卷状的熔喷无纺布直接固定在卷绕辊上,将多卷熔喷无纺布展开后由导出辊组引出,使得熔喷无纺布直接从两根折叠辊之间穿过,在两组折叠轮的作用下,熔喷无纺布被辊压呈连续相接的倾斜“V”型,此时熔喷无纺布继续移动,在压叠斜板的作用下,熔喷无纺布直接被挤压呈中部呈折叠状,然后在切断刀的作用下,熔喷无纺布被切断成大小相同的口罩半成品,口罩半成品移动至耳带熔接剪切机构处,牵线夹夹取耳带线向一侧移动,夹头将耳带线夹住后,剪切气缸将耳带线夹断,此时夹头将切断的耳带线抵至口罩半成品的上端,超声波焊接杆下移至将耳带线同口罩半成品抵紧并进行超声波焊接,此时耳带线固定在口罩半成品两端,与此同时牵线夹继续夹取耳朵线,准备下一次生产。该方案根据口罩的生产工序通过多种机构依次作业,从而将熔喷无纺布生产成成品口罩,从而加快了口罩的生产效率。
优选的,所述折叠机构在远离所述布料放卷机构的一端设置有将多层熔喷无纺布压实的加压辊组,所述加压辊组和所述折叠机构之间设置有将折叠后的熔喷无纺布固定的固定辊,所述固定辊两端周侧设置有多圈凸齿圈,所述固定辊周侧设置有凸齿条。
通过采用上述技术方案,口罩由多层熔喷无纺布制成,而多层熔喷无纺布之间相互独立,使得这样制成的口罩中熔喷无纺布可能会出现质量问题,该方案通过设置加压辊组,将多层熔喷无纺布进行压制,使得多层熔喷无纺布之间结合的更加紧密,再通过凸齿圈将口罩半成品的两端进行轧制,从而使得口罩无法由两侧端进行分层拆开,同时通过凸齿条将口罩的另外两侧端进行轧制,从而使得整个口罩无法从侧端进行拆层,从而在保证口罩的生产效率的同时,保证口罩的质量。
优选的,所述耳带熔接剪切机构设置有两组,所述加压辊组远离所述折叠机构的一侧设置有两条各对应于所述耳带熔接剪切机构的输送带,所述输送带和所述加压辊组之间设置有将熔喷无纺布片分选输送至所述输送带上的分选组件。
通过采用上述技术方案,当熔喷无纺布从卷绕辊上滚出时,因后续步骤中的折叠、切断、压紧和轧制等过程都能够以较快的速度进行,使得耳带熔接剪切机构的处理速度并不能跟上前期步骤,从而影响生产效率,该方案中在生产设备中增加两组耳带熔接剪切机构,并通过两条输送带进行输线,同时通过分选组件将口罩半成品分送至两条输送带上,从而使得后期生产步骤可以跟上前期生产步骤的速度,从而不浪费设备的性能,提高生产效率。
优选的,所述分选组件包括呈水平设置的分选架、转动设置于所述分选架上的两组“L”型拨杆,两组所述“L”型拨杆之间对齐于所述加压辊组,两组所述“L”型拨杆外侧对齐于两条所述输送带,所述分选组件还包括将位于所述分选架远离所述输送带一侧的顶出气缸。
通过采用上述技术方案,口罩半成品一片一片的从加压辊组内移动出来后直接移动至两组“L”型拨杆之间,此时,一组“L”型拨杆转动,从而将一片口罩半成品直接拨动至“L”型拨杆外侧,此时顶出气缸的活塞杆顶出,将口罩半成品从分选架上直接顶出至输送带上,而另一片口罩半成品移动至两“L”型拨杆之间后,另一组“L”型拨杆转动,从而进行下一次分选。该方案使得口罩半成品的分选更加方便,更加快速,且出错率较低。
