一种用于大尺度部件的镁合金单流道浇铸设备和浇铸方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及镁合金浇铸,特别涉及一种用于大尺寸部件镁合金单流道浇铸设备和浇铸方法。
背景技术
目前的现有技术和市场上对于大尺寸部件的浇铸使用多流道浇铸,但在生产过程当中多流道浇铸不利于镁合金的填充,因多流道浇注,在液态镁合金流入型腔中,形成的多股汤流在流动和熔合时,受温度、速度及压力的影响,多股汤流没有完全、很难完全熔合在一起,导致产品报废率及质量问题较多。
因此需要一种使得大尺寸部件的浇铸达到最优化的设备和方法。
发明内容
为了解决上述技术问题,本发明中披露了一种用于大尺寸部件镁合金单流道浇铸系统,本发明的技术方案是这样实施的:
一种用于大尺寸部件镁合金单流道浇铸设备,包括增压装置、料筒、主流道、分流道、渣包、排气管、左侧浇铸区和右侧浇铸区;增压装置与所述料筒相连接,料筒与主流道相连接,主流道与分流道相连接,渣包连接于左侧浇铸区和右侧浇铸区,渣包与排气管相连接;
分流道包括第一浇道和第二浇道,第一浇道和左侧浇铸区相连通,第二浇道与右侧浇铸区相连通;
第一浇道的宽度为30~40mm,厚度为10~15mm,所述第一浇道和所述左侧浇铸区的连接角度为25°~30°。
优选地,增压装置为低压增压装置。
优选地,第二浇道与右侧浇铸的角度为23°~28°,第二浇道的宽度为34~44mm,厚度为12~17mm。
优选地,主流道的宽度为70~90mm,厚度为17~27mm。
优选地,渣包上设有溢水槽,渣包为球底。
一种大尺寸部件镁合金单流道浇铸方法,根据上述的任意一种大尺度部件镁合金单流道浇铸设备,其特征是:
S1:打开增压装置将料筒中的液态金属压送至主流道;
S2:主流道中的液态镁合金流向各分流浇道;
S3:冷凝所述左右侧浇铸区至常温;
S4:将浇铸成的大尺寸部件放置冷水中,完成浇铸。
优选地,主流道中液态镁合金的流速为37~40m/s。
优选地,第一浇道和所述第二浇道中液态镁合金的流速为42.1~43m/s。
优选地,冷凝为置于常温保压下的自然冷却。
实施本发明的技术方案可解决现有技术中对大尺寸的部件采用多股浇道的浇铸产品报废率较高的技术问题;实施本发明的技术方案,对大尺寸部件的浇铸采用单流道,并通过对流道角度、流道尺寸以及液态镁合金的流速等的调整,保证在单流道浇铸的情况下仍能保证对部件进行充分填充,并对浇铸的方法进行调整,使得整个浇注系统更具有稳定、可靠性及合理性。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一种实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
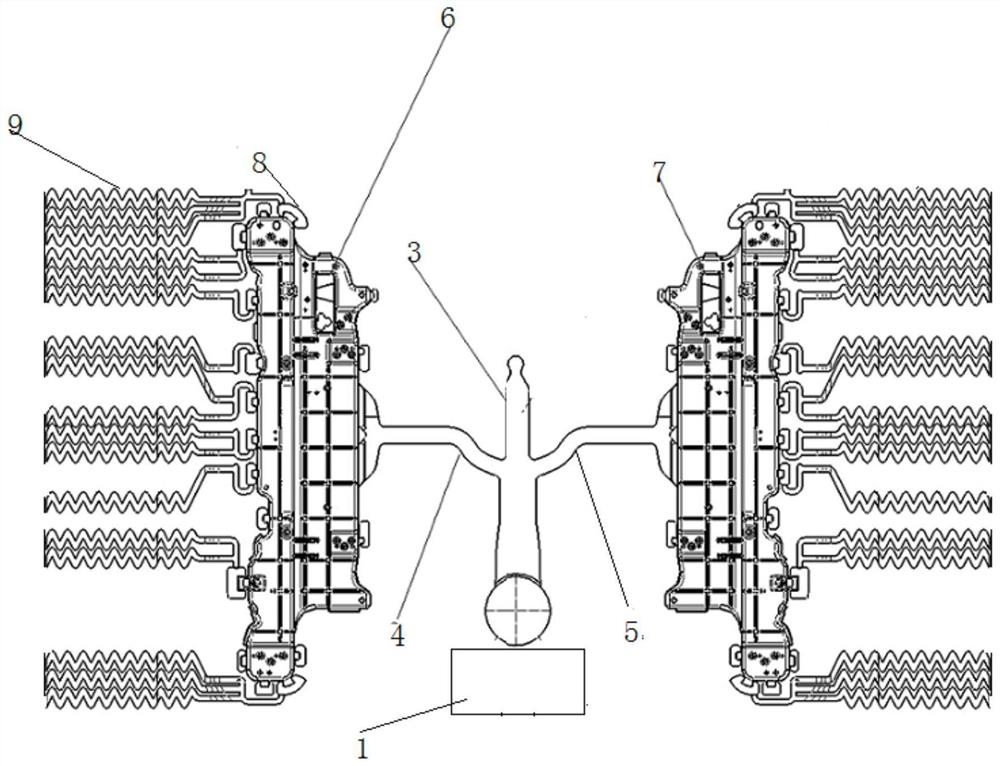
图1为镁合金单流道浇铸设备结构示意图;
图2为大尺寸部件镁合金单流道浇铸方法流程示意图。
在上述附图中,各图号标记分别表示:
1 增压装置
2 料筒
3 主流道
4 第一浇道
5 第二浇道
6 左侧浇铸区
7 右侧浇铸区
8 渣包
9 排气管
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
在具体的实施例1中,如图1所示,一种用于大尺寸部件镁合金单流道浇铸设备,包括增压装置1、料筒2、主流道3、分流道、渣包8、排气管9、左侧浇铸区6和右侧浇铸区7;其中增压装置1与料筒2相连接,料筒2与主流道3相连接,主流道3与分流道相连接,渣包8连接于左侧浇铸区6和右侧浇铸区7,渣包8与排气管9相连接;
分流道包括第一浇道4和第二浇道5,第一浇道4和左侧浇铸区6相连通,第二浇道5与右侧浇铸区7相连通。
第一浇道4的宽度为30~40mm,厚度为10~15mm,第一浇道4和左侧浇铸区6的连接角度为25°~30°。
本实施例1中,该设备用于大尺寸部件的浇铸,在现有的技术中对于大尺寸的部件,不论是简单结构的还是复杂结构的均采用两侧多流道的浇铸设备,导致在结构简单的的大尺寸部件浇铸过程中,即产品结构起伏跌宕较小,中间空洞较小,壁厚1mm以内,尺寸较大1米以上,要求较低的产品部件,浇铸出的产品会出现欠铸、瑕疵、内部致密度和结构强度弱的问题,采用单流道浇铸完全可以有效地克服多流道浇铸出现的问题,浇铸的产品外观成型完整,表面不存在缺陷,内部致密度高且结构性强。本实施例1中采用两侧为单流道的浇铸设备,设备包括增压装置1对料筒2进行增压,将料筒2中的液态镁合金压进主流道3,主流道3连通分流道,主流道3中的液态镁合金流向分流道。主流道3与左侧浇铸区6采用单流道的连接,即只有第一浇道4连通左侧浇铸区6和主流道3,第二浇道5连通右侧浇铸区7和主流道3。左侧浇铸区6和右侧浇铸区7上分别设置多个渣包8,可以随时将液态镁合金在浇铸过程中产生的废渣进行收集,渣包8连接排气管9。
对于大尺寸的简单部件在采用单流道浇铸后,为了保证对大尺寸的部件能够进行及时充分的填充需要对单流道进行适当的改进。在现有技术的多浇道浇铸设备中,多浇道的浇道宽度一般为34mm,厚度为13mm,浇道与浇铸区之间的连接角度为85°至95°之间。本设备的第一浇道4连通主流道3和左侧浇铸区6,为保证左侧浇铸区6的充分浇铸,在通过增压装置1加大液态镁合金的流速外,还需要保证液态镁合金在固化之前进行充分填充,因此第一浇道4的宽度为30~40mm,厚度为10~15mm,优选宽度为31.5mm,第一浇道4采用相对较窄的宽度保证液态镁合金的流速可以在固化之前充分填充左侧浇铸区6。第一浇道4不需要采用很大的厚度,因为液态镁合金在第一浇道4中具有很大的流速,不会有大量的液态镁合金在浇道内留存,采用较小的厚度还可以节约制造成本,优选厚度为11.5mm。对于第一浇道4与左侧浇铸区6之间的连接角度在25°至30°之间,较小的角度使得液态镁合金在连接处不易发生冲撞,高速的液态镁合金可以保持较快的速度和平稳的流量进入到左侧浇铸区8中,保证对左侧浇铸区6进行充分的填充,较小的角度也会使得液态镁合金可以更好的对左侧浇铸区6的边缘区域进行良好充分的填充。第二浇道5连通主流道3和右侧浇铸区7,因此和第一浇道4相同,需要对第二浇道5进行相同的调整。
