一种直线灌装扣盖机
文献发布时间:2023-06-19 10:41:48
技术领域
本发明涉及粉末灌装技术领域,特别是涉及一种直线灌装扣盖机。
背景技术
在食品包装领域中,常见的包装方式是将食品装入囊杯中,在实际包装过程中,涉及杯子的进料、转运、灌装粉末、封膜、杯盖进料、扣盖和取料等多个步骤,目前大都是不同设备配合使用的,占地面积大,成本高,目前市场上的产品生产效率低,设备造价昂贵,操作维护不方便,生产效率低以及产品生产不稳定,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种直线灌装扣盖机。
发明内容
本发明主要解决的技术问题是提供一种直线灌装扣盖机,结构紧凑,运行平稳,用于圆形杯盖上料、罐装、封口及扣盖,实现有规律可控的单杯扣盖,能实现定量储杯及储盖,方便操作,可实现自动半自动化生产,成本低、适应性强的特点。
为解决上述技术问题,本发明采用的一个技术方案是:提供一种直线灌装扣盖机,该种直线灌装扣盖机包括机架、输送带、理杯进杯机构、旋转抓杯机械手、加料装置、吸膜装置、热封装置、理盖进盖机构、扣杯装置和出杯取放机械手,机架上安装有用于送杯的输送带,输送带左侧输入端对接设置有理杯进杯机构,旋转抓杯机械手将理杯进杯机构杯有序抓取至输送带,沿输送带的输送方向的机架工作台上依次设置有加料装置、吸膜装置、热封装置和扣杯装置,扣杯装置后侧对接设置有理盖进盖机构,输送带右侧输出端对接设置有出杯取放机械手。
优选的是,所述理杯进杯机构包括理杯振动盘、直线输送带、输送电机、调速器、低料位传感器、高料位传感器、定位气缸和固定模块,所述理杯振动盘里装有杯子,理杯振动盘的出料口对接设置有直线输送带,直线输送带由输送电机驱动,输送电机外接有调速器,直线输送带上安装有低料位传感器和高料位传感器,直线输送带伸出端侧端安装有定位气缸,定位气缸的活塞杆上安装有固定模块,固定模块上设有仿形杯安装凹槽。
优选的是,所述旋转抓杯机械手包括抓取支架、旋转气缸、旋转板、导向柱、落杯气缸、升降板、导套和抓杯吸盘,所述抓取支架设置于机架工作台上,抓取支架的横梁板上安装有旋转气缸,旋转气缸的转台上安装有旋转板,旋转板上安装有两竖直的导向柱,旋转板下端还安装有落杯气缸,落杯气缸的活塞杆上安装有升降板,升降板上安装有与导向柱配合的导套,升降板下端安装有两抓杯吸盘。
优选的是,所述加料装置包括安装板、电箱、料斗、加料器、出料嘴、加粉头和振动泵,所述安装板固定于机架上,安装板下端安装有电箱,安装板上安装有料斗,电箱下端设置有与料斗对接设置的加料器,加料器底部安装有出料嘴,出料嘴底部安装有加粉头,所述加料器上还安装有振动泵,振动泵用于振动出料。
优选的是,所述吸膜装置包括安装架、膜仓、升降气缸、推板、直线滑轨和翻转吸膜组件,所述安装架设置于工作台上,安装架的上横梁上安装有膜仓,膜仓内装有片膜,膜仓底部设有落料孔,安装架侧端安装有升降气缸,升降气缸的活塞杆上安装有推板,推板通过直线滑轨与安装架的竖直板滑动连接,推板上安装有翻转吸膜组件;所述翻转吸膜组件包括转轴、吸膜转体、吸膜转柱、辅助定位爪、吸盘和模具板,所述转轴通过轴承座水平插装于推板上,转轴尾部安装有吸膜转体,所述吸膜转体上对称设置有两开口朝上的导向槽孔,安装架上安装有三根与导向槽孔配合的吸膜转柱,转轴伸出端安装有辅助定位爪,辅助定位爪上安装有吸盘,吸盘下方设有与之配合的用于放置待封膜产品的模具板。
