一种圆柱形线束端子及制造方法
文献发布时间:2023-06-19 11:05:16
技术领域
本发明涉及一种接线端子技术领域,更具体地说它涉及一种圆柱形线束端子。
本发明还涉及一种接线端子的制造方法,包括冲压步骤和成形步骤。
背景技术
汽车插件内端子是电气设计的一种基础部件,插件与插件连接后,最终是通过插件内的公、母端子卡接,实现电流的的传递。汽车线束连接通过插件内公端子与母端子的啮合实现连接,线束端子的卡接牢靠,才能保证电流正常传递,最终实现电器件正常工作。圆柱形线束端子卡接安全可靠是汽车电气设计的重要内容。
发明人在实现本发明的过程中发现,现有技术当中线束端子在包圆一次成形中会出现不能大批量长时间稳定生产的情况,阻挡区由模具冲压形变产生,插配区与阻挡区形成台阶状侧壁,以至于模具芯子在冲压生产到一定数量时,模具芯子会磨损很快,造成冲压时效果不佳,阻挡区端面过于倾斜,而导致固定片套挂不牢,产品插接配合后固定效果达不到要求,出现次品。
发明内容
本发明的目的是提供一种更加方便于加工、固定片套挂更加稳定的圆柱形线束端子。
与此之外,本发明另一个要解决的技术问题是提供一种能够得到一种更加方便于加工、固定片套挂更加稳定的圆柱形线束端子的制造方法。
针对上述,本发明公开了一种用于上述目的技术方案:一种圆柱形线束端子,依次包括插配区、压接区和阻挡区,插配区、压接区和阻挡区连为一体且均为合金铜材料,插配区左右相扣合形成筒状,其特征在于:所述的阻挡区通过冲压形成高于插配区的台阶状侧壁,阻挡区的台阶端面为倾斜设置的阻挡端面,阻挡区上设置有若干沿阻挡端面切开倒U形的限位片,限位片上端为自由端且自由端的端面正对插配区,限位片下端为固定端并与阻挡区相连,插配区外套接有固定片。
本发明还进一步设置为,所述的固定片首尾设置有卡扣结构,卡扣相接形成环状结构。
本发明还进一步设置为,所述的固定片上沿圆周间隔设置有若干冲压形成的弹性片,弹性片相对于固定片成一定夹角并向外向上延伸。
本发明还进一步设置为,所述的固定片上端设置有若干向外弯折的限位弹片,每个限位弹片沿圆周间隔设置,限位弹片之间形成有凹槽。
本发明还进一步设置为,所述的插配区沿圆周设置有若干防止固定片转动的定位片,定位片从插配区向外延伸并穿过凹槽,限位片和定位片在固定片套接后将固定片相对夹紧固定。
本发明还进一步设置为,所述的压接区包括有导线压接片、绝缘压接片和连料片,导线压接片和绝缘压接片为左右对称且弧形向上延伸,导线压接片设置有若干导线接触条。
本发明还进一步设置为,所述的插配区上设置有若干倾斜的条形孔。
通过采用上述技术方案,在产品使用过程中,限位片在冲压形成后,限位片相对凸起于插配区,在固定片扣合固定于插配区外时,固定片能够挂靠在限位片上自由端的端面上,使固定片在插配区上更加紧密固定,有利于提高产品的良品率,弹性片能够在端子与其他相配合的端子插接时与其配合实现固定,限位弹片在插接后能够撑在母端子内壁,使端子在母端子内不会摆动过大影响端子的插接配合,定位片能够实现对固定片的位置固定防止其发生转动,定位片与限位片将固定片相对夹紧,提高固定片的稳定性,压接区与导线相连,导线压接片与导线内的金属导体压接,导线接触条能够更好地与金属导线接触防止虚接,绝缘压接片与导线外的绝缘包皮压接。
