用于滑轨套筒的内腔涂漆装置、内腔涂漆方法和涂漆方法
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及涂漆技术领域,特别是涉及一种用于滑轨套筒的内腔涂漆装置、内腔涂漆方法和涂漆方法。
背景技术
滑轨套筒的主要功能是为滑轨在飞机机翼油箱内提供运动空间,故常呈薄壁、壳型、悬臂梁受力结构,其中心轴线与滑轨的运动轨迹一致、呈弧形,即弧形轴线曲面套筒。实际使用中滑轨套筒的结构常呈系列化,然而每种规格套筒的外形尺寸均受其安装位置限制,呈现出一定的差异性。滑轨套筒的典型结构型式之一如附图1所示,筒体直径Ф一般在100-300mm之间,零件壁厚在2-6mm之间,滑轨套筒的中心轴线呈空间弧形,弧形轴线的半径R在500-2000mm之间,滑轨套筒的长度H在400-700mm之间。
滑轨套筒常采用分段拼焊的方法实现整体化焊接制造,滑轨套筒在焊接和热处理完成后,需要对其表面进行防腐处理。目前滑轨套筒涂漆通常的做法是先采用环氧底漆灌涂套筒内腔,使之完全固化后;再采用耐油涂料喷涂除法兰盘端面外的套筒外表面,烘干完全固化;翻转套筒几何位置并采用耐油涂料喷涂套筒外表面的法兰盘,烘干完全固化。当然,涂漆过程中需要对未涂漆的区域进行必要的防护。此外,当滑轨套筒的金属母材表面完成阳极氧化后应尽快完成涂漆,且不宜超过24小时;间隔时间越短,防腐效果越好。
目前对滑轨套筒内腔采用人工灌涂或人工刷涂作业,涂层厚度变化范围较大,常常是外表面喷涂厚度差异的数倍,即质量一致性差,经常出现局部涂层厚度超厚,造成大量的返工返修、费时费力。同时,人工灌涂或人工刷涂对人员的作业技能要求较高,且作业强度相对较大。
同时,在滑轨套筒涂漆过程中,漆层或涂层的完全固化需要在烘箱中加热至90℃±5℃,保温约3h-4h。在上述滑轨套筒涂漆全过程中,经历3次漆层或涂层的完全固化,加工周期长且效率低,对能耗的浪费也相应较大。同时,套筒焊缝表面因保留有鱼鳞纹形貌,在焊缝表面经常会出现漆层或涂层的针孔缺陷,为防止此类缺陷影响滑轨套筒结构的防腐性能,涂漆后经常需要补漆处理。补漆后还需要烘干,费时费力,这些都对人工操作提出了挑战。
发明内容
(1)要解决的技术问题
本发明实施例第一方面提供了一种用于滑轨套筒的内腔涂漆装置,包括:承力柱、底座、夹紧梁、旋转座组件、夹紧组件和水嘴堵头。提高了对滑轨套筒内腔涂漆的效率。
本发明实施例第二方面提供了一种用于滑轨套筒的内腔涂漆方法,包括安装滑轨套筒,向滑轨套筒的内腔灌入底漆;启动变位机和旋转座组件。提高了对滑轨套筒的内腔涂漆的质量。
本发明实施例第三方面提供了一种用于滑轨套筒的涂漆方法,包括对呈吊挂状态的滑轨套筒的外表面进行喷涂涂料。提高了对滑轨套筒外表面喷漆的效率。
(2)技术方案
本发明的实施例第一方面提出了一种用于滑轨套筒的内腔涂漆装置,包括:
承力柱,所述承力柱的下端与变位机连接,所述变位机用于驱动所述承力柱翻转和/或旋转;
底座,所述底座连接在所述承力柱的下端;
夹紧梁,所述夹紧梁的一端连接在所述承力柱的上端;
旋转座组件,所述旋转座组件设置在所述底座上,用于托举所述滑轨套筒的尾端并驱动所述滑轨套筒围绕其长度方向的轴线自旋转;
夹紧组件,所述夹紧组件包括锥壳形密封盘和关节轴承,所述锥壳形密封盘抵接并密封所述滑轨套筒一端的开口,所述关节轴承的螺纹端与所述夹紧梁螺纹连接,所述关节轴承的轴向方向与所述滑轨套筒自旋转的轴线共线,且所述关节轴承的轴承端抵接在所述锥壳形密封盘的外端面,所述夹紧组件用于从所述滑轨套筒的长度方向的开口端向所述旋转座组件一侧抵紧所述滑轨套筒;
