一种生物可降解塑料瓶盖及其制备方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明属于生物复合可降解材料领域,尤其涉及一种生物可降解塑料瓶盖及其制备方法。
背景技术
随着社会的不断发展,人们对于环保材料的需求日益增加。近年来,源于可再生、可降解的天然高分子材料受到广泛关注,而对于可降解的塑料材料的需求,也是近期的研究热点。
聚乳酸的原材料是玉米、马铃薯等,其以乳酸为单体经化学合成或生物合成得到的高分子材料,具有较好的生物兼容性,改材料无毒无刺激性,易被自然界的多种微生物或动植物体内的酶分解代谢,最终形成二氧化碳和水,是理想的绿色高分子材料。聚乳酸制成的产品除能生物降解外,生物相容性、光泽度、透明性好,还具有一定的耐菌性、阻燃性和抗紫外性,因此在塑料瓶等生活用品上已开始应用。然而聚乳酸的热变形温度只有55~65℃,无法直接应用在耐热性要求较高的产品,甚至不能满足常规的运输需求。因此聚乳酸应用于奶瓶,透明水杯等方面时首先需要解决的就是在保证材料透明性的同时,提高材料的耐热性能。
聚丁二酸丁二醇酯(PBS)由丁二酸和丁二醇经缩合聚合合成而得,树脂呈乳白色,无嗅无味,易被自然界的多种微生物或动植物体内的酶分解、代谢,最终分解为二氧化碳和水,是典型的可完全生物降解聚合物材料,具有良好的生物相容性和生物可吸收性。其合成原料来源既可以是石油资源,也可以通过生物资源发酵得到。相比于其他的生物可降解聚酯,PBS在生物降解性、可加工性、热性能和化学稳定性等方面具有优异的性能。淀粉是自然界来源最丰富的天然高分子化合物,可完全生物降解,正快速成为主要的绿色化工材料,PBS价格较低,熔点为114℃,但脆性大。
为了降低复合材料的成本,通常还需要向复合物中加入其它材料,淀粉材料是一种常用的添加剂,淀粉作为一种“取之不尽用之不竭”的绿色天然聚合物,广泛存在于各种植物的根、茎、果实、叶等组织中,具有来源广泛,价格低廉,可完全生物降解等优点,是作为聚乳酸的优良填料。但由于淀粉的亲水性和聚乳酸的疏水性,使两者直接共混时相容性较差,存在相分离,导致聚乳酸/淀粉共混物的机械性能较差。
现有技术中,公开号为:CN111019308A,发明名称:一种隔热型PLA复合塑料瓶及其制备方法,其公开了包含如下重量份的组分:聚乳酸粉体45-65份,SiO
基于现有技术公开的内容,本发明旨在制备一种生物可降解的复合材料,该材料可以用于制备塑料瓶盖,该复合材料具备优异的硬度和适应的韧性,在力学性能和耐热性能上具有显著的提高。
发明内容
本发明提供了一种生物可降解塑料瓶盖及其制备方法,用于制备塑料瓶盖的原材料主要包括可降解的聚乳酸复合材料,复合材料主要是共混其他可降解材料制备,可较大幅度的改性了聚乳酸的性能,提高了复合材料的机械强度和韧性,同时还提高了材料的耐热性,使用该可降解复合材料所制备出的瓶盖的生物兼容性优良,大量使用该塑料瓶盖对环境的影响较小。
具体的,本发明提供了一种生物可降解复合材料,所述的复合材料包括聚乳酸(PLA)和聚丁二酸丁二醇酯(PBS)。
但是聚丁二酸丁二醇酯与聚乳酸由于存在界面兼容性不够理想,使得聚乳酸和聚丁二酸丁二醇酯的混合不够均匀,进而复合材料的机械性能提高不明显。
进一步的,为了改善复合材料的界面相容性,同时降低复合材料的成本,本发明选择可降解的淀粉作为复合材料的添加剂,并通过添加的淀粉改善体系的相容性。
具体的,为了改善聚乳酸和聚丁二酸丁二醇酯之间的相容性,本发明的构思在于使用一种中间材料,该材料能同时与聚丁二酸丁二醇酯和聚乳酸进行接枝改性,进而提高聚丁二酸丁二醇酯和聚乳酸的界面相容性。
进一步的,本发明首先对丁二酸丁二醇酯进行改性,使用淀粉对聚丁二酸丁二醇酯进行改性。
进一步的,所述的淀粉为改性淀粉,具体的为乙酰化二淀粉磷酸酯。
具体的,选择乙酰化二淀粉磷酸酯对聚丁二酸丁二醇酯进行改性,包括如下步骤:
步骤1)塑化淀粉制备,将改性淀粉和多元醇加热塑化,得到丙三醇塑化淀粉。
步骤2)将得到的丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到PBS/塑化淀粉共混物材料。
其中步骤1)中,多元醇为丙三醇。塑化条件为丙三醇和淀粉的用量比为1-5:10,首先淀粉和丙三醇共混,在70-90℃条件真空处理50-80h,之后在130-150℃条件下塑化,塑化搅拌10-30min,搅拌速度50-60rpm。