优选的,所述耳带熔接剪切机构还包括供口罩半成品单独放置运输的输送轨,所述输送轨两侧水平设置有移动气缸,所述移动气缸的活塞杆前端设置有滑座,所述滑座上端设置有拇指气缸,所述牵线夹固定于所述拇指气缸的活塞杆上,所述移动气缸和所述剪切气缸之间设置有供所述滑座滑移的滑轨。
通过采用上述技术方案,牵线夹夹取耳带线时,牵线夹的位置需要非常准确,一旦没有夹取到耳带线,将会使得一个口罩半成品再次进行熔接耳带,从而重复工作,降低生产效率,严重时可能会使得口罩半成品直接报废,该方案通过移动气缸控制滑座移动,同时通过滑轨对滑座进行限位,从而使得滑座水平滑移时更加稳定,更加准确。
优选的,所述输送轨上侧设置有安装架,所述安装架上竖直设置有第一气缸和第二气缸,所述超声波焊接杆固定于所述第一气缸的活塞杆下端,所述第二气缸的活塞杆下端设置有安装框,所述安装框侧端水平设置有驱动气缸,所述驱动气缸的活塞杆上设置有双面齿条,所述安装框中部转动设置有两个同所述双面齿条相啮合的齿轮,所述齿轮的下端固定有竖直向下的手指气缸,所述夹头固定于所述手指气缸的活塞杆上。
通过采用上述技术方案,安装架上的第二气缸的活塞杆下移,此时夹头可以直接夹住耳带线,当夹持住已经被剪断的耳带线后,第二气缸的活塞杆回缩,当回缩至指定的位置后,驱动气缸的活塞杆伸出,使得双面齿条带动齿轮转动,从而带动手指气缸转动,此时手指气缸的活塞杆前端的夹头转动至口罩半成品的上侧,第一气缸的活塞杆竖直向下移动,使得超声波焊接杆的下端抵住耳带线至口罩半成品的两端并进行焊接。该方案中通过一双面齿条驱动齿轮转动,从而使得下端的手指气缸的转动角度同步进行,从而使得夹头夹持耳带线时更加准确,提高了口罩的成品率。
优选的,所述安装架下端中部竖直设置有定位气缸,所述定位气缸的活塞杆的下端设置有将口罩半成品夹紧于所述输送轨上的定位板。
通过采用上述技术方案,当夹头在将耳带线直接转动移动至口罩半成品两端上侧时,可能会碰触到口罩半成品,最后导致耳带线焊接的位置不够准确,甚至无法焊接到口罩半成品的两端,该方案中通过定位气缸活塞杆前端的定位板将口罩半成品进行定位,此时在对耳带进行焊接将会比较准确,降低口罩的残次品率。
优选的,所述输送轨末端设置有下料组件,所述下料组件包括承接于所述输送轨并将口罩夹持输送的输送条带组、位于所述输送条带组上侧将口罩向下顶离所述输送条带组的下料气缸、位于所述输送条带组下侧承接口罩并将口罩向一侧输送的下料带。
通过采用上述技术方案,口罩半成品两端粘接完耳带后,已经成为了可以正常使用的口罩,此时需要将口状进行包装,而人工一片一片的进行叠放包装将会比较麻烦,该方案中通过输送条带组将口罩夹持输送至一端,由下料气缸将口罩从输送条带组上顶落至下料带上,当多片口罩在下料带上叠放后,下料带向一侧输送,此时便可人工进行包装,更加方便,生产效率更高。
优选的,所述耳带熔接剪切机构一端设置有铭牌压印组件,所述铭牌压印组件包括支撑架、设置于所述支撑架上端且活塞杆竖直向下的压印气缸、设置于所述压印气缸的活塞杆下端的压印板。
通过采用上述技术方案,当口罩半成品在焊接完耳带后,直接移动至铭牌压印组件处,压印气缸的活塞杆下移,使得压印板抵接在口罩半成品一端面,从而将品牌名称或者商标符号压印至口罩上,从而使得每一片口罩出厂时都携带品牌名称或者商标符号,该方案采用压印的方式,在不影响口罩正常使用的同时,避免了涂料的使用,更加健康环保。
