一种H型钢飞剪剪刃侧隙调整装置
文献发布时间:2023-06-19 10:51:07
技术领域
本发明属于冶金工程设备技术领域,涉及一种H型钢飞剪剪刃侧隙调整装置。
背景技术
热轧H型钢飞剪剪裁不同规格的型钢,剪切轧件的速度相对较低,根据来料的不同需要更换不同的剪刃,为适应不同厚度来料剪刃侧隙调整频繁变化,严重影响年产量;
目前技术存在的问题:
(1)四组剪刃,来料厚度变化范围大,如果用垫片调整侧隙,则备件数量太多;
(2)剪刃侧隙的调整不能太慢,否则影响生产进度及年产量。
发明内容
本发明提供了一种H型钢飞剪剪刃侧隙调整装置,解决了来料厚度变化范围大,应对剪刃侧隙调整频繁,使剪刃侧隙调整更便捷的目的。
本发明所采用的技术方案是,一种H型钢飞剪剪刃侧隙调整装置,包括曲柄连接机构和摇杆连接机构,所述曲柄连接机构包括并排设置的两个臂轴,两个臂轴通过衬套分别连接有连杆,连杆端部与臂轴的连接处还固定连接有剪刃;
所述摇杆连接机构包括两个与臂轴分别相对设置的摇杆轴,摇杆轴外侧套接有偏心套,偏心套外侧套有衬套,连杆远离臂轴的一端分别穿过衬套和偏心套键联接于摇杆轴上,所述摇杆轴的一端连接有摇杆,摇杆轴的另一端铺设有与摇杆轴配合的压盖,所述压盖绕摇杆轴的轴心设置有若干刻度孔。
本发明的特点还在于:
其中连杆与臂轴的连接端设置有刀座,剪刃固定连接在刀座上;
其中衬套和偏心套分别对应设置有偏心孔,连杆分别穿过偏心孔键联接摇杆轴;
其中摇杆轴的一端通过轴承连接有摇杆;
其中偏心套与衬套之间还设置有与摇杆轴同轴的轴承,所述连杆远离臂轴的端部设置与轴承配合的凹孔,所述轴承嵌于凹孔内;
其中压盖表面绕压盖的圆心均匀设置有两圈螺栓孔,偏心套端面开设有与远离压盖圆心处的螺栓孔对应的孔a,还包括依次穿过螺栓孔和孔a的螺栓a,偏心套通过螺栓a与压盖把合;
摇杆轴与偏析套同侧端面设置有与靠近压盖圆心处的螺栓孔对应的孔b,还包括依次穿过螺栓孔和孔b的螺栓b,压盖通过螺栓b与摇杆轴把合;
其中刻度孔包括设置于压盖表面的两圈螺栓孔,靠近压盖圆心的一圈螺栓孔的直径小于远离压盖圆心的一圈螺栓孔的直径;
其中大直径螺栓孔每两个之间相距0~2mm,所述小直径螺栓孔每两个之间相距0~1mm;
其中大直径螺栓孔每两个大直径螺栓孔对应三个小直径螺栓孔;
其中压盖的圆心处还设置有扭柄。
本发明的有益效果是:
本发明的一种H型钢飞剪剪刃侧隙调整装置通过曲柄连接机构和摇杆连接机构之间的配合,使来料厚度发生变化时,转动压盖根据刻度孔调节,使偏心套带动连杆的运动方向,使连杆长度发生变化,实现调整剪刃侧隙的目的,既满足各种规格来料厚度变化范围大,垫片调整侧隙备件数量太多的困难,又使剪刃侧隙的调整无需反复拆装,满足生产进度及年产量的需求。
附图说明
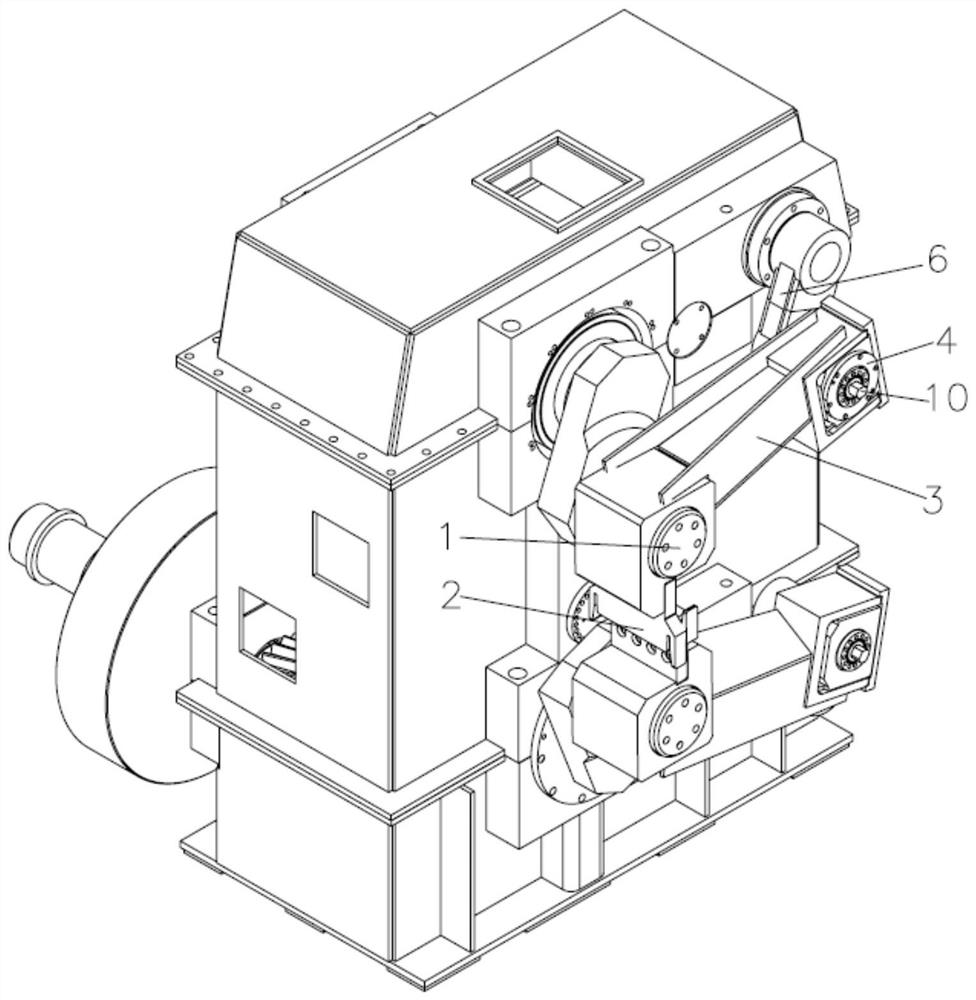
图1是本发明的一种H型钢飞剪剪刃侧隙调整装置的飞剪整体结构示意图;
图2是本发明的一种H型钢飞剪剪刃侧隙调整装置的结构示意图;
图3是本发明的一种H型钢飞剪剪刃侧隙调整装置的连接机构结构示意图;
图4是本发明的一种H型钢飞剪剪刃侧隙调整装置的连接结构示意图;
图5是本发明的一种H型钢飞剪剪刃侧隙调整装置的压盖结构示意图。
图中,1.曲柄,2.剪刃,3.连杆,4.偏心套,5.衬套,6.摇杆,7.摇杆轴,8.轴承,9.压盖,10.扭柄,11.螺栓a,12.螺栓b,13.刻度孔。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
本发明提供了一种H型钢飞剪剪刃侧隙调整装置,如图1和图2所示,包括曲柄连接机构和摇杆连接机构,所述曲柄连接机构包括并排设置的两个臂轴1,两个臂轴1通过衬套分别连接有连杆3,连杆3端部与臂轴1的连接处还固定连接有剪刃2,连杆3与臂轴1的连接端设置有刀座,剪刃2固定连接在刀座上;
如图3所示,摇杆连接机构包括两个与臂轴1分别相对设置的摇杆轴7,摇杆轴7外侧套接有偏心套4,偏心套4外侧套有衬套5,衬套5和偏心套4分别对应设置有偏心孔,连杆3分别穿过偏心孔键联接摇杆轴7,偏心套4与衬套5之间还设置有与摇杆轴7同轴的轴承8,所述连杆3远离臂轴1的端部设置与轴承8配合的凹孔,所述轴承8嵌于凹孔内;摇杆轴7的一端通过轴承连接有摇杆6,摇杆轴7的另一端铺设有与摇杆轴7配合的压盖9,压盖9的圆心处还设置有扭柄10;所述压盖9绕摇杆轴7的轴心设置有若干刻度孔13;
如图4所示,压盖9表面绕压盖9的圆心均匀设置有两圈螺栓孔,偏心套4端面开设有与远离压盖9圆心处的螺栓孔对应的孔a,还包括依次穿过螺栓孔和孔a的螺栓a11,偏心套4通过螺栓a11与压盖9把合;
摇杆轴7与偏析套4同侧端面设置有与靠近压盖9圆心处的螺栓孔对应的孔b,还包括依次穿过螺栓孔和孔b的螺栓b12,压盖9通过螺栓b12与摇杆轴7把合;