水嘴堵头,所述水嘴堵头用于密封所述滑轨套筒的排水嘴。
进一步地,所述内腔涂漆装置还包括:定位夹持组件,所述定位夹持组件在所述滑轨套筒的长度方向上可转动地枢转连接在所述承力柱位于所述底座和所述夹紧梁之间的位置,用于夹持所述滑轨套筒。
进一步地,所述定位夹持组件包括:支撑座和叉形架,所述支撑座设置在所述承力柱位于所述底座和所述夹紧梁之间的位置,所述叉形架包括:旋转臂、固定半环和快速夹持半环;所述旋转臂的一端枢转连接在所述支撑座上,所述旋转臂的另一端连接在所述固定半环的外周壁上,所述固定半环和所述快速夹持半环的一端通过旋转轴心枢转连接。
进一步地,所述底座、所述夹紧梁、所述旋转座组件、所述夹紧组件和所述水嘴堵头成组设置且设有若干组,若干组所述底座、所述夹紧梁、所述旋转座组件、所述夹紧组件和所述水嘴堵头围绕所述承力柱的轴线设置。
进一步地,所述旋转座组件包括:筒底托盘和驱动装置,所述筒底托盘的下端通过轴承支撑在所述底座上,所述驱动装置的驱动轴与所述筒底托盘连接,用于驱动所述筒底托盘转动。
进一步地,所述水嘴堵头包括螺纹端和吊装端,所述螺纹端用于与所述滑轨套筒的排水嘴螺纹连接,所述吊装端位于所述水嘴堵头的另一端,其上设有吊装孔或吊装凹槽;所述螺纹端的端部设有密封垫。
本发明的实施例第二方面提出了一种采用本发明的实施例第一方面任一所述内腔涂漆装置的内腔涂漆方法,所述内腔涂漆方法包括如下步骤:
将滑轨套筒的尾部放置于旋转座组件并用水嘴堵头堵住滑轨套筒排水嘴;
向滑轨套筒的内腔灌入适量底漆,采用锥壳形密封盘密封滑轨套筒的开口端,调节关节轴承使滑轨套筒处于夹紧状态;
启动变位机,由变位机整体带动滑轨套筒翻转和旋转,启动旋转座组件实现滑轨套筒的自旋转。
进一步地,还包括:停止变位机和将旋转座组件的转动,将滑轨套筒从旋转座组件和夹紧组件之间拆下,吊挂水嘴堵头,倒出滑轨套筒内多余的底漆;然后将滑轨套筒烘干。
本发明的实施例第三方面提出了一种用于滑轨套筒的涂漆方法,包括本发明的实施例第二方面所述的内腔涂漆方法,还包括:对呈吊挂状态的滑轨套筒的外表面喷涂涂料,完成喷涂后将滑轨套筒以吊挂方式整体烘干。
进一步地,还包括对滑轨套筒烘干前进行漆层检查。
(3)有益效果
综上所述,本发明实施例首先提出用于滑轨套筒的内腔涂漆装置,利用旋转座组件、夹紧组件分别从两端抵接滑轨套筒,依靠水嘴堵头堵住滑轨套筒的排水嘴,最后利用变位机、旋转座组件带动滑轨套筒翻转、旋转和自旋转,滑轨套筒内腔内的底漆在自身重力作用下均匀涂覆在滑轨套筒内腔内,因此,可以自动、高效、均匀地完成内腔的涂漆工作,提高了灌涂底漆质量的一致性。
接着,本发明实施例提出的内腔涂漆方法依靠内腔涂漆装置可以快速完成对滑轨套筒的内腔涂漆工作,在内腔涂漆作业后通过吊挂水嘴堵头可以进行烘干作业,且通过吊挂水嘴堵头不阻碍后续对滑轨套筒外表面的涂漆作业。通过吊挂水嘴堵头来倒挂滑轨套筒更利于其外部一次性完成喷涂,显著简化滑轨套筒外表面涂漆流程,同时优化滑轨套筒内外表面的涂漆顺序,不仅显著缩短漆层或涂层的烘干时间,彻底解决焊缝表面漆层或涂层的针孔缺陷,而且使滑轨套筒表面涂漆与阳极氧化的时间间隔显著缩短,进一步提高滑轨套筒表面的防腐效果。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是滑轨套筒的典型结构示意图。