第二方面,本申请提供一种防护口罩:
一种防护口罩,包括口罩本体,所述口罩本体中部呈折叠状,所述口罩本体两侧端粘接有耳挂。
通过采用上述技术方案,该种防护口罩方便生产,结构简单,方便使用,适用于流水线生产,提高生产效率。
综上所述,本申请的有益技术效果为:
1.通过将熔喷无纺布原材料放置在卷绕辊上,再通过导出辊组引出,使得熔喷无纺布直接从两根折叠辊之间穿过,在两组折叠轮的作用下,熔喷无纺布被辊压呈连续相接的倾斜“V”型,此时熔喷无纺布继续移动,在压叠斜板的作用下,熔喷无纺布直接被挤压呈中部呈折叠状,然后在切断刀的作用下,熔喷无纺布被切断成大小相同的口罩半成品,口罩半成品移动至耳带熔接剪切机构处进行耳带的焊接,使得口罩的生产呈流水线作业,生产效率更高;
2.通过在生产设备中增加两组耳带熔接剪切机构,并通过两条输送带进行输线,同时通过分选组件将口罩半成品分送至两条输送带上,从而使得后期生产步骤可以跟上前期生产步骤的速度,从而不浪费设备的性能,提高生产效率;
3.通过移动气缸控制滑座移动,同时通过滑轨对滑座进行限位,从而使得滑座水平滑移时更加稳定,更加准确,同时通过一双面齿条驱动齿轮转动,从而使得下端的手指气缸的转动角度同步进行,从而使得夹头夹持耳带线时更加准确,提高了口罩的成品率。
附图说明
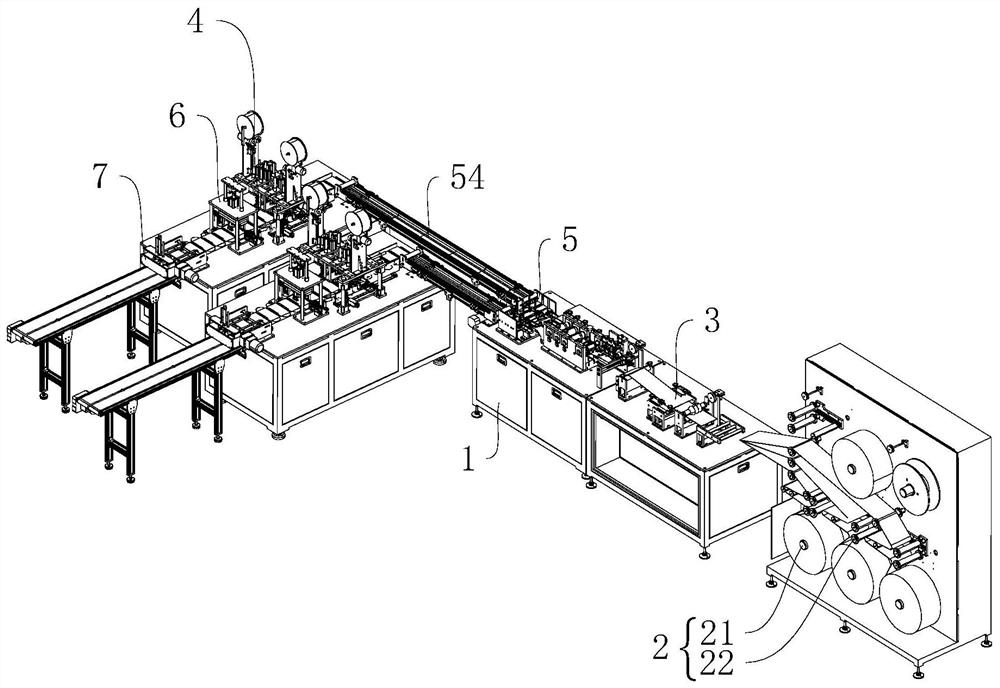
图1为口罩生产设备的结构示意图;
图2为折叠机构、加压辊组和分选组件的结构示意图;
图3为图2的A处放大图;
图4为图2的B处放大图;
图5为耳带熔接剪切机构的结构示意图;
图6为图5的C处放大图;
图7为耳带熔接剪切机构另一视角的结构示意图;
图8为图7的D处放大图;
图9为铭牌压印组件和下料组件的结构示意图;
图10为图9的F放大图。
图中:1、机架;2、布料放卷机构;21、卷绕辊;22、导出辊组;3、折叠机构;31、折叠辊;32、折叠轮;33、压叠斜板;34、加压辊组;35、固定辊;351、凸齿圈;352、凸齿条;36、切断刀;4、耳带熔接剪切机构;41、输送轨;42、安装架;421、第一气缸;4211、超声波焊接杆;422、第二气缸;4221、安装框;4222、驱动气缸;4223、双面齿条;4224、齿轮;4225、手指气缸;4226、夹头;43、定位气缸;431、定位板;44、线辊;45、引线架;46、移动气缸;461、滑轨;462、滑座;463、拇指气缸;464、牵线夹;47、剪切气缸;5、分选组件;51、分选架;52、“L”型拨杆;53、顶出气缸;54、输送带;6、铭牌压印组件;62、支撑架;63、压印气缸;64、压印板;7、下料组件;71、下料架;72、输送条带组;73、下料气缸;74、下料带;8、口罩本体;81、耳挂。
具体实施方式
以下结合附图1-10对本申请作进一步详细说明。
参见图1,一种口罩生产设备,包括机架1、设置于机架1上的布料放卷机构2、折叠机构3和耳带熔接剪切机构4。