对一些大尺寸的相对复杂的产品的浇铸,可以采用单流道和多流道相结合的设备进行浇铸,可以到达更加的浇铸效果。
在一种优选的实施方式中,增压装置1为低压增压。
本实施方式中,增压装置1采用低压增压的方式,液态镁合金具有固化速度快的特点,在采用单浇道浇铸的方式后,若不能保证液态镁合金保持一定的流速,会出现欠铸的问题。增压装置1采用低压增压的方式,增压装置1通过对干燥空气进行压缩,使得料筒1中的液态镁合金压入到主流道3中。增压装置1采用气动薄膜调节阀组成的双阀推挽式压力跟踪器为核心的闭环反馈系统,整体结构简单、运行可靠、抗干扰能力强,同时可以产生高达10KPa/s以上的流速,可以保证液态镁合金达流速达到42.1~43m/s,以此实现对单流道浇铸的充分浇铸。此外低压增压相较于涡轮增压具有更高的效率,并具有更节能的特点。
在一种优选的实施方式中,第二浇道5与右侧浇铸区7的角度为24°~29°,第二浇道5的宽度为34~44mm,厚度为12~17mm。
本实施方式中,第二浇道5与右侧浇铸区7的连接的角度范围为23°~28°,在传统的多流道浇铸中,浇道和浇铸区采用较大的角度连接,这样可以减缓液态镁合金的流速,右侧浇铸区7结构相对复杂,所以相较于第一浇道4与左侧浇铸区6之间的连接角度,第二浇道5与右侧浇铸区7之间的连接角度会小一些才能保证对右侧浇铸区7的充分浇铸。第二浇道比与第一浇道4的宽度范围和厚度范围大,为了实现对右侧浇铸区的充分填充,需要保证足量的液态镁合金,所以第二浇道5采用相对较宽的宽度和厚度,其优选宽度为35mm,优选厚度为13mm。
在一种优选的实施方式中,主流道3的宽度为70~90mm,厚度为17~27mm。
本实施方式中,主流道3的宽度和厚度都为较大,在增压装置1的作用下会有大量的高温液态镁合金从料筒2进入到主流道3中,同时主流道3需要有足够的液态镁合金同时通向左侧浇铸区6右侧浇铸区7,这就要求主流道3要流经足量的液体镁合金,采用较大的宽度就可以保证主流道3中时刻含有足量的液态镁合金,采用较大的厚度就可以有效的防止大量的高温液态镁合金对主流道3进行腐蚀,保证设备具有较长的使用寿命,节约资源和成本,同时避免液态镁合金散热较快而凝结在主流道3中。主流道3的宽度为70~90mm,厚度为17~27mm能达到最经济的状态,主流道3的优选宽度为80mm,优选厚度为18.5mm。
在一种优选的实施方式中,渣包8上设有溢水槽,渣包8为球底。
本实施方式中,本设备用于镁合金的浇铸,镁合金具有高温和固化速度快的特点,渣包8设置于左侧浇铸区6和右侧浇铸区7上,在渣包8上设有溢水槽,将渣包8内溢出的水均匀地分流到渣包8外壁,使得溢出的水沿渣包8外壁均匀流下,溢水槽溢出水的过流面积大,能够实现对渣包8的冷却,提高冷却速度。渣包8采用球底结构,可以加速渣包8的冷却同时也会使得倒渣更加的容易。