优选的是,所述理盖进盖机构的结构与理杯进杯机构相同。
优选的是,所述扣杯装置包括门形支架、摆动气缸、Z轴气缸、连接板、真空吸盖盘、扣盖组件、顶杯气缸和杯浮动座,真空吸盖盘、下压定位气缸、仿形定位块、顶杯气缸、杯浮动座,所述门形支架设置于工作台上,门形支架的上横梁上安装有摆动气缸,摆动气缸的摆台上安装有Z轴气缸,Z轴气缸的活塞杆上安装有连接板,连接板下端安装有两真空吸盖盘,门形支架中间横梁板上安装有扣盖组件,门形支架的下横梁上安装有顶杯气缸,顶杯气缸的活塞杆上安装有杯浮动座,杯浮动座位于模具板下方;所述扣盖组件包括立板、下压定位气缸和仿形定位块,所述立板设置于连接板底部,立板上安装有下压定位气缸,下压定位气缸的活塞杆上安装有仿形定位块,理盖进盖机构里杯盖输送至出料端。
优选的是,所述输送带包括链条输送带,链条输送带上阵列安装有模具板,链条输送带的支架上还安装有杯检传感器和膜检传感器,杯检传感器位于旋转抓杯机械手后侧,膜检传感器位于吸膜装置后侧。
与现有技术相比,本发明的有益效果是:
结构紧凑,运行平稳,用于圆形杯的罐装、封口及扣盖,实现有规律可控的单杯扣盖,能实现定量储杯及储盖,方便操作,可实现自动半自动化生产;
用于圆形杯的杯盖上料封装工序,结构简单、成本低、适应性强的特点。
附图说明
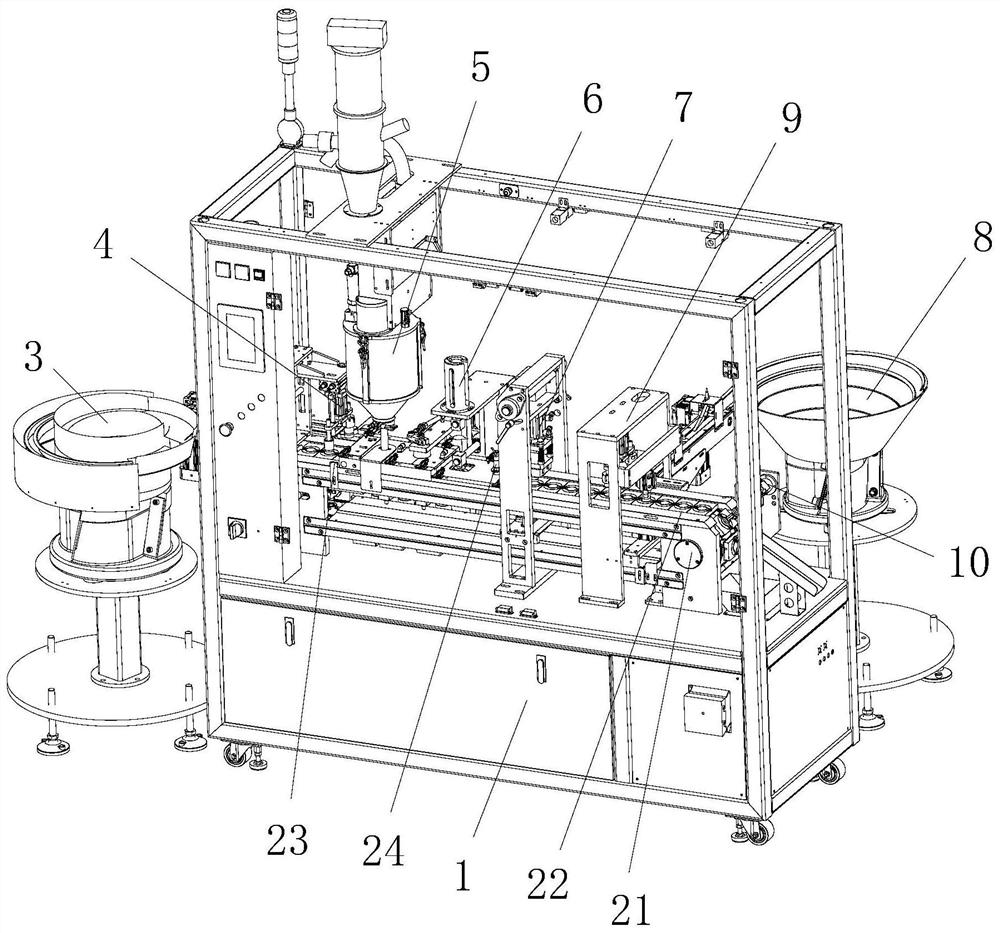
图1为一种直线灌装扣盖机的第一视角结构示意图。
图2为一种直线灌装扣盖机的第二视角结构示意图。
图3为一种直线灌装扣盖机的理杯进杯机构俯视图。
图4为一种直线灌装扣盖机的旋转抓杯机械手结构示意图。
图5为一种直线灌装扣盖机的加料装置结构示意图。
图6为一种直线灌装扣盖机的吸膜装置第一视角结构示意图。
图7为一种直线灌装扣盖机的吸膜装置第二视角结构示意图。
图8为一种直线灌装扣盖机的扣杯装置结构示意图。
具体实施方式
下面结合附图对本发明较佳实施例进行详细阐述,以使发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
请参阅图1至图8,本发明实施例包括:
一种直线灌装扣盖机,该种直线灌装扣盖机包括机架1、输送带2、理杯进杯机构3、旋转抓杯机械手4、加料装置5、吸膜装置6、热封装置7、理盖进盖机构8、扣杯装置9和出杯取放机械手10,机架1上安装有用于送杯的输送带2,输送带2左侧输入端对接设置有理杯进杯机构3,旋转抓杯机械手4将理杯进杯机构3杯有序抓取至输送带2,沿输送带2的输送方向的机架1工作台上依次设置有加料装置5、吸膜装置6、热封装置7和扣杯装置9,扣杯装置9后侧对接设置有理盖进盖机构8,输送带2右侧输出端对接设置有出杯取放机械手10。