布料放卷机构2包括三根通过转轴水平转动连接于机架1侧端的卷绕辊21、以及通过转轴水平转动连接在机架1侧端的三组导出辊组22,三根卷绕辊21位于同一水平面,三组导出辊组22各位于一根卷绕辊21的上侧。熔喷无纺布卷直接同轴套设在卷绕辊21上,熔喷无纺布卷的一头引出后直接缠绕至导出辊组22上,并向折叠机构3一侧延伸。
结合图1和图2,折叠机构3包括通过转轴水平转动连接于机架1上端的两根折叠辊31、一体同轴设置于折叠辊31上的两组折叠轮32,两组折叠轮32都为锥形轮,且两组折叠轮32的朝向相反,此时两组折叠轮32相互插接,从而在中部形成供熔喷无纺布穿过的空隙,而空隙呈倾斜方向相同的连续“V”型,使得熔喷无纺布从空隙中穿过后,可会变成倾斜方向相同的连续“V”型,折叠机构3还包括通过螺栓固定在机架1上端的压叠斜板33,压叠斜板33呈水平状,压叠斜板33的宽度由靠近折叠辊31的一端至远离折叠辊31的一端逐渐变宽,且只体现在压叠斜板33的一侧端,从而使得熔喷无纺布从压叠斜板33下侧穿过时,压叠斜板33趋使熔喷无纺布的中部折叠,从而形成口罩中可伸展的部分。
结合图2和图3,机架1上端在折叠机构3远离布料放卷机构2的一侧设置有加压辊组34,加压辊组34为通过轴承水平转动连接于机架1上端的金属棍,金属棍之间形成供熔喷无纺布穿过的空隙,通过加压辊组34将三层熔喷无纺布进一步压紧,机架1上端在加压辊组34和布料放卷机构2之间通过轴承水平转动连接有固定辊35,固定辊35两端的周侧一体设置有凸齿圈351,固定辊35周侧设置有多条凸齿条352,熔喷无纺布从固定辊35下端穿过后,凸齿圈351和凸齿条352在熔喷无纺布上轧制,从而避免熔喷无纺布分层。
结合图3和图4,机架1在加压辊组34远离固定辊35的一侧通过螺栓固定有切断刀36,切断刀36为通过轴承水平转动连接在机架1上端的金属棍,金属棍的侧端一体凸设有金属条,金属条的外部呈尖锐状,从而使得熔喷无纺布从切断刀36下端穿过时,随着金属棍的转动,金属条将熔喷无纺布切断成一段一段,而金属棍的直径同口罩的宽度相同,从而使得一段一段的熔喷无纺布宽度相同。
机架1上端在切断刀36远离加压辊组34的一侧设置有分选组件5,分选组件5包括通过螺栓固定在机架1上端的分选架51、通过轴承转动连接在分选架51上端的两组“L”型拨杆52、通过螺栓固定在机架1上端位于分选架51和切断刀36之间的两个顶出气缸53,两组“L”型拨杆51将分选架均分成三部分,使得分选架51的中部对齐切断刀36,使得切断刀36将熔喷无纺布切断后,成片的口罩半成品直接移动至分选架51中部,而转动的“L”型拨杆52将会把口罩半成品向分选架51两侧拨动,分选架51上端在“L”型拨杆52的外侧对应于两顶出气缸53,顶出气缸53的活塞杆可水平移动至分选架51一侧,从而将分选架51上的口罩半成品顶出。
耳带熔接剪切机构4共设置有两组,机架1上端通过电机传动设置有两条输送带,两条输送带的一端同分选架的一端对接,使得顶出气缸的活塞杆顶出时,口罩半成品从分选架上移动至输送带上,输送带将口罩半成品移动至耳带熔接剪切架构上。