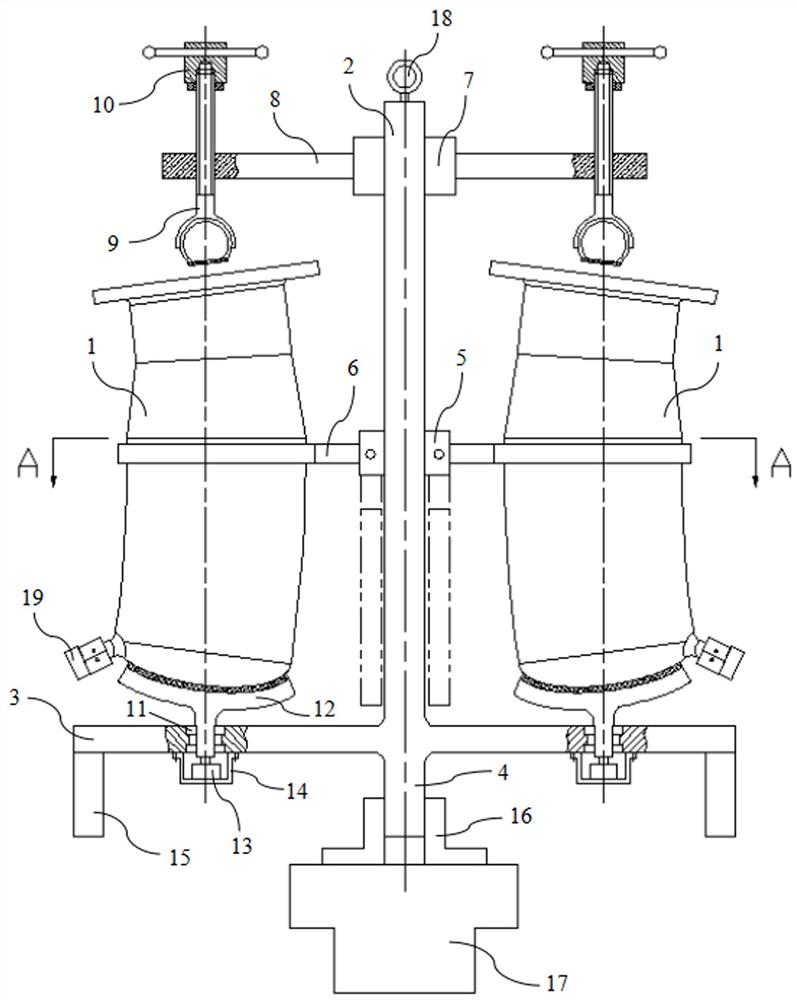
图2是本发明一实施例中内腔涂漆装置的主视结构示意图。
图3是本发明一实施例中内腔涂漆装置的俯视结构示意图。
图4是本发明一实施例中快速夹持半环的夹持工作过程的示意图。
图5是本发明一实施例中锥壳形密封盘与滑轨套筒连接的示意图。
图6是本发明一实施例中一种水嘴堵头的结构示意图。
图7是本发明一实施例中一种水嘴堵头的安装结构示意图。
图8是本发明一实施例中内腔涂漆装置未夹持滑轨套筒的俯视结构示意图。
图9是本发明一实施例中内腔涂漆装置夹持滑轨套筒的俯视结构示意图。
图10是本发明一实施例中滑轨套筒内腔自动灌涂底漆的作业过程示意图。
图11是本发明一实施例中滑轨套筒旋转过程中对外表面喷涂涂料的示意图。
图12是本发明一实施例中一种涂漆方法的流程图。
图中:1-滑轨套筒;2-承力柱;3-底座;4-夹持端;5-支撑座;6-叉形架;61-旋转臂;62-固定半环;63-快速夹持半环;7-夹紧座;8-夹紧梁;9-关节轴承;10-手柄;11-轴承;12-筒底托盘;13-驱动装置;14-托罩;15-支腿;16-三爪卡盘;17-变位机;18-吊环;19-水嘴堵头;191-螺纹端;192-吊装端;193-密封垫;194-吊装孔;195-吊装凹槽;20-旋转轴心;21-初始张开位置;22-过程旋转位置;23-零件夹持位置;24-快速连接装置;25-锥壳形密封盘;26-夹持装置;27-喷枪。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
下面将参照附图1-附图12并结合实施例来详细说明本申请。
根据本发明实施例的第一方面的一种用于滑轨套筒1的内腔涂漆装置,包括:承力柱2、底座3、夹紧梁8、旋转座组件、夹紧组件和水嘴堵头19。
具体地,参阅附图2、图5、图10所示,承力柱2的下端与变位机17连接,变位机17用于驱动承力柱2翻转和/或旋转;底座3连接在承力柱2的下端;夹紧梁8的一端连接在承力柱2的上端;旋转座组件设置在底座3上,用于托举滑轨套筒1的尾端并驱动滑轨套筒1围绕其长度方向的轴线自旋转;夹紧组件包括锥壳形密封盘25和关节轴承9,锥壳形密封盘25抵接并密封滑轨套筒1一端的开口,关节轴承9的螺纹端与夹紧梁8螺纹连接,关节轴承9的轴向方向与滑轨套筒1自旋转的轴线共线,且关节轴承9的轴承端抵接在锥壳形密封盘25的外端面,夹紧组件用于从滑轨套筒1的长度方向的开口端向旋转座组件一侧抵紧滑轨套筒1;水嘴堵头19用于密封滑轨套筒1的排水嘴。
在本发明实施例中,首先利用旋转座组件与夹紧组件从滑轨套筒1长度方向的两端将其夹持、固定在承力柱2上。然后,旋转座组件在夹持滑轨套筒1的同时还可以带动滑轨套筒1围绕长度方向的轴线自旋转,而夹紧组件依靠关节轴承9的轴承端可转动的特性,在抵住滑轨套筒1的同时可以与滑轨套筒1发生相对转动,从而方便旋转座组件带动滑轨套筒1围绕长度方向的轴线自旋转;进一步地,本发明实施例利用变位机17与承力柱2连接,变位机17通过驱动承力柱2翻转和/或旋转来带动滑轨套筒1的翻转和/或旋转,这样只需要在内腔涂漆前用水嘴堵头19将滑轨套筒1的水嘴堵住,再利用锥壳形密封盘25密封住滑轨套筒1的开口端,即可以利用变位机17驱动承力柱2翻转和/或旋转、旋转座组件驱动滑轨套筒1的自转动进行内腔涂漆。