如图5所示,刻度孔13包括设置于压盖9表面的两圈螺栓孔,靠近压盖9圆心的一圈螺栓孔的直径小于远离压盖9圆心的一圈螺栓孔的直径;
大直径螺栓孔每两个之间相距0~2mm,所述小直径螺栓孔每两个之间相距0~1mm。
大直径螺栓孔每两个大直径螺栓孔对应三个小直径螺栓孔。
从本发明的实际使用解释本发明:
刻度孔13分为大圆孔与小圆孔,大圆孔与小圆孔呈上下排布且同步转动,大圆孔转动1个刻度孔,小圆孔转动3个刻度孔;设大圆孔数量为y小圆孔数量为x,[(x-1)+(y-2)]=45,x+y=48,y=48/n+1,n=3,y=12,x=36;
小圆孔的数量x=36,大圆孔的数量为y=12,那么,偏心套4端面的孔a的数量应为12个。
本发明的工作原理是:转动压盖9上的扭柄10进而带动偏心套4的转动,偏心套4与衬套5相对应的偏心孔框定连杆3的运动范围,偏心套4带动连杆3的运动方向改变连杆3的长度,进而调整剪刃2的侧隙水平距离,根据来料厚度选择侧隙的水平距离增加或减少,将侧隙的水平距离固定在压盖9的某一个刻度孔13上,然后通过螺栓b12将压盖9与摇杆轴7把合,使运动中的连杆3保持在与剪刃2的侧隙同一个刻度孔13上,连杆3之间的轴承8使两边的连杆3的长度转动保持一致,保持连杆3之间上下转动平衡;
其剪刃侧隙的调整方法包括:
步骤1,转动压盖扁头扭柄10,根据压盖9上的刻度值调节转动幅度;
步骤2,偏心套4偏心4mm,可实现连杆3长度变化±4mm,转动12个孔其中的任一个孔,转动一个刻度,连杆3长度变化0.66mm;
步骤3,压盖9带动偏心套4的转动,偏心套4带动连杆3做相向或相反方向的运动改变连杆3的长度,使上下剪刃2侧隙水平距离减少或增加,同时偏心套4规定了上下连杆3的长度转动幅度,摇杆轴7使连杆3之间保持转动平衡;
步骤4,剪刃2侧隙调整好后,将压盖9与摇杆轴7通过螺栓b12固定,使运动中的连杆3保持同一长度运行,同时上下剪刃2保持在某一个刻度值上;
其中,剪刃2侧隙与来料厚度有关,此H型钢剪刃2侧隙约在0.3-2mm之间,偏心套4偏心4mm,可实现连杆3长度变化±4mm,偏心套4与压盖9相连,压盖9上分布十二个孔的刻度值,转动任一个孔,每转动一个刻度,连杆3长度变化0.66mm,热连轧一批原料,明确来料厚度,确认剪刃2侧隙,转动压盖9连接的偏心套4的偏心孔调节连杆3长度,实现剪刃2侧隙调整。
- 一种H型钢飞剪剪刃侧隙调整装置
- 倍尺飞剪回转式剪刃侧隙调整装置