结合图6和图8,耳带熔接剪切机构4包括通过电机驱动的输送轨41以及通过螺栓固定在机架1上端且位于输送轨41上侧的安装架42,输送轨41上形成供口罩半成品单独放置的装配工位,安装架42上端通过螺栓竖直固定有两个第一气缸421和两个第二气缸422,两个第一气缸421物位于两个第二气缸422之间,第一气缸421和第二气缸422的活塞杆竖直向下,第一气缸421的活塞杆下端通过螺栓固定有超声波焊接杆4211,第二气缸422的活塞杆的下端通过螺栓固定有安装框4221,安装框4221的外侧端通过螺栓水平固定有驱动气缸4222,驱动气缸4222的活塞杆上焊接有双面齿条4223,安装框4221的下端通过轴承转动连接有两个齿轮4224,两个齿轮4224分别位于双面齿条4223两侧且同双面齿条4223相啮合,齿轮4224的下端穿过安装框4221后竖直向下延伸并通过螺栓固定有手指气缸4225,手指气缸4225的活塞杆竖直向下并通过螺栓固定有夹头4226,两夹头4226夹取耳带线后,驱动气缸4222的活塞杆伸出,驱动手指气缸4225转动,使得夹头4226将耳带线夹持至口罩半成品的上端,在通过第一气缸421下端的超声波焊接杆4211焊接。
安装架42在两第一气缸421之间通过螺栓固定有定位气缸43,定位气缸43的活塞杆竖直向下并通过螺栓固定有定位板431,定位气缸43的活塞杆下移,使得定位板431直接插接至一装配工位内,从而将一片口罩半成品固定。
安装架42在第二气缸422的外侧通过轴承转动连接有线辊44,线辊44上缠绕耳带线,安装架42的两侧端设置有引线架45,线辊44上的耳带线向下引出后直接缠绕在引线架45上,机架1在输送轨41的两侧通过螺栓固定有移动气缸46,移动气缸46位于引线架45的一侧,机架1在引线架45和移动气缸46之间通过螺栓固定有滑轨461,移动气缸46的活塞杆指向引线架45,移动气缸46的活塞杆前端通过螺栓固定有滑座462,滑座462水平滑移连接在滑轨461上端,滑座462上端通过螺栓固定有拇指气缸463,拇指气缸463的活塞杆上通过螺栓固定有牵线夹464。当移动气缸46的活塞杆伸出时,拇指气缸463向引线架45一侧移动,直至牵线夹464夹住耳带线后,移动气缸46的活塞杆回缩,同时夹头4226便可夹持住耳带线。
滑轨461的侧端通过螺栓固定有剪切气缸47,当夹头4226夹持住耳带线后,剪切气缸47可将耳带线直接剪断。
结合图9和图10,机架1在耳带熔接剪切机构4远离输送带的一端设置有铭牌压印组件6,铭牌压印组件6包括通过螺栓固定在机架1上端且位于输送轨41上侧的支撑架62、通过螺栓固定在支撑架62上端呈竖直设置的压印气缸63、通过螺栓固定在压印气缸63的活塞杆下端的压印板64,压印板64下端雕刻有铭牌或商标,压印气缸63的活塞杆竖直伸出,使得压印板64抵紧在口罩半成品上,从而完成口罩的生产工作。
机架1在输送轨41的末端设置有下料组,7,下料组件7包括通过螺栓固定在机架1上端的下料架71、通过轴承水平转动连接在下料架71上的两组输送条带组72、通过螺栓固定在下料架71上端的下料气缸73、设置在机架1一侧通过电机进行传动的下料带74,两组输送条带组72承接于输送轨41,一上一下通过电机进行驱动,驱动方向相反,两组输送条带组72之间形成供口罩穿过的间隙,下料气缸73将口罩从输送条带组72上顶下至下料带上,当口罩在下料带上堆积一叠后,下料带74将口罩向一侧运输。