具体的一种工作流程可以为:首先,将滑轨套筒1的尾端,也就是滑轨套筒1靠近水嘴的一端(如附图1中右侧所示部位)垂直放置在旋转座组件上,将水嘴堵头19堵住滑轨套筒1的水嘴;向滑轨套筒1内灌入适量的底漆,并将锥壳形密封盘25放置在滑轨套筒1的开口端(如附图1中左侧所示部位),然后调节关节轴承9与夹紧梁8的位置,使得关节轴承9的轴承端抵接在锥壳形密封盘25的外端面,这时候滑轨套筒1稳定可靠地固定在底座3与夹紧梁8之间,然后启动旋转座组件的旋转功能,旋转座组件带动滑轨套筒1围绕其自身长度方向的轴线自旋转,也可以启动变位机17,变位机17驱动承力柱2翻转和/或旋转,从而使得滑轨套筒1在自旋转的同时也发生翻转和/或旋转,此时,放置在滑轨套筒1内的底漆均匀灌涂在滑轨套筒1的内壁上。
综上所述,本发明实施例将底漆灌装在滑轨套筒1内腔内,并依靠旋转座组件和变位机17带动滑轨套筒1进行翻转和/或旋转,实现滑轨套筒1内腔内底漆与其内壁均匀接触的有益效果,最终达到自动灌涂的目的;经过本发明实施例的应用,可以快速、方便、均匀地实现对滑轨套筒1内腔底漆的灌涂,使自动化涂漆替代人工涂漆,降低人工作业强度,不仅更利于滑轨套筒1内腔涂漆的质量一致性,也能实现滑轨套筒1内腔灌途与外表面涂漆同步喷涂作业,缩短整体的涂漆时间,进一步提高整体涂漆效率。
具体地,在本发明实施例中,如附图2所示,底座3与夹紧梁8可以平行设置,且底座3与夹紧梁8可以与承力柱2垂直设置,这样可以方便夹持滑轨套筒1,且承力柱2可以竖直放置使用。
具体地,在本发明实施例中,如附图2所示,关节轴承9的上端(也就是远离锥壳形密封盘25的一端可以连接有手柄10,这样旋转手柄10可以轻松调节关节轴承9与锥壳形密封盘25之间的抵接程度,便于操作。
具体地,参阅附图2所示,变位机17通过三爪卡盘16与承力柱2的夹持端4连接,且在底座3远离承力柱2的一端可以设置支腿15,用于支撑底座3,进而能进一步支撑滑轨套筒1。具体地,夹紧梁8可以通过夹紧座7与承力柱2连接。
进一步地,根据本发明第一方面的又一实施例,所述内腔涂漆装置还包括:定位夹持组件,所述定位夹持组件在所述滑轨套筒1的长度方向上可转动地枢转连接在所述承力柱2位于所述底座3和所述夹紧梁8之间的位置,用于夹持所述滑轨套筒1。内腔涂漆装置在实际使用过程中,为避免滑轨套筒1在灌涂内腔的底漆过程中脱落,因此,在滑轨套筒1的长度方向上设置有定位夹持组件,且定位夹持组件可转动地枢转连接在所述承力柱2位于所述底座3和所述夹紧梁8之间的位置,参阅附图2所示,假设附图2中滑轨套筒1竖直设置,定位夹持组件可以设置在底座3的上方,夹紧梁8的下方位置,且定位夹持组件的一端通过枢转轴连接在承力柱2上,这样当需要固定滑轨套筒1时,可以转动定位夹持组件,定位夹持组件将滑轨套筒1的筒体固定在承力柱2上,从而可以进一步提高滑轨套筒1夹持的稳定性。进一步地,当定位夹持组件夹持滑轨套筒1时,可以确保滑轨套筒1的重心基本位于滑轨套筒1自旋转的轴线上,更利于滑轨套筒1的稳定旋转。
具体地,参阅附图2-附图4所示,所述定位夹持组件可以包括:支撑座5和叉形架6,所述支撑座5设置在所述承力柱2位于所述底座3和所述夹紧梁8之间的位置,所述叉形架6包括:旋转臂61、固定半环62和快速夹持半环63;所述旋转臂61的一端枢转连接在所述支撑座5上,所述旋转臂61的另一端连接在所述固定半环62的外周壁上,所述固定半环62和所述快速夹持半环63的一端通过旋转轴心20枢转连接。
