柔性材料的V字型刀眼切割加工方法
文献发布时间:2023-06-19 10:51:07
技术领域
本发明涉及一种加工方法,尤其是涉及一种柔性材料的V字型刀眼切割加工方法,它属于纺织服装行业切割。
背景技术
纺织服装行业切割往往需要切割对位标记刀眼。由于纺织材料切割一般的上下往复振动切割的刀片容易带丝,使用圆形的轮刀刀片切割纺织面料,既速度快,又可以很好的解决带丝的问题。但是,由于轮刀的半径,垂直下落的刀宽较宽,如图1所示,切割V字型对位标记刀眼时由于刀宽和数据的微线段存在不匹配的问题,即使在V字型刀眼的尖角处,插补小圆过渡,依然会挤压刀眼切割形状的边缘而产生变形或毛刺,在毛毡里来回转圈也会伤及毛毡,影响毛毡得使用寿命,切割速度也受到刀眼的圆弧半径的影响。
如果采用刀眼的地方改为冲孔刀切割或者抬刀的方式进行切割,则会存在效率的问题,本申请希望采用轮刀不抬刀一次性完成带V字型刀眼的数据切割,且能改善轮刀在V字型刀眼切割时带来的质量问题。
因此,提供一种切割效率高,切割质量满足客户生产需求的柔性材料的V字型刀眼切割加工方法,显得尤为必要。
发明内容
本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理,安全可靠,切割效率高,切割稳定顺畅,切割质量满足客户生产需求的柔性材料的V字型刀眼切割加工方法。
本发明解决上述问题所采用的技术方案是:该柔性材料的V字型刀眼切割加工方法,包括一段待切割的点序列{P0,P1,…,Pi,…,Pm},在该点序列折线段序列上,包含若干需要切割的V字型刀眼标记,其特征在于:轮刀切割V字型刀眼的方法具体如下:
(一)根据设备性能,设定允许的逼近V字型刀眼的折线段的允许最大变化角△θ;
(二)确定切割的V字型刀眼的前点Pt_before(x,y)、刀眼的三个点Pt1(x,y)、Pt2(x,y)、Pt3(x,y)、后点Pt_after(x,y);
(三)V字型刀眼圆弧刀眼切割方法的具体实现如下:
(1)根据V字型刀眼的三个端点坐标Pt1(x,y),Pt2(x,y),Pt3(x,y)计算出想要圆弧刀眼的宽和高ArcEye_Width,ArcEye_Height;
(2)根据刀眼宽ArcEye_Width、高ArcEye_Height参数以及Pt1(x,y)、PtH(x,y)、Pt3(x,y)计算出替代的圆弧刀眼对应的三段相接圆弧;
(3)根据三段相接圆弧;计算得出对应的离散点,该离散点序列ArcEyePts1=(EyePt11…EyePt1n)、ArcEyePts2=(EyePt21…EyePt2n)、ArcEyePts3=(EyePt31…EyePt3n);
(4)依据变化角小于△θ的规则调整Pt_before(x,y)与(EyePt1k…EyePt1n)的点序列,其中EyePt1k=Pt1(x,y),EyePt1k是离散圆弧段上经过Pt1端点的离散点;
(5)依据变化角小于△θ的规则调整Pt_after(x,y)与(EyePt31…EyePt3k)的点序列,其中EyePt3k=Pt3(x,y),EyePt3k是离散圆弧段上经过Pt3端点的离散点;
(6)将调整过的点序列Adjuest_ArcEyePts1、ArcEyePts2、Adjuest_ArcEyePts3拼接成为JointArcEyePts点序列;该序列可供裁床切割。
作为优选,本发明所述步骤(三)中的(2):由于待切割数据的多样性,刀眼数据的两边不是完全相等,调整V字型刀眼的顶点Pt2(x,y)到PtH(x,y),满足Pt1(x,y),PtH(x,y),Pt3(x,y)三点的两边相等,即Pt1(x,y),PtH(x,y)的长度等于PtH(x,y),Pt3(x,y)的长度;
Pt1(x,y)和Pt3(x,y)的长度是ArcEye_Width,设PtMid是Pt1(x,y)和Pt3(x,y)的中点,PtMid和PtH(x,y)的长度为刀眼高度ArcEye_Height。
作为优选,本发明所述步骤(三)中的(2):三段相接圆弧的圆半径R相同,弧心角度W大小相同,且分别经过V字型刀眼的三个端点Pt1、PtH、Pt3,且在衔接处相切,三段圆弧的圆心分别位于∠Pt_beforePt1Pt2、∠Pt1Pt2Pt3、∠Pt2Pt3Pt_after的内部。