步骤2)的具体操作,是将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为1-3:10,在130-150℃条件下搅拌20-50min,得到PBS/塑化淀粉共混物材料。
进一步的,为了改善PBS/塑化淀粉材料的机械性能,本发明使用了无机金属盐作为辅助增塑剂,该无机盐包括氯化钠和/或氯化钙。
进一步的,所述辅助增塑剂的用量是化淀粉与聚丁二酸丁二醇酯共混物的2-10%。
由于无机盐增塑剂是小分子材料,该小分子盐能够破坏淀粉、PBS原有氢键与结晶结构,导致淀粉/PBS共混体系结构和性能的变化,从而改善淀粉与PBS的界面结合力,提高淀粉/PBS共混体系的相容性,提高共混体系的力学强度和断裂伸长率。
为了将改性淀粉/PBS与聚乳酸的混合,其中关键也在于淀粉与聚乳酸的共混共容。
现有技术中,为了增加淀粉和聚乳酸的相容性,通常还需要加入一种反应性的增容剂或偶联剂,常见的有马来酸酐、亚甲基二苯基二异氰酸酯、丙烯酸和甲基丙烯酸甘油酯等,但是加入过多的增容剂却会对整体的共混体系产生不利影响。
本发明在增加淀粉和聚乳酸的相容性时,选择了改性的淀粉,淀粉为乙酰化二淀粉磷酸酯,从而改善了淀粉的溶解性能,使得聚乳酸和改性淀粉也具有较好的相容性。
具体的,本发明首先制备的是改性淀粉和PBS的复合材料,之后将PBS/塑化淀粉和聚乳酸进行共混,这种方法首先能够将淀粉和PBS共混复合均匀,之后通过淀粉和PBS的界面较为均一的条件下与聚乳酸进行混合,更加能增加混合均匀性,同时该改性淀粉具有乙酰基,更容易与聚乳酸进行共混。
具体的,在塑化共混过程中,还加入了添加剂、增强剂、偶联剂、分散剂、增塑剂。
所述添加剂为:滑石粉、云母粉、钛白粉中的一种或几种。
所述增强剂为:玻璃纤维、聚酯纤维、棉纤维中的一种或多种。
所述增塑剂为:磷酸三甲酚酯、乙酰柠檬酸三丁酯、柠檬酸三乙酯、邻苯二甲酸二辛酯中一种或几种。
所述偶联剂为:硅烷偶联剂KH560或硅烷偶联剂KH550。
所述的分散剂为:低分子量聚乙烯蜡、低分子量聚丙烯蜡和低分子量乙烯-醋酸乙烯共聚物蜡中的至少一种。
更进一步的,所述复合材料的组成,按重量份,如下:聚乳酸80-90份,PBS/塑化淀粉材料20-40份,添加剂10-20份,偶联剂2-8份,分散剂0.5-1份,增塑剂2-5份,增强剂2-10份。
更进一步的,本发明提供了一种生物可降解复合材料的制备方法,具体的,
步骤3):按照配方比例,将聚乳酸,PBS/塑化淀粉材料,添加剂,偶联剂,分散剂、增溶剂,增强剂混合均匀,得混合料。
步骤4):将混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为70℃~90℃,二区温度为90℃~110℃,三区温度为100℃~130℃,四区温度为110℃~140℃,五区温度为130℃~180℃。
更进一步的,本发明提供了一种一种生物可降解塑料瓶盖的制备方法,具体的,
步骤5)将上述得到的混合料通过注塑机注塑,得到瓶盖,注塑温度为150-180℃。
本发明提供的一种生物可降解塑料瓶盖及其制备方法,在制备过程中使用了无机金属盐作为辅助增稠剂,能够破坏淀粉、PBS和聚乳酸之间原有氢键与结晶结构,导致聚乳酸、淀粉、PBS共混体系聚集态结构和性能的变化,增强聚乳酸、淀粉与PBS的界面结合力,提高聚乳酸、淀粉、PBS共混体系的相容性,提高共混体系的力学强度和断裂伸长率,同时使用的改性淀粉也具有较好的耐热性,共混后的材料具有较高的耐温性能,用该材料制备的瓶盖具有生物降解性能,同时具有优良的机械性能。
附图说明:
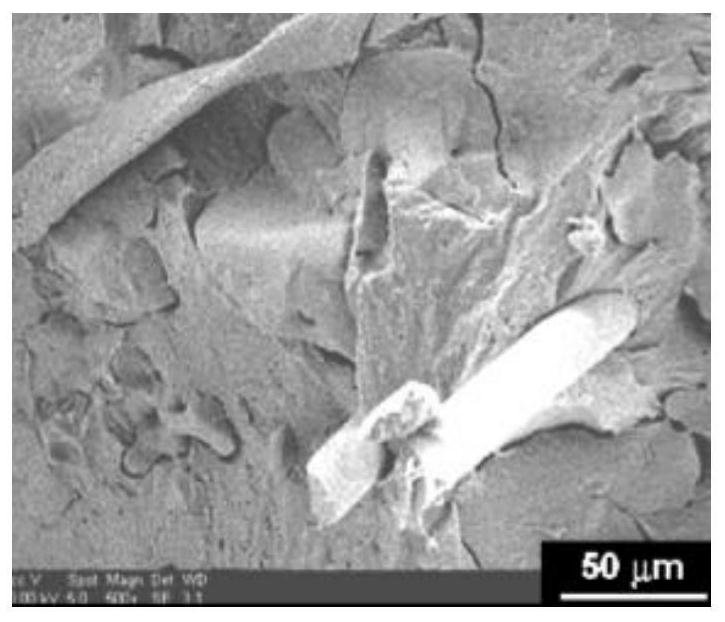
图1:实施例3材料SEM图;
图2:对比例1材料SEM图。
具体实施例
为了进一步验证本发明所达到的效果和解决的问题,本发明公开以下实施例。
下列实施例样品中,拉伸强度测试时按GB/T1040-2006提供的方法进行测试;弯曲强度测试按照GB/T9341-2008提供的测试方法测试;冲击强度按照GB/T1043.1-2008提供的测试方法进行测试。
实施例1
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)塑化淀粉制备