在本发明实施例中,支撑座5设置在承力柱2位于底座3和夹紧梁8之间的位置,可以起到定位夹持滑轨套筒1中间部位的目的,叉形架6与支撑座5枢转连接,例如可以通过转动轴的形式进行连接,可以在需要定位夹持滑轨套筒1时,将叉形架6支起,如附图2所示。在不需要定位夹持滑轨套筒1时,将叉形架6转至旁边位置,如附图2虚线所示的一种方式。具体地,支撑座5和叉形架6可以通过铰链仅能实现一维转动,当叉形架6撑起时,能够定位支撑滑轨套筒1,以利于夹紧组件对滑轨套筒1进行竖直方向的夹紧;当夹紧组件夹紧滑轨套筒1后,叉形架6旋转落下,从而不影响滑轨套筒1在旋转座组件驱动下的自旋转。叉形架6的固定半环62和快速夹持半环63通过可以旋转轴心20连接,在旋转轴心20的作用下,快速夹持半环63能够实现转动,从而使叉形架6方便地打开或闭合,当叉形架6打开时,利于向叉形架6内定位和预安装滑轨套筒1;预安装完成后,通过旋转快速夹持半环63使叉形架6闭合,并可以采用快速连接装置24紧固,从而实现滑轨套筒1定位后的夹持。在本实施例中快速连接装置24可以为螺丝、螺栓等紧固件。当固定半环62和快速夹持半环63安装好滑轨套筒1以后,叉形架6的圆心就是夹持滑轨套筒1的截面的圆心,起到定位作用。
综上,本发明实施例中,固定半环62和快速夹持半环63通过旋转轴心20方便定位、安装、拆卸滑轨套筒1,支撑座5和叉形架6的枢转连接,便于在需要时支起叉形架6,在不需要时轻松落下。因此,本发明实施例的定位夹持组件实现了滑轨套筒1定位后的夹持,为旋转座组件、夹紧组件对滑轨套筒1进行长度方向的夹紧创造条件。
进一步地,根据本发明第一方面的又一个实施例,所述底座3、所述夹紧梁8、所述旋转座组件、所述夹紧组件和所述水嘴堵头19成组设置且设有若干组,若干组所述底座3、所述夹紧梁8、所述旋转座组件、所述夹紧组件和所述水嘴堵头19围绕所述承力柱2的轴线设置。参阅附图2和附图3、附图8和附图9所示,附图2中底座3、夹紧梁8、旋转座组件、夹紧组件和水嘴堵头19呈对称的两组设置,附图3、附图8和附图9中底座3、夹紧梁8、旋转座组件、夹紧组件和水嘴堵头19呈对称的四组设置,这样设置可以同时对多个滑轨套筒1实施内腔涂漆工作,提高了工作速度和效率。当然,底座3、所述夹紧梁8、旋转座组件、夹紧组件和水嘴堵头19也可以根据需要和实际情况设置其他数量的组别。
进一步地,根据本发明第一方面的另一个实施例,所述旋转座组件包括:筒底托盘12和驱动装置13,所述筒底托盘12的下端通过轴承11支撑在所述底座3上,所述驱动装置13的驱动轴与所述筒底托盘12连接,用于驱动所述筒底托盘12转动。参阅附图2所示,筒底托盘12可以竖直设置,其通过轴承11支撑在底座3上,在底座3的下端设有驱动装置13,驱动装置13的驱动轴与筒底托盘12连接,驱动装置13用于驱动筒底托盘12转动,这样当将滑轨套筒1的尾端放置在筒底托盘12上以后,驱动装置13驱动筒底托盘12转动的同时便可以带动滑轨套筒1进行自转动。
具体地,驱动装置13可以为电机,且在电机外可以设置托罩14对其进行保护,而托罩14可以固定连接在底座3上。
具体地,在承力柱2远离变位机17的一端设有吊环18,设置的吊环18可以方便将整个内腔涂漆装置移动走。
