一种环保玻璃酒瓶吐丝式喷涂系统及工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及酒瓶加工技术领域,特别是涉及一种环保玻璃酒瓶吐丝式喷涂系统及工艺。
背景技术
传统的玻璃喷涂工艺是油性或水性涂料经过高温烘烤将涂料粘附在工件表面,而油漆(包括水性涂料)在作业中VOC的排放及废水的排放,严重污染水体及环境,同时对操作工人职业病危害大,并且油漆在喷涂中,掉落的油漆不能回收利用;且喷涂油漆的玻璃制品所产生的不良品不能重复利用,需要丢弃并找地方填埋,在喷漆过程中产生大量的废气,不仅污染环境,而且浪费材料,造价成本高。现阶段的传统粉末涂料无法解决工艺上存在的技术问题,如瓶口粉末涂料易受污染,不环保,还需进行改进。
发明内容
基于此,有必要针对瓶口粉末涂料易受污染的问题,提供一种环保玻璃酒瓶吐丝式喷涂系统及工艺。
一种环保玻璃酒瓶吐丝式喷涂工艺,应用于螺旋输送机上,包括以下步骤:
进料,将喷涂塑粉加入进料斗,
加热,通过螺杆旋转将送该喷涂塑粉输至加热料筒进行加热内,使该喷涂塑粉融化成液态原料,
喷涂,通过螺杆旋转将液态原料挤压至吐丝模具内,在高压空气机加压的条件下,该液态原料从吐丝模具喷涂在玻璃酒瓶上。
在其中一个实施例中,所述加热步骤,加热温度为160-220℃。
在其中一个实施例中,所述喷涂步骤,所述高压空气机加压的功率为5-7.5KW。
在其中一个实施例中,包括以下步骤:在喷涂步骤以前,对玻璃酒瓶进行预热处理。
在其中一个实施例中,包括以下步骤:在喷涂步骤以后,将玻璃酒瓶运往烘炉中,对玻璃酒瓶与纳米粉末进行热固化,热固化温度为160-180℃,热固化时间为8-12分钟。
一种环保玻璃酒瓶吐丝式喷涂系统,包括螺旋输送机、加热器、空压机、料筒,所述料筒的一端设置有用于放料的进料斗,所述料筒的另一端设置有用于出料的吐丝模具;所述螺旋输送机设置有螺旋扇叶,所述螺旋扇叶贯穿于所述料筒内,所述螺旋扇叶旋转以使料筒内的喷涂塑粉从所述进料斗移动至吐丝模具;所述加热器具有加热圈,所述加热圈套设于所述料筒的中部,用于对料筒的中部进行加热;所述空压机具有加压嘴,所述加压嘴与所述吐丝模具连通,用于对吐丝模具内进行加气压。
在其中一个实施例中,所述吐丝模具设置有若干呈蜂窝网状的出料孔,所述吐丝模具的内部设置有喷料通孔,所述喷料通孔分别与若干所述出料孔和所述料筒的内部连通,所述喷料通孔还与所述加压嘴的内部连通。
在其中一个实施例中,所述料筒和所述螺旋输送机分别设置于一机架上,所述机架的底部设置有调节螺杆。
在其中一个实施例中,还包括运输装置,所述运输装置包括运输链条轨道和可转动的酒瓶支架,所述可转动的酒瓶支架在所述运输轨道移动,所述可转动的酒瓶支架用于放置玻璃酒瓶。