将丙三醇与乙酰化二淀粉磷酸酯,加热塑化,得到丙三醇塑化淀粉。塑化条件为丙三醇和淀粉的用量比为3:10,首先淀粉和丙三醇共混,在80℃条件真空处理70h,之后在140℃条件下塑化,塑化搅拌20min,搅拌速度50rpm,得到塑化淀粉。
步骤2)丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到PBS/塑化淀粉材料。
将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为3:10,其中,塑化淀粉为3份,聚丁二酸丁二醇酯为10份,在140℃条件下搅拌30min,得到PBS/塑化淀粉材料。
步骤3)称取以下组分,聚乳酸80份,PBS/塑化淀粉材料20份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂2份,进行共混。
其中添加剂为滑石粉;增强剂为玻璃纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚乙烯蜡。
步骤4)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为90℃,二区温度为110℃,三区温度为120℃,四区温度为130℃,五区温度为150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为160℃。
其中所述的瓶盖材料进行测试,其拉伸强度为45.5Mpa,弯曲强度为40.1Mpa,冲击强度为20.3KJ/m
实施例2
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)塑化淀粉制备
将丙三醇与乙酰化二淀粉磷酸酯,加热塑化,得到丙三醇塑化淀粉。塑化条件为丙三醇和淀粉的用量比为3:10,首先淀粉和丙三醇共混,在80℃条件真空处理70h,之后在140℃条件下塑化,塑化搅拌20min,搅拌速度50rpm,得到塑化淀粉。
步骤2)丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到PBS/塑化淀粉材料。
将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为3:10,其中,塑化淀粉为3份,聚丁二酸丁二醇酯为10份,在140℃条件下搅拌30min,得到PBS/塑化淀粉材料。
步骤3)称取以下组分,聚乳酸90份,PBS/塑化淀粉材料30份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂2份,进行共混。
其中添加剂为滑石粉;增强剂为聚酯纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚丙烯蜡。
步骤4)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为90℃,二区温度为110℃,三区温度为120℃,四区温度为130℃,五区温度为150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为160℃。
其中所述的瓶盖材料进行测试,其拉伸强度为44.52Mpa,弯曲强度为44.1Mpa,冲击强度为19.1KJ/m
实施例3
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)塑化淀粉制备
将丙三醇与乙酰化二淀粉磷酸酯,加热塑化,得到丙三醇塑化淀粉。塑化条件为丙三醇和淀粉的用量比为3:10,首先淀粉和丙三醇共混,在80℃条件真空处理70h,之后在140℃条件下塑化,塑化搅拌20min,搅拌速度50rpm,得到塑化淀粉。
步骤2)丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到改性淀粉/PBS材料。
将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为3:10,其中,塑化淀粉为3份,聚丁二酸丁二醇酯为10份,并加入辅助增塑剂1份氯化钙,在140℃条件下搅拌35min,得到PBS/塑化淀粉材料。