具体地,水嘴堵头19包括螺纹端191和吊装端192,所述螺纹端191用于与所述滑轨套筒1的排水嘴螺纹连接,所述吊装端192位于所述水嘴堵头19的另一端,其上设有吊装孔194或吊装凹槽195;所述螺纹端191的端部设有密封垫。参阅附图2和附图6所示,利用带有螺纹端191的水嘴堵头19堵住滑轨套筒1的排水嘴,可以方便连接和拆卸,且在水嘴堵头19的一端设置吊装端192便于在涂漆中/后吊装悬挂晾干。因此,本发明实施例中设置的水嘴堵头19便于堵住滑轨套筒1的排水嘴,且设置的吊装孔194或吊装凹槽195便于在涂漆中/后吊装悬挂晾干,有效提高了涂漆的操作效率。
进一步地,参阅附图7所示,滑轨套筒1的排水嘴与螺纹端191螺纹连接的腔体孔径可以设置较大直径,这样螺纹端191螺纹连接部位的排水嘴与其他部位的排水嘴直径形成抵挡部,如附图7中,螺纹端191的下端部接触的位置,水嘴堵头19的螺纹端191的端部可以贴有密封垫193,当螺纹端191旋入到滑轨套筒1的排水嘴内以后,密封垫193可以与排水嘴的抵挡部接触,密封垫193可以进一步密封滑轨套筒1的内部腔体,进一步地提高水嘴堵头19的密封性。
根据本发明实施例第二方面的一种采用本发明实施例的第一方面中任一所述内腔涂漆装置的内腔涂漆方法,所述内腔涂漆方法包括如下步骤:
将滑轨套筒1的尾部放置于旋转座组件并用水嘴堵头19堵住滑轨套筒1排水嘴;
向滑轨套筒1的内腔灌入适量底漆,采用锥壳形密封盘25密封滑轨套筒1的开口端,调节关节轴承9使滑轨套筒1处于夹紧状态;
启动变位机17,由变位机17整体带动滑轨套筒1翻转和旋转,启动旋转座组件实现滑轨套筒1的自旋转。
在本发明实施例中,参阅附图2和附图10所示,首先,滑轨套筒1的尾部放置于旋转座组件是相当于竖直地将滑轨套筒1安装在本发明实施例的第一方面中任一所述内腔涂漆装置上,然后用水嘴堵头19堵住滑轨套筒1排水嘴,这样当向滑轨套筒1内腔灌入适量底漆后,底漆不会从滑轨套筒1的尾部溢出;随后,将向滑轨套筒1的内腔灌入适量底漆,并通过锥壳形密封盘25密封滑轨套筒1的开口端,而锥壳形密封盘25一方面可以起到密封封滑轨套筒1的目的,另一方面可以与关节轴承9抵接配合,便于当旋转座组件驱动封滑轨套筒1转动时,锥壳形密封盘25与关节轴承9之间可以发生相对转动,从而实现滑轨套筒1在旋转座组件驱动下的转动;最后,调节关节轴承9使滑轨套筒1处于夹紧状态以后,便可以开启变位机17和旋转座组件,由变位机17整体带动滑轨套筒1翻转和旋转,由旋转座组件带动滑轨套筒1的自旋转。
综上所述,在本发明实施例中,首先,利用水嘴堵头19堵住滑轨套筒1排水嘴,这样可以向滑轨套筒1的内腔内灌入适量底漆,然后将滑轨套筒1固定在本发明实施例的第一方面中任一所述内腔涂漆装置上,启动变位机17和旋转座组件后,启动变位机17和旋转座组件分别可以带动滑轨套筒1翻转、旋转和自旋转,通过调节变位机17和旋转座组件的公转速度和自转速度,底漆在自身重力作用下均匀涂覆在滑轨套筒1内腔内。因此,可以自动、高效、均匀地完成内腔的涂漆工作。
