一种高可靠性NTC热敏电阻器芯片焊接方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明属于热敏电阻领域,具体地,涉及一种高可靠性NTC热敏电阻器芯片焊接方法。
背景技术
NTC是Negative Temperature Coefficient的缩写,意思是负的温度系数,泛指负温度系数很大的半导体材料或元器件,所谓NTC热敏电阻器就是负温度系数热敏电阻器。NTC热敏电阻器是以锰、钴、镍和铜等两种或两种以上的金属氧化物,通过混合、成型、烧结等陶瓷工艺制造而成。这些金属氧化物材料都具有半导体性质,因为在导电方式上完全类似锗、硅等半导体材料。温度低时,这些氧化物材料的载流子(电子和孔穴)数目少,所以其电阻值较高;随着温度的升高,载流子数目增加,所以电阻值降低。NTC热敏电阻器在室温下的变化范围在10~1000000欧姆,温度系数-2%~-6.5%/℃,广泛用于测温、控温、抑制浪涌电流、温度补偿等方面。
现有NTC热敏电阻器芯片焊接方法一般采用以下三种焊接方法:1)手工烙铁焊接;2)手动引线夹持芯片浸锡焊接;3)半自动/全自动浸锡焊接。这三种焊接方法均需助焊剂助焊存在污染问题,且存在瞬间热应力冲击导致芯片电极与陶瓷体结合层出现微裂纹问题,因此现有NTC热敏电阻器芯片焊接方法出来的产品稳定性低、可靠性差,难以适应目前市场对产品日益提升的品质要求。
发明内容
基于此,本发明的目的在于,提供一种高可靠性NTC热敏电阻器芯片焊接方法。
为解决上述问题,本发明采用的技术方案是:
一种高可靠性NTC热敏电阻器芯片焊接方法,包括如下步骤:
步骤一、人工手动依次上2块线束载具至旋转工装;
步骤二、往线束载具上装载线束后,将旋转工装移载至芯片直振供料模块处吸取芯片,依次动作合模线束载具,使线束同步对应夹取住芯片;
步骤三、旋转工装移载至相机拍照检测系统的检测位,检测芯片夹取状态;
步骤四、相机拍照检测系统检测通过后,旋转工装移载至喷锡焊接系统的锡焊位,喷锡焊接系统通过激光熔化锡球,高压惰性气体将熔化的锡球喷射焊接芯片;
步骤五、焊接完后,线束载具移载至上下料工位,人工下料焊接完成后的产品。
进一步地,步骤一中的线束载具长为20~100mm。
进一步地,步骤四中,喷锡焊接系统焊接完成芯片的一侧以后,通过旋转工装带动芯片旋转,焊接芯片的另一侧。
进一步地,步骤二中采用线束载具合模夹压同步夹取住芯片方式上芯片,同步夹取芯片数量2~32PCS,芯片尺寸:长为0.3~2.0mm,宽为0.3~2.0mm,厚为0.2~1.0mm。
进一步地,步骤四中喷锡焊接系统采用激光锡球喷射焊接,锡球球径0.1~1.0mm。
进一步地,重复步骤一至步骤五,且两侧工位交替运行。
本发明的有益效果为:本发明采用喷锡焊接系统,通过激光融化锡球,高压惰性气体将熔化的锡球喷射焊接芯片,由此实现线束与芯片的焊接,加工精度高,不用额外助焊剂,避免了传统技术中使用助焊剂助焊存在污染的问题;且本发明实现了不接触性加工,局部加热,热影响区小;不产生静电威胁,与传统技术相比,避免了瞬间热应力冲击导致芯片电极与陶瓷体结合层出现微裂纹问题;从而采用本发明所提出的焊接方法制作的产品拥有更高的稳定性和可靠性,可以适应目前市场对产品日益提升的品质要求。