通过上述实施例生产的防护口罩包括口罩本体8,口罩本体中部呈折叠状,口罩本体两侧端粘接有耳挂81。
本实施例的实施原理为:
当通过该口罩生产设备生产口罩时,将成卷状的熔喷无纺布直接固定在卷绕辊21上,将多卷熔喷无纺布展开后由导出辊组22引出,使得熔喷无纺布直接从两根折叠辊31之间穿过,在两组折叠轮32的作用下,熔喷无纺布被辊压呈连续相接的倾斜“V”型,此时熔喷无纺布继续移动,在压叠斜板33的作用下,熔喷无纺布直接被挤压呈中部呈折叠状,中部呈折叠状的熔喷无纺布条直接由固定辊35下端引入加压辊组34,在固定辊35上的凸齿圈351和凸齿条352的作用下,熔喷无纺布条中的多层熔喷无纺布完全固定在一起,然后在加压辊组34的压力下连接更加紧密,然后在切断刀36的作用下,熔喷无纺布被切断成大小相同的口罩半成品,口罩半成品一片一片的移动至两组“L”型拨杆52之间,此时,一组“L”型拨杆52转动,从而将一片口罩半成品直接拨动至“L”型拨杆52外侧,此时顶出气缸53的活塞杆顶出,将口罩半成品从分选架51上直接顶出至输送带54上,而另一片口罩半成品移动至两“L”型拨杆52之间后,另一组“L”型拨杆52转动,从而进行下一次分选。口罩沿着输送带54进入输送轨41,并逐个排布,当半成品移动至耳带熔接剪切机构4处时,输送轨41停止,定位气缸43的活塞杆下移,通过定位板431将口罩半成品夹紧定位在输送轨41上,此时移动气缸46的活塞杆伸出,滑座462在滑轨461上滑移,带动拇指气缸463移动,当拇指气缸463移动至靠近耳带线时,拇指气缸463活塞杆前端的牵线夹464张开并夹取耳带线,此时移动气缸46的活塞杆回缩,从而使得牵线夹464带动耳带线拉出,安装架42上的第二气缸422的活塞杆下移,此时手指气缸4225驱动夹头4226夹住耳带线,剪切气缸47将耳带线夹断,第二气缸422的活塞杆回缩,当回缩至指定的位置后,驱动气缸4222的活塞杆伸出,使得双面齿条4223带动齿轮4224转动,从而带动手指气缸4225转动,此时手指气缸4225的活塞杆前端的夹头4226转动至口罩半成品的上侧,第一气缸421的活塞杆竖直向下移动,使得超声波焊接杆4211的下端抵住耳带线至口罩半成品的两端并进行焊接,焊接结束后,所有机构复位准备下一次生产,而输送轨41将口罩继续输送至铭牌压印组件6处,压印气缸63的活塞杆下移,使得压印板64抵接在口罩半成品一端面,从而将品牌名称或者商标符号压印至口罩上,从而使得每一片口罩出厂时都携带品牌名称或者商标符号,口罩继续移动,输送条带组72将口罩从输送轨41上夹持下,由下料气缸73将口罩从输送条带组72上顶落至下料带上,当多片口罩在下料带74上叠放后,下料带74向一侧输送,此时便可人工进行包装。
本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种口罩生产设备及防护口罩
- 一种防护口罩及制备该防护口罩的口罩机