就圆柱形线束端子的制造方法而言,为实现上述目的,本发明提供了如下技术方案:所述方法包括以下步骤:
a准备步骤,提供端子原料板、固定片原板、冲压模具;
b冲压步骤,按预设图纸使用冲压模具将端子原料板冲压形成端子的基本外形,再将端子原料板末端横向间隔冲压出若干限位片,将端子原料板中与阻挡区相对应的末端部分冲压弯折使其向外侧位移,同时限位片在冲压后自由端的端面正对插配区形成台阶状阻挡区,然后将端子原料板冲压弯折、包圆形成筒状,同时冲压固定片形成弹性片,再将固定片冲压弯折;
c成形步骤,将端子原料板左右两侧的卡扣扣合,再将固定片包覆于端子原料板外,限位片中自由端的端面正对固定片并将其托住,固定片左右两侧的卡扣扣合形成成品端子。
通过采用上述技术方案,冲压形成限位片后,后续对端子原料板末端冲压时减少了冲压阻力,提升了冲压阻挡端面的效率,降低了对模具的损耗,提高了模具的使用寿命。
综上所述,本发明的有益效果:
1、限位片在冲压形成后,限位片相对凸起于插配区,在固定片扣合固定于插配区外时,固定片能够挂靠在限位片上,使固定片能够更加紧密固定于插配区上,有利于提高产品的良品率。
2、冲压形成限位片后,在对端子原料板末端冲压时减少了冲压阻力,提升了冲压阻挡端面的效率,降低了对模具的损耗,提高了模具的使用寿命。
附图说明
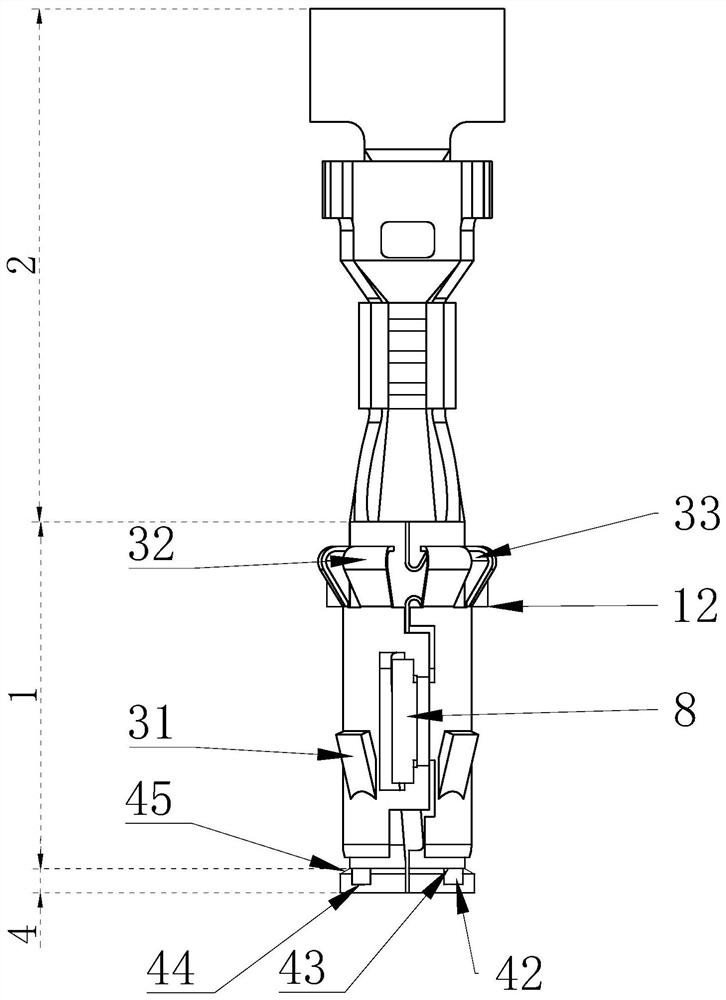
图1是本实施例圆柱形线束端子的正视结构示意图。
图2是本实施例除去固定片的圆柱形线束端子的正视结构示意图。
图3是本实施例除去固定片的圆柱形线束端子的展开结构示意图。
图4是本实施例圆柱形线束端子的加工流程示意图。
图5是本实施例限位片的加工流程示意图。
附图标记:1-插配区;11-条形孔;12-定位片;2-压接区;3-固定片;31-弹性片;32-限位弹片;33-凹槽;4-阻挡区;42-限位片;43-自由端;44-固定端;45-阻挡端面;6-端子原料板;8-卡扣。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在相互不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
如图1-3所示,依次包括插配区1、压接区2和阻挡区4,插配区1、压接区2和阻挡区4连为一体且均为合金铜材料,插配区1左右相扣合形成筒状,阻挡区4通过冲压形成高于插配区1的台阶状侧壁,阻挡区4的台阶端面为倾斜设置的阻挡端面45,阻挡区4上设置有若干沿阻挡端面45切开倒U形的限位片42,限位片42上端为自由端43且自由端43的端面正对插配区1,限位片42下端为固定端44并与阻挡区4相连,插配区1外套接有固定片3,固定片3首尾设置有卡扣8结构,卡扣8相接形成环状结构,固定片3上沿圆周间隔设置有若干冲压形成的弹性片31,弹性片31相对于固定片3成一定夹角并向外向上延伸,固定片3上端设置有若干向外弯折的限位弹片32,每个限位弹片32沿圆周间隔设置,限位弹片32之间形成有凹槽33,插配区1沿圆周设置有若干防止固定片3转动的定位片12,定位片12从插配区1向外延伸并穿过凹槽33,限位片42和定位片12在固定片3套接后将固定片3相对夹紧固定,压接区2包括有导线压接片、绝缘压接片和连料片,导线压接片和绝缘压接片为左右对称且弧形向上延伸,导线压接片设置有若干导线接触条,插配区1上设置有若干倾斜的条形孔11。