作为优选,本发明所述步骤(三)中的(3):根据圆心坐标C1(x,y)、C2(x,y)、C3(x,y)、弧心角度大小W、半径R分别计算得到三段相接圆弧的离散点序列,离散点之间的变化角满足约束条件,即小于等于△θ。
作为优选,本发明所述步骤(三)中的(3):EyePt1k、EyePt2k、EyePt3k分别经过Pt1、Pt1H、Pt3,1 作为优选,本发明所述步骤(三)中的(4):具体步骤如下:依次计算Pt_before(x,y)、EyePt1i+1、EyePt1i之间的变化角α,其中(k≤i≤n),如果变化角α不满足条件≤△θ,则i--,计算下一点的变化角的情况,否则记录该点在离散圆弧段ArcEyePts1中的序号,记为Index1,则调整后的点序列为Adjuest_ArcEyePts1={EyePt1Index1…EyePt11};
作为优选,本发明所述步骤(三)中的(5):具体步骤如下:依次计算Pt_after(x,y)、EyePt1i-1、EyePt1 i之间的变化角α,其中(k≥i≥1),如果变化角α不满足条件≤△θ,则i++,计算下一点的变化角的情况,否则记录该点在离散圆弧段ArcEyePts3中的序号,记为Index3,则调整后的点序列为Adjuest_ArcEyePts3={EyePt3n…EyePt3Index3};
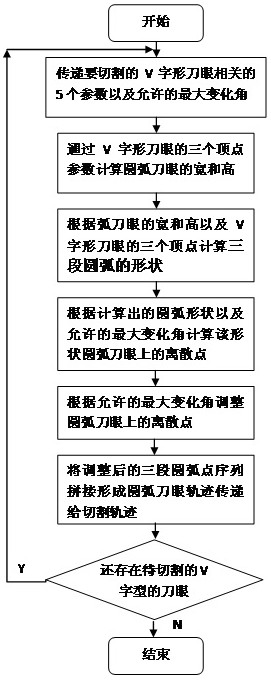
本发明与现有技术相比,具有以下优点和效果:整体结构设计合理,安全可靠,切割效率高,解决了现有方法切割效率低、且因为刀宽的问题会引起的挤压边缘、毛刺等质量问题;本申请采用三段圆弧拼接起来实现V字型刀眼的切割,并且三段圆弧的圆半径R相同,弧心角度W大小相同,且分别经过V字型刀眼的三个端点,且在衔接处相切,三段圆弧的圆心分别位于∠Pt_beforePt1Pt2、∠Pt1Pt2Pt3、∠Pt2Pt3Pt_after的内部;同时不抬刀的情况下一次性完成包含V字型刀眼轨迹的切割,使得轮刀能最为流畅的切出V字型对位标记刀眼,切割质量满足客户的生产需求,起到后道工序定位缝纫的问题。 附图说明 图1是现有刀入材料表面的宽度与材料厚度对比的结构示意图。 图2是本发明实施例若干需要切割的V字型刀眼标记分布示意图。 图3是本发明实施例轮刀快速切割V字型刀眼的五个参数点分布示意图。 图4是本发明实施例圆弧刀眼对应的三段圆弧的形状及其圆心位置分布示意图。 图5是本发明实施例三段近似圆弧的离散点位置分布示意图。 图6是本发明实施例调整过的点序列位置分布示意图。 图7是本发明实施例的切割加工方法的流程示意图。 具体实施方式 下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。 实施例。 参见图2至图7,本实施例柔性材料的V字型刀眼切割加工方法,针对一段待切割的点序列{P0,P1,…,Pi,…,Pm},在该点序列折线段序列上,包含若干需要切割的V字型刀眼标记,如图2所示;轮刀切割V字型刀眼的方法具体如下: (一)根据设备性能设定允许的逼近V字型刀眼的折线段的允许最大变化角△θ。 (二)将要切割的V字型刀眼的前点Pt_before(x,y)、刀眼的三个点Pt1(x,y),Pt2(x,y),Pt3(x,y)、后点Pt_after(x,y)传递给V字型刀眼圆弧刀眼切割方法的函数。 (三)V字型刀眼圆弧刀眼切割方法的具体实现如下: (1)获取V字型刀眼输出的最大变化角△θ。 (2)根据V字型刀眼的三个端点坐标Pt1(x,y),Pt2(x,y),Pt3(x,y)计算出想要圆弧刀眼的宽和高ArcEye_Width,ArcEye_Height。 由于待切割数据的多样性,刀眼数据的两边可能不是完全相等,调整V字型刀眼的顶点Pt2(x,y)到PtH(x,y),使其满足Pt1(x,y),PtH(x,y),Pt3(x,y)三点的两边相等,即Pt1(x,y)和PtH(x,y),的长度等于PtH(x,y),Pt3(x,y)的长度。Pt1(x,y)和Pt3(x,y)的长度是ArcEye_Width,设PtMid是Pt1(x,y)和Pt3(x,y)的中点,PtMid和PtH(x,y)的长度为刀眼高度ArcEye_Height。 (3)根据刀眼宽ArcEye_Width、高ArcEye_Height参数以及Pt1(x,y),PtH(x,y),Pt3(x,y)计算出替代的圆弧刀眼对应的三段圆弧的形状。 