用于验证测试机器速度的系统
文献发布时间:2023-06-19 10:18:07
本申请要求于2018年6月29日提交的美国申请序列号16/023,036在35U.S.C.§119(e)下的优先权,其内容出于所有目的通过援引以其全部并入本文。
技术领域
本披露内容涉及一种用于验证材料测试装置中十字头行进速度的系统。
背景技术
在现有技术中,已知材料测试(例如但不限于根据ASTM E2658进行应力/应变分析)需要可复验的和可预测的测试机器速度。用于测量机器速度的装置可以用于测量十字头速度。十字头速度值的准确度对于材料测试结果的准确度是重要的。
发明内容
因此,本披露内容的目的是提供对材料测试装置中十字头的速度改进的计算和验证。
这个目的和其他目的通过测量十字头在一段时间内行进的距离来验证十字头行进而获得。时间内部计数器与线性位移装置组合使用,该线性位移装置安装在测试机器的十字头上。两个装置均被校准并且通过公认的国际计量机构(National MetrologyInstitute),比如国家标准与技术研究院(National Institute of Standards andTechnology),提供到国际单位制(SI)的量值溯源。
附图说明
根据以下描述并根据附图,本披露内容的进一步的目的和优点将变得明显,在附
图中:
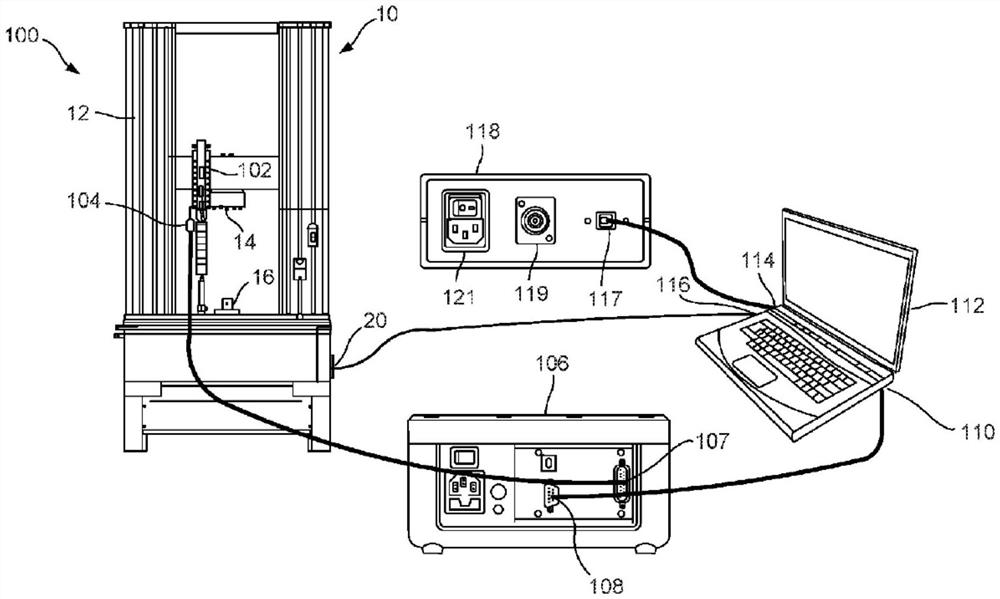
图1是本披露内容的系统的实施例的示意图。
图2是本披露内容的系统的实施例的时间间隔计的顶部立体图。
图3是本披露内容的系统的实施例的计时器间隔计的后面板的内部面的立体图。
图4是本披露内容的系统的实施例的计时器间隔计的后面板的外部面的立体图。
图5是本披露内容的系统的实施例的计时器间隔计的后部的立体图。
图6A是处于伸展构型的、本披露内容的实施例的线性位移装置的实施例的平面视图。
图6B是处于缩回构型的、本披露内容的实施例的线性位移装置的实施例的平面视图。
图7是本披露内容的实施例的线性位移装置的实施例的分解视图。
具体实施方式
现在详细地参考附图,其中,在这几个视图中,相似的附图标记指示相似的元件,可以看出图1是系统100的示意图。提供了材料测试机器10,例如但不限于应力/应变测量装置。材料测试装置10典型地包括框架12并且进一步包括第一卡爪14和第二卡爪16,这两个卡爪夹持样本或测试样品并且在样品上施加载荷或应力,由此导致样品应变。应力与应变之间的关系、以及断裂或其他失效的阈值典型是材料测试的结果。
线性位移装置102安装在材料测试机器10上的十字头或其他合适的位置上,并且向线性编码器106(典型地但不限于海德汉(Heidenhain)ND-287)的输入107发送表示线性位移(典型地但不限于经由15针D型连接器104)的数字信号。线性解码器106经由输出108(典型地9针D型连接器)向运行应用程序(典型地但不限于Calpro软件)的计算机112(或其他处理装置)的第一端口110(典型地但不限于USB端口)发送信号。计算机112进一步包括第二端口114(典型地但不限于USB端口),该第二端口连接至计时器间隔计数器118的端口117(典型地但不限于USB端口)。计算机112进一步包括第三端口116(典型地但不限于USB端口),该第三端口连接至材料测试机器10的服务端口连接器20,以便仅在测量位移时使用。