在使用过程中,限位片42在冲压形成后,限位片42相对凸起于插配区1,在固定片3扣合固定于插配区1外时,固定片3能够挂靠在限位片42上自由端43的端面上,使固定片3在插配区1上更加紧密固定,有利于提高产品的良品率,弹性片31能够在端子与其他相配合的端子插接时与其配合实现固定,限位弹片32在插接后能够撑在母端子内壁,使端子在母端子内不会摆动过大影响端子的插接配合,定位片12能够实现对固定片3的位置固定防止其发生转动,定位片12与限位片42将固定片3相对夹紧,提高固定片3的稳定性,压接区2与导线相连,导线压接片与导线内的金属导体压接,导线接触条能够更好地与金属导线接触防止虚接,绝缘压接片与导线外的绝缘包皮压接。
本实施例还公开了一种圆柱形线束端子的制造方法,如图4-5所示,所述方法包括以下步骤:a准备步骤、b冲压步骤、c成形步骤。
提供端子原料板6、固定片3。
如图4中的a1所示,通过冲压模具在端子原料板6上冲压出条形孔11和导线接触条等,在端子原料板6上冲压出端子右侧轮廓和左侧轮廓,出现端子的大致外形,使得端子原料板6从连为一体的原料板变成了相对独立的端子,随后在端子原料板6上冲压出定位片12并使其弯折突出于端子原料板6。
如图5中的c1所示为端子原料板6的初始状态,在b冲压步骤中,通过冲压模具在端子原料板6末端横向间隔冲压形成限位片42并向外弯折突出于端子原料板6如图5中的c2所示。
如图4中的a2、a3所示,将所述端子原料板6末端冲压变形,将端子原料板6中与阻挡区4相对应的末端部分冲压弯折使其向外侧位移,同时限位片42在冲压后自由端43的端面正对插配区1形成台阶状阻挡区4如图5中的c3所示,在冲压形成限位片42后,使得对端子原料板6末端冲压时减少了冲压阻力,提升了冲压效率,降低了对模具的损耗,提高了模具的使用寿命。
如图4中的b1、b2所示,通过冲压模具冲压固定片3使弹性片31弯折突出于固定片3,限位弹片32也在冲压下弯折,随后冲压固定片3使其弯折形成近似筒状的结构以方便后续套接在端子上。
如图4中的a4所示,通过冲压模具冲压端子原料板6使其弯折,将端子原料板6两端卡扣8扣合,形成筒状结构,固定片3套接于端子外,定位片12穿过限位弹片32之间的凹槽33使固定片3不会周向旋转,固定片3末端挂靠在限位片42上,通过定位片12与限位片42使固定片3相对固定在端子上,将固定片3两端的卡扣8扣合实现固定,固定片3套接于端子原料板6外,形成端子成品。
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
- 端子插入装置、线束制造装置、物品检测装置及端子插入方法、线束制造方法、物品检测方法
- 端子插入装置、线束制造装置及端子插入方法、线束制造方法