步骤3)称取以下组分,聚乳酸80份,改性淀粉/PBS材料20份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂5份,进行共混。
其中添加剂为滑石粉;增强剂为玻璃纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚乙烯蜡。
步骤4)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为90℃,二区温度为110℃,三区温度为120℃,四区温度为130℃,五区温度为150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为165℃。
其中所述的瓶盖材料进行测试,其拉伸强度为49.52Mpa,弯曲强度为43.1Mpa,冲击强度为21.1KJ/m
实施例4
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)塑化淀粉制备
将丙三醇与乙酰化二淀粉磷酸酯,加热塑化,得到丙三醇塑化淀粉。塑化条件为丙三醇和淀粉的用量比为3:10,首先淀粉和丙三醇共混,在80℃条件真空处理70h,之后在140℃条件下塑化,塑化搅拌20min,搅拌速度50rpm,得到塑化淀粉。
步骤2)丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到改性淀粉/PBS材料。
将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为3:10,其中,塑化淀粉为3份,聚丁二酸丁二醇酯为10份,并加入辅助增塑剂1份氯化钙,在140℃条件下搅拌35min,得到PBS/塑化淀粉材料。
步骤3)称取以下组分,聚乳酸80份,改性淀粉/PBS材料20份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂2份,进行共混。
其中添加剂为二氧化钛;增强剂为玻璃纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚乙烯蜡。
步骤4)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为90℃,二区温度为110℃,三区温度为120℃,四区温度为130℃,五区温度为150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为165℃。
其中所述的瓶盖材料进行测试,其拉伸强度为48.72Mpa,弯曲强度为44.7Mpa,冲击强度为20.3KJ/m
实施例5
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)塑化淀粉制备
将丙三醇与乙酰化二淀粉磷酸酯,加热塑化,得到丙三醇塑化淀粉。塑化条件为丙三醇和淀粉的用量比为2:10,首先淀粉和丙三醇共混,在80℃条件真空处理70h,之后在140℃条件下塑化,塑化搅拌20min,搅拌速度50rpm,得到塑化淀粉。
步骤2)丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到改性淀粉/PBS材料。
将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为2:10,其中,塑化淀粉为2份,聚丁二酸丁二醇酯为10份,并加入辅助增塑剂1份氯化钠,在140℃条件下搅拌35min,得到PBS/塑化淀粉材料。
步骤3)称取以下组分,聚乳酸90份,改性淀粉/PBS材料20份,添加剂15份,偶联剂2份,分散剂1份、增塑剂2份,增强剂3份,进行共混。
其中添加剂为滑石粉;增强剂为玻璃纤维;增塑剂为柠檬酸三乙酯;偶联剂为硅烷偶联剂KH550;分散剂为低分子量聚乙烯蜡。
步骤4)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为90℃,二区温度为110℃,三区温度为120℃,四区温度为130℃,五区温度为150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为165℃。
其中所述的瓶盖材料进行测试,其拉伸强度为47.12Mpa,弯曲强度为42.9Mpa,冲击强度为19.8KJ/m