所述理杯进杯机构3包括理杯振动盘31、直线输送带32、输送电机33、调速器34、低料位传感器35、高料位传感器36、定位气缸37和固定模块38,所述理杯振动盘31里装有杯子,理杯振动盘31的出料口对接设置有直线输送带32,直线输送带32由输送电机33驱动,输送电机33外接有调速器34,直线输送带32上安装有低料位传感器35和高料位传感器36,直线输送带32伸出端侧端安装有定位气缸37,定位气缸37的活塞杆上安装有固定模块38,固定模块38上设有仿形杯安装凹槽380,理杯振动盘31通过其频振将杯有序振出至直线输送带32,通过输送电机33传输杯子,通过调速器34控制传输速度,通过低料位传感器35和高料位传感器36感应理杯振动盘31出料速率以及有无料存在,当杯子输送至直线输送带32末端时,定位气缸37驱动固定模块38移动将杯子定位至固定位置。
所述旋转抓杯机械手4包括抓取支架41、旋转气缸42、旋转板43、导向柱44、落杯气缸45、升降板46、导套47和抓杯吸盘48,所述抓取支架41设置于机架1工作台上,抓取支架41的横梁板上安装有旋转气缸42,旋转气缸42的转台上安装有旋转板43,旋转板43上安装有两竖直的导向柱44,旋转板43下端还安装有落杯气缸45,落杯气缸45的活塞杆上安装有升降板46,升降板46上安装有与导向柱44配合的导套47,升降板46下端安装有两抓杯吸盘48,此时落杯气缸45下降,抓杯吸盘48将杯子吸取,落杯气缸45上升,旋转气缸42将杯子旋转180°,落杯气缸45下降将杯子放入模具板22中,完成落杯动作。
所述加料装置5包括安装板51、电箱52、料斗53、加料器54、出料嘴55、加粉头56和振动泵57,所述安装板51固定于机架1上,安装板51下端安装有电箱52,安装板51上安装有料斗53,电箱52下端设置有与料斗53对接设置的加料器54,加料器54底部安装有出料嘴55,出料嘴55底部安装有加粉头56,所述加料器54上还安装有振动泵57,振动泵57用于振动出料。
所述吸膜装置6包括安装架61、膜仓62、升降气缸63、推板64、直线滑轨65和翻转吸膜组件66,所述安装架61设置于工作台上,安装架61的上横梁上安装有膜仓62,膜仓62内装有片膜,膜仓62底部设有落料孔,安装架61侧端安装有升降气缸63,升降气缸63的活塞杆上安装有推板64,推板64通过直线滑轨65与安装架61的竖直板滑动连接,推板64上安装有翻转吸膜组件66;所述翻转吸膜组件66包括转轴661、吸膜转体662、吸膜转柱663、辅助定位爪664、吸盘665和模具板666,所述转轴661通过轴承座水平插装于推板64上,转轴661尾部安装有吸膜转体662,所述吸膜转体662上对称设置有两开口朝上的导向槽孔6220,安装架61上安装有三根与导向槽孔6620配合的吸膜转柱663,转轴661伸出端安装有辅助定位爪664,辅助定位爪664上安装有吸盘665,吸盘665下方设有与之配合的用于放置待封膜产品的模具板666。
所述理盖进盖机构8的结构与理杯进杯机构3相同。