上述环保玻璃酒瓶吐丝式喷涂系统及工艺,通过将喷涂塑粉加热液化后再由吐丝模具喷涂在玻璃酒瓶上,喷涂塑粉通过静电吸附在玻璃酒瓶表面,涂层厚度较厚,从而饱满度好。
附图说明
图1为其中一个实施例的固定结构的结构示意图;
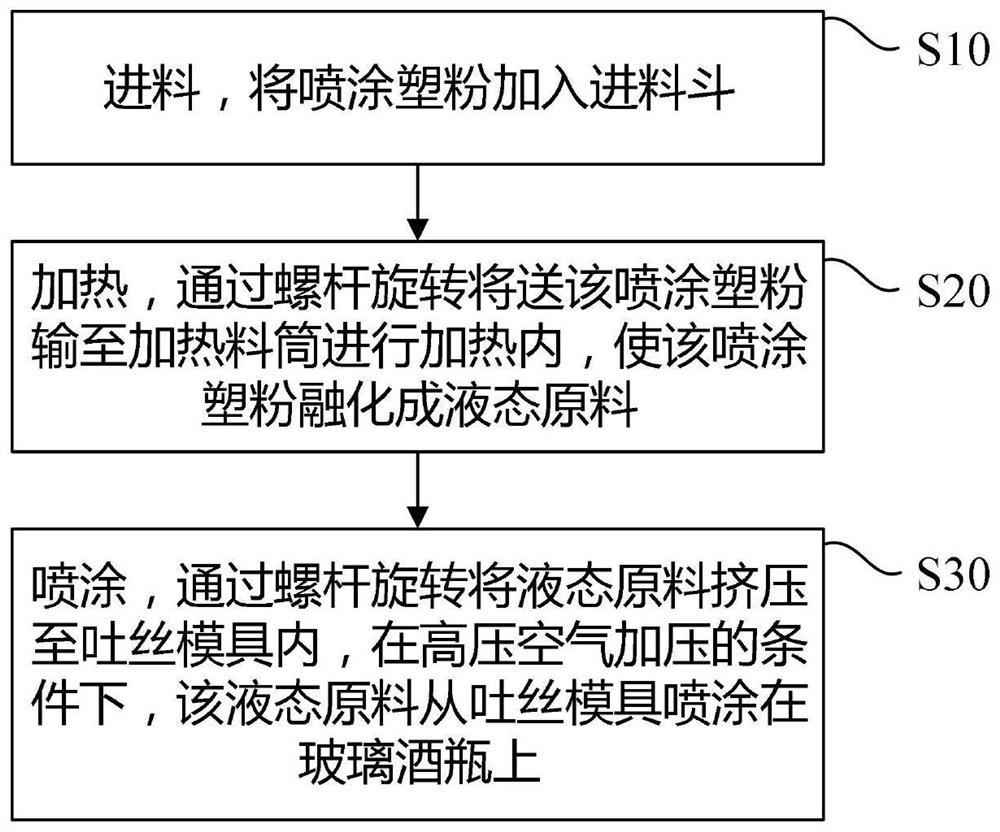
图2为其中一个实施例的环保玻璃酒瓶吐丝式喷涂系统及工艺的简易流程图;
图3为其中一个实施例的酒瓶进入水槽中的使用状态图。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
如图1和图2所示,一种环保玻璃酒瓶吐丝式喷涂系统,包括螺旋输送机1、加热器、空压机和料筒2,料筒2的一端设置有用于放料的进料斗3,料筒2的另一端设置有用于出料的吐丝模具4;螺旋输送机1设置有螺旋扇叶,螺旋扇叶贯穿于料筒2内,螺旋扇叶旋转以使料筒2内的喷涂塑粉从进料斗3移动至吐丝模具4;加热器具有加热圈5,加热圈5套设于料筒2的中部,用于对料筒2的中部进行加热;空压机具有加压嘴6,加压嘴6与吐丝模具4连通,用于对吐丝模具4内进行加气压。料筒2和螺旋输送机1分别设置于一机架7上,机架7的底部设置有调节螺杆8。吐丝模具4设置有若干呈蜂窝网状的出料孔41,吐丝模具4的内部设置有喷料通孔42,喷料通孔42分别与若干出料孔41和料筒2的内部连通,喷料通孔42还与加压嘴6的内部连通。
在其中一个实施例中,环保玻璃酒瓶吐丝式喷涂系统还包括运输装置,运输装置包括运输链条轨道和可转动的酒瓶支架,可转动的酒瓶支架在运输轨道移动,可转动的酒瓶支架用于放置玻璃酒瓶。
一种环保玻璃酒瓶吐丝式喷涂工艺,应用于螺旋输送机1上,包括以下步骤:
步骤S10:进料,将喷涂塑粉加入进料斗3。
步骤S10:加热,通过螺杆旋转将送该喷涂塑粉输至加热料筒2进行加热内,使该喷涂塑粉融化成液态原料。加热温度为160-220℃。
步骤S10:喷涂,通过螺杆旋转将液态原料挤压至吐丝模具4内,在高压空气机加压的条件下,该液态原料从吐丝模具4喷涂在玻璃酒瓶上。高压空气机加压的功率为5-7.5KW。
该环保玻璃酒瓶吐丝式喷涂工艺,还需对玻璃酒瓶进行处理,包括以下步骤:
步骤S40:在喷涂步骤以前,对玻璃酒瓶进行预热处理。
步骤S50:在喷涂步骤以后,将玻璃酒瓶运往烘炉中,对玻璃酒瓶与纳米粉末进行热固化,热固化温度为160-180℃,热固化时间为8-12分钟。
上述环保玻璃酒瓶吐丝式喷涂系统及工艺,通过将喷涂塑粉加热液化后再由吐丝模具4喷涂在玻璃酒瓶上,喷涂塑粉通过静电吸附在玻璃酒瓶表面,涂层厚度较厚,从而饱满度好。
以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种环保玻璃酒瓶吐丝式喷涂系统及工艺
- 一种环保玻璃酒瓶吐丝式喷涂系统