实施例2
在实施例2中,如图2所示,一种大尺寸部件镁合金单流道浇铸方法,根据上述的任意一种大尺度部件镁合金单流道浇铸设备,其特征是:
S1:打开增压装置1将料筒2中的液态金属压送至主流道3;
S2:主流道3中的液态镁合金流向各分流浇道;
S3:冷凝左右侧浇铸区至常温;
S4:将浇铸成的大尺寸部件放置冷水中,完成浇铸。
首次启动该浇铸装置时,增压装置1对空气进行压缩推动料筒2中的液态镁合金流入主流道3中,在主流道3中的液态镁合金的流速需要达到一定的范围,当主流道3中的流速无法达到要求时需要调整增压装置1,将压力值调大或者调小,保证主流道3中的流速在标准值范围内。第一浇道4和第二浇道5中的流速也有一定的标准要求。现有技术中的多流道浇铸,其中的流速一般在33.93~34m/s,对于大尺寸的部件的浇铸,第一浇道4和第二浇道5的流速如果低于要求的流速范围会导致浇铸的左侧浇铸区6和右侧浇铸区7无法进行充分的填充,同时保证左侧浇铸区6和右侧浇铸区7在相同的时间内完成浇铸,在左侧浇铸区6和右侧浇铸区7冷却至常温后,将浇铸成的部件取出,放置冷水中冷却2~4s,即完成整个大尺寸部件的浇铸。
在一种优选的实施方式中,主流道3中液态镁合金的流速为37~40m/s。
在本实施方式中,主流道3中的液态镁合金的流速要始终维持在37~40m/s的范围内,液态镁合金的凝固速率快,主流道3中的液态镁合金要既能够保证对两侧的左侧浇铸区6和右侧浇铸区7进行充分的浇铸,同时也要避免对材料的浪费。当主流道3中的液态镁合金的速度维持在37~40m/s可以保证整个部件的致密度以及结构的强度达到生产的标准和要求。
在一种优选的实施方式中,第一浇道4和第二浇道5中液态镁合金的流速为42.1~43m/s。
在本实施方式中,两侧的单流道第一浇道4和第二浇道5中的液态镁合金的流速要达到42.1~43m/s,采用单流道浇铸的方式,需要液态镁合金的速度较快,通过对浇道宽度的调整可以实现液态镁合金的流速得到相应的提高。较高的流速可以保证在液态镁合金固化之前对左侧浇铸区6和右侧浇铸区7实现充分的浇铸,保证了整个部件的致密度和强度要求。现有技术中的多流道浇铸,其中的流速一般在33.93~34m/s,对于大尺寸的部件的浇铸,第一浇道4和第二浇道5的流速如果低于要求的流速范围会导致浇铸的左侧浇铸区6和右侧浇铸区7无法进行充分的填充,浇铸的时间变长而导致生产效率的降低而且部件的致密度无法达到生产和使用的标准。
在一种优选的实施方式中,冷凝方式为常温保压的自然冷却。
在本实施方式中,在对左侧浇铸区6和右侧浇铸区7进行充分浇铸后,将其置于常温下对其进行保压自然冷却,其中的保压是指在对左侧浇铸区6和右侧浇铸区7完成浇铸之后,不改变增压装置1的压力大小,冷却至常温。
需要指出的是,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于大尺度部件的镁合金单流道浇铸设备和浇铸方法
- 一种用于大尺寸部件的镁合金单流道浇铸设备