附图说明
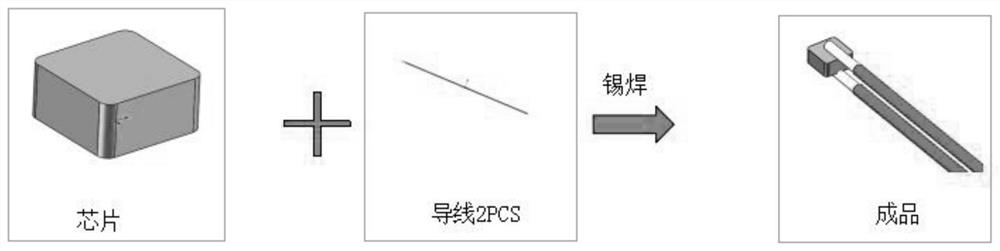
图1为NTC热敏电阻器芯片焊接方法产品组装工艺需求示意图;
图2为本发明所述的高可靠性NTC热敏电阻器芯片焊接方法流程示意图。
具体实施方式
下面对本发明的高可靠性NTC热敏电阻器芯片焊接方法实施方式作进一步地详细描述。
一种高可靠性NTC热敏电阻器芯片焊接方法,包括如下步骤:
步骤一、人工手动依次上2块线束载具至旋转工装,线束载具长为20~100mm,为了便于描述,将线束载具分为装夹线束1和装夹线束2;
步骤二、往线束载具上装载线束后,将旋转工装移载至芯片直振供料模块处吸取芯片,采用线束载具合模夹压同步夹取住芯片方式上芯片,使线束同步对应夹取住芯片,同步夹取芯片数量2~32PCS,芯片尺寸:长为0.3~2.0mm,宽为0.3~2.0mm,厚为0.2~1.0mm;
步骤三、旋转工装移载至相机拍照检测系统的检测位,检测芯片夹取状态;
步骤四、相机拍照检测系统检测通过后,旋转工装移载至喷锡焊接系统的锡焊位,喷锡焊接系统采用激光锡球喷射焊接,锡球球径0.1~1.0mm,喷锡焊接系统通过光导纤维将激光束引入聚焦透镜聚集光束,将球径0.1~1.0mm的锡球快速加热到锡球熔点以上,在高压氮气惰性气体的压力下将熔化的锡球从喷嘴喷射出,熔化锡球接触到引线、芯片,形成焊点完成一侧焊接动作,喷锡焊接系统焊接完成芯片的一侧以后,通过旋转工装带动芯片旋转,焊接芯片的另一侧;
步骤五、焊接完后,线束载具移载至上下料工位,人工下料焊接完成后的产品。
步骤六、重复步骤一至步骤五,且两侧工位交替运行,制得高可靠性NTC热敏电阻器。
本发明采用喷锡焊接系统,通过激光融化锡球,高压惰性气体将熔化的锡球喷射焊接芯片,由此实现线束与芯片的焊接,加工精度高,不用额外助焊剂,避免了传统技术中使用助焊剂助焊存在污染的问题;且本发明实现了不接触性加工,局部加热,热影响区小;不产生静电威胁,与传统技术相比,避免了瞬间热应力冲击导致芯片电极与陶瓷体结合层出现微裂纹问题;从而采用本发明所提出的焊接方法制作的产品拥有更高的稳定性和可靠性,可以适应目前市场对产品日益提升的品质要求。
分别对本实施方式制得的NTC热敏电阻器产品与现有NTC热敏电阻器芯片焊接方法生产出来的产品进行可靠性测试,包括测试20个样品在25℃下的阻值R25(单位:KΩ),测试20个样品经过100℃水煮24小时,96小时,168小时,500小时试验后的阻值R25(单位:KΩ)并计算出变化率。
测试对比结果如下表:
本实施方式制得的NTC热敏电阻器产品
现有NTC执敏由阴器芯片焊接方法生产出来的产品
由上表可见,本发明NTC热敏电阻器芯片焊接方法制得的产品水煮阻值变化率明显更小,说明其稳定性、可靠性更高。
本发明不局限于上述实施方式,其描述较为具体和详细,但并不能由此而理解为对发明专利范围的限制,本领域的普通技术人员应当理解,在不脱离本发明构思的前提下,还可以做出若干变形和改进,其均应涵盖在本发明的权利要求范围中。
- 一种高可靠性NTC热敏电阻器芯片焊接方法
- 一种高可靠性NTC热敏电阻器及其制备方法