所述扣杯装置9包括门形支架91、摆动气缸92、Z轴气缸93、连接板94、真空吸盖盘95、扣盖组件96、顶杯气缸97和杯浮动座98,真空吸盖盘、下压定位气缸、仿形定位块、顶杯气缸97、杯浮动座98,所述门形支架91设置于工作台上,门形支架91的上横梁上安装有摆动气缸92,摆动气缸92的摆台上安装有Z轴气缸93,Z轴气缸93的活塞杆上安装有连接板94,连接板94下端安装有两真空吸盖盘,门形支架91中间横梁板上安装有扣盖组件96,门形支架91的下横梁上安装有顶杯气缸97,顶杯气缸97的活塞杆上安装有杯浮动座98,杯浮动座98位于模具板22下方;所述扣盖组件96包括立板961、下压定位气缸962和仿形定位块963,所述立板961设置于连接板94底部,立板961上安装有下压定位气缸962,下压定位气缸962的活塞杆上安装有仿形定位块963,理盖进盖机构8里杯盖输送至出料端,此时Z轴气缸93下降,真空吸盖盘95吸取杯盖,Z轴气缸93回升至原位置,通过摆动气缸92摆动180度,将杯盖放置杯上,当杯盖输送到仿形定位块963下方时,下压定位气缸962伸出压紧杯盖,此时顶杯气缸97顶出料杯,料杯与杯盖接触受力,完成扣盖,同时杯浮动座98将料杯抬起,防止卡死在模具型腔中。
所述输送带2包括链条输送带21,链条输送带21上阵列安装有模具板22,链条输送带21的支架上还安装有杯检传感器23和膜检传感器24,杯检传感器23位于旋转抓杯机械手4后侧,膜检传感器24位于吸膜装置6后侧。
本发明一种直线灌装扣盖机工作时,理杯振动盘31通过其频振将杯有序振出至直线输送带32,通过输送电机33传输杯子,通过调速器34控制传输速度,通过低料位传感器35和高料位传感器36感应理杯振动盘31出料速率以及有无料存在,当杯子输送至直线输送带32末端时,定位气缸37驱动固定模块38移动将杯子定位至固定位置,此时落杯气缸45下降,抓杯吸盘48将杯子吸取,落杯气缸45上升,旋转气缸42将杯子旋转180°,落杯气缸45下降将杯子放入模具板22中,完成落杯动作,杯检传感器23感应到杯存在,模具板22移动至下一工位,加料装置5将物料加入杯中,吸膜装置6将膜吸附在杯口,膜检传感器24检测膜是否存在,通过热封装置7实现膜与杯的封口工艺,理盖进盖机构8将杯盖稳定输出至扣杯装置9下方,此时Z轴气缸93下降,真空吸盖盘95吸取杯盖,Z轴气缸93回升至原位置,通过摆动气缸92摆动180度,将杯盖放置杯上,当杯盖输送到仿形定位块963下方时,下压定位气缸962伸出压紧杯盖,此时顶杯气缸97顶出料杯,料杯与杯盖接触受力,完成扣盖,同时杯浮动座98将料杯抬起,防止卡死在模具型腔中,完成扣盖动作,最终产品通过出杯取放机械手送出。
本发明一种直线灌装扣盖机,结构紧凑,运行平稳,用于圆形杯盖上料、罐装、封口及扣盖,实现有规律可控的单杯扣盖,能实现定量储杯及储盖,方便操作,可实现自动半自动化生产,成本低、适应性强的特点。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种一机双用的新型直线灌装扣盖封口机
- 一种直线灌装扣盖机