计时器内部计数器118包括通用双通道脉冲输入计数器,该双通道脉冲输入计数器具有用于供电的接口连接、计算机软件通信、以及用于与国内外标准校准的外部触发连接。计时器间隔计数器购自美国加利福尼亚科斯塔梅萨(Costa Mesa,CA.)的桂冠电子公司(Laurel Electronic Inc.),其中特别要求用作时间计数器并且指定为零件编号L50205FR-INS。
计时器间隔计数器118与线性位移装置102结合使用,以提供对材料测试装置10上的十字头和致动器速度的现场验证。该计时器间隔计数器与计算机112(运行材料测试软件)通信,该计算机提供重置、启动计数器、停止计数器、以及以毫秒读取经过的时间所必需的通信和命令。这提供了将材料测试装置10的设定速度与实际速度进行比较的能力,该实际速度是通过时间和位移测量参考推导出的。计时器间隔计数器118使用参考来校准,参考将提供时间测量到国际单位制(SI)的溯源。
图2、图3、图4和图5分别图示了计时器间隔计数器118的内部、计时器间隔计数器118的后部面板的内部、计时器间隔计数器118的后部面板的外部、以及计时器间隔计数器118的背部,包括端口117(图示为面板安装USB线缆B到B-F/M,用于控制计算机112和相关软件并且用于计算机与相关软件数据通信)、插口119(图示为75欧姆凹入式BNC插口至焊点机架连接器,用于在校准期间触发计时器间隔计数器118)、以及电力进入模块插座121,这些均与计时器间隔计数器118的操作模块123通信。
在图6A、图6B和图7中图示了线性位移装置102。线性探针202被可滑动地安装,并且被机架204和波纹管205可滑动地接纳。线性探针202的远端206接纳端头208,该端头接合材料测试机器10的十字头。波纹管205的第一端207附接至机架204,波纹管205的第二端209附接至端头208。机架204包括电子器件,该电子器件测量线性探针202到机架204中的插入,由此测量端头208的线性位移。该线性位移信息通过连接器104(例如但不限于15针D型连接器104)通信,如图1中进一步示出的。
通过以材料测试机器110的控制软件内设定的速度开始十字头的移动来启动材料测试。随着十字头移动,线性位移装置102测量十字头的实际位移。该位移被显示在线性编码器106上。用户(例如现场服务工程师)然后启动计算机112的软件中的验证,此时位移值被读入计算机112的软件中并且时间间隔计数器118启动。在规定的时间结束时,用户停止测试,此时再次记录由线性位移装置102所计算出的位移,并且时间间隔计数器118停止并且被读入计算机112的软件中。软件确定线性位移装置106的两个读数之间的位移变化并且将其除以经过的测试时间(该经过的测试时间是根据计时器间隔计数器118的读数计算出的),以确定实际测试速度。该软件将机器控制软件的设定速度与以上计算的实际速度进行比较,以确定材料测试机器110的速度误差。
因此,最有效地达成了多个前述目的和优点。虽然本文详细地公开并描述了本发明的优选实施例,但是应理解的是,本发明绝不限于这些实施例。
- 用于验证测试机器速度的系统
- 用于减少机器颤振的微调速度选择的系统和方法