根据本发明实施例第二方面的另一个实施例,所述的用于滑轨套筒1的内腔涂漆方法,还包括:停止变位机17和将旋转座组件的转动,将滑轨套筒1从旋转座组件和夹紧组件之间拆下,吊挂水嘴堵头19,倒出滑轨套筒1内多余的底漆;然后将滑轨套筒1烘干。在本发明实施例中,通过上述的内腔涂漆方法可以将滑轨套筒1的内腔内均匀涂覆上底漆,当完成上述步骤后,拆下滑轨套筒1,并利用水嘴堵头19作为吊挂装置,一方面便于吊挂工作的进行,另一方面可以减少对滑轨套筒1外壁的接触,减少对滑轨套筒1外壁的阻挡,便于对滑轨套筒1外壁进行喷漆,且水嘴堵头19可以包括螺纹端191和吊装端192,所述螺纹端191用于与所述滑轨套筒1的排水嘴螺纹连接,所述吊装端192位于所述水嘴堵头19的另一端,其上设有吊装孔194或吊装凹槽195;所述螺纹端191的端部设有密封垫193。因此,本发明实施例,利用水嘴堵头19作为吊挂点,可以实现快速吊挂且不影响后续步骤对滑轨套筒1外壁的喷漆作业,便于烘干的顺利进行。
根据本发明第三方面实施例的用于滑轨套筒1的涂漆方法,包括根据本发明实施例第二方面的另一个实施例所示的内腔涂漆方法,还包括:对呈吊挂状态的滑轨套筒1的外表面喷涂涂料,完成喷涂后将滑轨套筒1以吊挂方式整体烘干。
首先,参阅附图2、附图10和附图11所示,根据本发明实施例第二方面的另一个实施例完成了滑轨套筒1内腔底漆的涂覆和烘干作业;随后,在本发明实施例中接着该步骤对滑轨套筒1的外表面喷涂涂料,利用水嘴堵头19作为吊挂点,滑轨套筒1的外壁可以完整地暴露在喷漆环境中,因此可以快速、完整地实现对滑轨套筒1外壁的涂漆作业。而滑轨套筒1的外表面喷涂涂料可以根据需要选用合适的喷涂方式。
在一个实施例中,如附图10所示,夹持装置26用于夹持喷枪27,而喷枪27可以用于对滑轨套筒1的外壁进行喷漆作业,所以参阅附图10和附图11所示,当需要对滑轨套筒1外壁进行喷涂油漆时,可以启动旋转座组件转动滑轨套筒1,开启喷枪27对滑轨套筒1外壁均匀喷漆即可。
进一步地,根据本发明第三方面实施例的用于滑轨套筒1的涂漆方法还包括对滑轨套筒1烘干前进行漆层检查,可以进一步消除缺陷、避免返工或返修,提高涂漆质量。
下面以一个具体的滑轨套筒1来说明本发明实施例的用于滑轨套筒1的内腔涂漆装置、内腔涂漆方法和涂漆方法。采用本发明实施例第一方面的用于滑轨套筒1的内腔涂漆装置运用HDY-H06-Y010无铬高固体含量环氧聚氨酯底漆对滑轨套筒1内腔的涂漆,采用BFJ-1650整体油箱保护涂料对滑轨套筒1外表面的喷漆,如图12所示,具体工作流程为:
S1前处理及排水嘴密封:检查滑轨套筒1内外表面的阳极氧化膜颜色均匀且无附着油污及杂质,将螺纹堵头19的螺纹端191旋入滑轨套筒1排水嘴的内螺纹,直至螺纹端191的顶端密封垫193顶紧排水嘴的内螺纹底部。
S2将滑轨套筒1竖向安装于内腔涂漆装置中。使滑轨套筒1的底部置于筒底托盘12上,撑起叉形架6,使叉形架6定位夹持滑轨套筒1。
S3灌漆及夹紧。旋转夹紧组件,使所述夹紧组件旋转偏离夹紧状态,如附图8所示,旋转方向为顺时针或逆时针,旋转角度范围为45°,向滑轨套筒1内腔灌入一定量的环氧底漆后,采用锥壳形密封盘25密封滑轨套筒1法兰盘的开口端,旋转夹紧组件使其处于夹紧滑轨套筒1的位置状态,通过旋转手柄10实现夹紧组件对滑轨套筒1的夹紧功能;夹紧滑轨套筒1后,松开叉形架6并旋转落下使叉形架6处于下垂及固定状态。
S4内腔涂漆作业。通过启动变位机17整体带动滑轨套筒1翻转和旋转,即实现滑轨套筒1绕承力柱2的轴向实现公转功能;通过启动驱动装置13实现滑轨套筒1的自旋转功能。通过调节公转速度和自转速度,实现滑轨套筒1内腔漆层的自动化作业,提高质量一致性,完成内腔自动涂漆作业。
S5拆卸及内腔实干。将滑轨套筒1调整至初始的开口朝上的安装位置状态,将滑轨套筒1从所述内腔涂漆装置中拆卸,采用排水嘴部位的水嘴堵头19,通过外部吊挂水嘴堵头19的吊装端192,实现滑轨套筒1的吊挂,倒出多余底漆后,将滑轨套筒1以吊挂方式整体放入烘箱,实现漆层实干。