对比例1
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)塑化淀粉制备
将丙三醇与淀粉,加热塑化,得到丙三醇塑化淀粉。塑化条件为丙三醇和淀粉的用量比为3:10,首先淀粉和丙三醇共混,在80℃条件真空处理70h,之后在140℃条件下塑化,塑化搅拌20min,搅拌速度50rpm,得到塑化淀粉。
步骤2)丙三醇塑化淀粉与聚丁二酸丁二醇酯共混,得到淀粉/PBS材料。
将步骤1)得到的塑化淀粉与聚丁二酸丁二醇酯共混,其中塑化淀粉与聚丁二酸丁二醇酯的比例为3:10,其中,塑化淀粉为3份,聚丁二酸丁二醇酯为10份,在140℃条件下搅拌30min,得到PBS/塑化淀粉材料。
步骤3)称取以下组分,聚乳酸80份,改性淀粉/PBS材料20份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂2份,进行共混。
其中添加剂为滑石粉;增强剂为玻璃纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚乙烯蜡。
步骤4)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为70℃~90℃,二区温度为90℃~110℃,三区温度为100℃~120℃,四区温度为110℃~130℃,五区温度为130℃~150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为160℃。
其中所述的瓶盖材料进行测试,其拉伸强度为42.4Mpa,弯曲强度为41.5Mpa,冲击强度为19.3KJ/m
对比例2
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)淀粉与聚丁二酸丁二醇酯共混,得到改性淀粉/PBS材料。
将淀粉与聚丁二酸丁二醇酯共混,其中淀粉与聚丁二酸丁二醇酯的比例为3:10,其中,淀粉为3份,聚丁二酸丁二醇酯为10份,在140℃条件下搅拌30min,得到淀粉/PBS材料。
步骤2)称取以下组分,聚乳酸80份,淀粉/PBS材料20份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂2份,进行共混。
其中添加剂为滑石粉;增强剂为玻璃纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚乙烯蜡。
步骤3)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为70℃~90℃,二区温度为90℃~110℃,三区温度为100℃~120℃,四区温度为110℃~130℃,五区温度为130℃~150℃。
步骤4)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为160℃。
其中所述的瓶盖材料进行测试,其拉伸强度为35.1Mpa,弯曲强度为32.9Mpa,冲击强度为15.3KJ/m
对比例3
一种生物可降解塑料瓶盖及其制备方法,包括以下步骤:
步骤1)称取以下组分,聚乳酸80份,PBS材料20份,添加剂10份,偶联剂2份,分散剂0.5份、增塑剂2份,增强剂2份,进行共混。
其中添加剂为滑石粉;增强剂为玻璃纤维;增塑剂为磷酸三甲酚酯;偶联剂为硅烷偶联剂KH560;分散剂为低分子量聚乙烯蜡。
步骤2)将上述混合料通过双螺杆挤出机进行挤出,挤出头的温度为梯度温度。
具体的,分为五个温度区,一区温度为70℃~90℃,二区温度为90℃~110℃,三区温度为100℃~120℃,四区温度为110℃~130℃,五区温度为130℃~150℃。
步骤5)将步骤4)得到的材料通过注塑机注塑成型,得到瓶盖,注塑机的注塑温度为160℃。
其中所述的瓶盖材料进行测试,其拉伸强度为28.3Mpa,弯曲强度为26.4Mpa,冲击强度为14.3KJ/m
从实施例3和对比例1的附图可以看出,在材料表观性能上,使用改性的淀粉时,PBS和聚乳酸形成的体系更加的均匀,材料之间的列分分家少,更加小,因此体现在材料机械性能上能够有一定幅度的提升。
- 一种生物可降解塑料瓶盖及其制备方法
- 一种生物可降解空心钉材料的制备方法及生物可降解空心钉