本实施例要求:采用三段圆弧的圆半径R相同,弧心角度W大小相同,且分别经过V字型刀眼的三个端点Pt1、PtH、Pt3,且在衔接处相切,三段圆弧的圆心分别位于∠Pt_beforePt1Pt2、∠Pt1Pt2Pt3、∠Pt2Pt3Pt_after的内部;以固定变化角产生离散的三段圆弧离散点序列,然后通过分别计算V字型刀眼的前点Pt_before、后点Pt_after与圆弧段的离散点(EyePt1k…EyePt1n)、(EyePt31…EyePt3k)的变化角,依据满足≤△θ的条件对圆弧刀眼的离散点进行调整,最终实现变化角度满足切割条件的V字型对位标记的圆弧刀眼的切割轨迹,该方法避免了在V字型刀眼尖角处作与两边相切的的圆弧过渡的方法带来的圆弧半径小,三个尖角的圆弧半径大小跳跃变化带来的对运行速度的平稳性以及对面料边缘的挤压变形、毛刺等质量问题,同时不抬刀的情况下一次性完成包含V字型刀眼轨迹的切割,使得轮刀能最为流畅的切出V字型对位标记刀眼,切割质量满足客户的生产需求,起到后道工序定位缝纫的问题。 实例:计算圆半径R、弧心角度W以及圆心坐标C1(x,y)、C2(x,y)、C3(x,y)。 参见图4;W=4B,其中B是PtHPt1Pt3构成的V字型刀眼的底角,W为圆弧的弧心角,R=ArcEye_Width/(4*sin(W/2))。 (4)根据圆心坐标C1(x,y)、C2(x,y)、C3(x,y)、弧心角度大小W、半径R以及允许离散的变化角△θ分别计算得到三段近似圆弧的离散点序列ArcEyePts1=(EyePt11…EyePt1n)、ArcEyePts2=(EyePt21…EyePt2n)、ArcEyePts3=(EyePt31…EyePt3n),参见图5表示,离散点之间的变化角满足约束条件,即小于等于△θ,EyePt1k、EyePt2k、EyePt3k分别经过Pt1、Pt1H、Pt3,1 (5)依据变化角小于△θ的规则调整Pt_before(x,y)与(EyePt1n…EyePt11)的点序列,其中EyePt1k=Pt1(x,y),EyePt1k是离散圆弧段上经过Pt1端点的离散点。 具体步骤如下:依次计算Pt_before(x,y)、EyePt1i+1、EyePt1i之间的变化角α,其中(k≤i≤n),如果变化角α不满足条件≤△θ,则i--,计算下一点的变化角的情况,否则记录该点在离散圆弧段ArcEyePts1中的序号,记为Index1,则调整后的点序列为Adjuest_ArcEyePts1={EyePt1Index1…EyePt11}。
(6)依据变化角小于△θ的规则调整Pt_after(x,y)与(EyePt31…EyePt3n)的点序列,其中EyePt3k=Pt3(x,y),EyePt3k是离散圆弧段上经过Pt3端点的离散点。 具体步骤如下:依次计算Pt_after(x,y)、EyePt1i-1、EyePt1i之间的变化角α,其中(k≥i≥1),如果变化角α不满足条件≤△θ,则i++,计算下一点的变化角的情况,否则记录该点在离散圆弧段ArcEyePts3中的序号,记为Index3,则调整后的点序列为Adjuest_ArcEyePts3={EyePt3n…EyePt3Index3}。
(7)将调整过的点序列Adjuest_ArcEyePts1、ArcEyePts2、Adjuest_ArcEyePts3拼接成为JointArcEyePts点序列,参见图6。 (四)将JointArcEyePts点序列加入切割轨迹队列,可供裁床切割。 本实施例解决了纺织服装行业针对V字型对位标记刀眼,采用轮刀进行材料轨迹的切割过程中,由于受轮刀刀宽度的影响而造成的V字型刀眼切割效率低下或刀眼处面料挤压、毛刺等质量问题。 通过上述阐述,本领域的技术人员已能实施。 此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本发明结构所作的举例说明。凡依据本发明专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本发明专利的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 柔性材料的V字型刀眼切割加工方法
- 用于柔性材料切割机的圆头刀帽刀具