S6外部喷涂及实干。对呈吊挂状态的滑轨套筒1的外表面,包括法兰盘端面,进行喷涂耐油涂料,完成喷涂后将滑轨套筒1以吊挂方式整体放入烘箱,实现涂层实干。
S7补漆及完全固化。检查滑轨套筒1内外表面漆层或涂层,尤其是焊缝的部位,当发现针孔等缺陷时,及时补漆处理,完成后将滑轨套筒1以吊挂方式整体放入烘箱,实现漆层和涂层的完全固化。
其中,S3中的向滑轨套筒1内腔灌漆和采用锥壳形密封盘25密封滑轨套筒法兰盘的开口端均可采用自动或手动方式实现。S4中的变位机17实现支架整体带动滑轨套筒1翻转的角度范围为±90°。S5和S6中的实干,加热温度至90℃±5℃,保温约0.5h~1h。S7中的完全固化,加热温度至90℃±5℃,保温约3h~4h。此外,在S4的内腔涂漆作业过程中,随滑轨套筒1的自旋转和绕承力柱2的轴向实现公转的同时,可采用机械手等自动作业方式或手动作业方式通过夹持装置26夹持喷枪27,实现滑轨套筒1部分外表面的同步喷涂作业,进一步提高整体涂漆效率。
经过上述处理,可以在滑轨套筒1的内腔内涂覆50-100μm厚的内腔漆层,在滑轨套筒1的外表面涂覆15-50μm厚度的漆层,符合使用要求,本发明实施例因涂层厚度超厚、焊缝鱼鳞纹引起的针孔缺陷导致的返工或返修大幅减少。同时,采用本发明实施例的涂漆方法可以使滑轨套筒1完成整个涂漆作业的时间压缩至原来的1/4-1/3,即作业效率提高3倍以上,不仅大幅节约制造时间,显著节约能源消耗,而且通过实现滑轨套筒1内腔的自动化涂漆作业代替人工作业,显著提高了涂漆作业的质量一致性,降低了人工劳动强度。
综上所述,本发明实施例首先提出用于滑轨套筒1的内腔涂漆装置,利用旋转座组件、夹紧组件分别从两端抵接滑轨套筒1,依靠水嘴堵头19堵住滑轨套筒1的排水嘴,最后利用变位机17、旋转座组件带动滑轨套筒1翻转、旋转和自旋转,滑轨套筒1内腔内的底漆在自身重力作用下均匀涂覆在滑轨套筒1内腔内,因此,可以自动、高效、均匀地完成内腔的喷漆工作,提高了灌涂底漆质量的一致性。
接着,本发明实施例提出的内腔涂漆方法依靠内腔涂漆装置可以快速完成对滑轨套筒1的内腔涂漆工作,在内腔涂漆作业后通过吊挂水嘴堵头19可以进行烘干作业,且通过吊挂水嘴堵头19不阻碍后续对滑轨套筒1外表面的涂漆作业。通过吊挂水嘴堵头19来倒挂滑轨套筒1更利于其外部一次性完成喷涂,显著简化滑轨套筒1外表面涂漆流程,同时优化滑轨套筒1内外表面的涂漆顺序,不仅显著缩短漆层或涂层的烘干时间,彻底解决焊缝表面漆层或涂层的针孔缺陷,而且使滑轨套筒1表面涂漆与阳极氧化的时间间隔显著缩短,进一步提高滑轨套筒1表面的防腐效果。
需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。对于方法的实施例而言,相关之处可参见设备实施例的部分说明。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
以上所述仅为本申请的实施例而已,并不限制于本申请。在不脱离本发明的范围的情况下对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围内。
- 用于滑轨套筒的内腔涂漆装置、内腔涂漆方法和涂漆方法
- 用于滑轨套筒的内腔涂漆装置、内腔涂漆方法和涂漆方法