一种用于建筑墙体的智能粉刷装置
文献发布时间:2023-06-19 11:08:20
技术领域
本方案属于建筑施工设备技术领域,具体涉及一种用于建筑墙体的智能粉刷装置。
背景技术
目前,随着房地产业的迅猛发展,装修行业也被带动起来,在对房屋的装修过程中,墙体的粉刷是至关重要的一环,墙体粉刷的好坏直接影响房屋的装修质量。现阶段粉刷墙壁的方式基本为人工粉刷,其劳动强度大,粉刷时人体与墙体间的距离较近,长期吸入油漆对人身体造成严重的伤害。而且由于单人操作,刷子的面积不够大,粉刷时的面积也较为局部,工作效率偏低。
申请号为CN202010546671.3得专利公开了一种可调式建筑墙面粉刷装置,包括底座和粉刷机构,底座底部的四角处均安装有脚轮;所述底座上滑动安装有工作台,工作台的左侧固定安装有机架,机架上转动安装有摆动架,摆动架的右端活动安装有粉刷机构;所述工作台上铰接安装有液压杆,液压杆的伸缩端与摆动架的底部铰接;所述粉刷机构包括驱动架和粉刷头,驱动架的内部竖直开设有驱动腔,驱动腔的内部滑动安装有齿条,齿条的上下两端通过弹簧与驱动腔固定连接,驱动腔的内部转动安装有扇形齿轮,扇形齿轮与齿条啮合;所述驱动架的外侧固定安装有第一滑杆,第一滑杆上滑动安装有第一滑套,第一滑套的一端与齿条固定连接,第一滑套的另一端与粉刷头固定连接。
该方案利用驱动架带动粉刷头在墙面上下移动,增加了粉刷面积,并提高粉刷效率。但并不能实现粉刷机构自动移动,需要人为移动机架粉刷墙体的其他面积。
发明内容
本方案提供一种用于建筑墙体的智能粉刷装置,以实现墙体的大面积自动粉刷动能。
为了达到上述目的,本方案提供一种用于建筑墙体的智能粉刷装置,包括机架、行走机构和粉刷机构,所述行走机构和粉刷机构设置在机架上,
所述行走机构包括驱动电机、主动轮和从动轮,所述驱动电机与主动轮连接,所述主动轮和从动轮分别设置在机架的两侧,两个所述从动轮上连接有同一转轴,所述转轴上设有第一齿轮;
所述粉刷机构包括粉刷气缸和油漆桶,所述粉刷气缸的活塞上连接有第一粉刷杆,所述第一粉刷杆内设有喷漆管,所述喷漆管穿过活塞与粉刷气缸内的油漆接触,所述喷漆管内设有出漆单向阀,所述第一粉刷杆上端设有喷头和与墙壁接触的粉刷辊;所述粉刷气缸上设有进漆管道,所述进漆管道与油漆桶连接,所述进漆管道上设有进漆单向阀;
还包括升降机构,所述升降机构包括液压缸和转动设置在机架上的移动杆,所述液压缸的活塞杆与移动杆转动连接,所述机架上设有用于移动杆移动的滑槽;所述移动杆上设有蜗轮和与第一齿轮相啮合的第二齿轮,所述蜗轮啮合连接有蜗杆,所述蜗杆通过扭簧与机架转动连接,所述蜗杆上设有往复滚珠丝杠;还包括升降板,所述升降板与粉刷杆连接;所述升降板(406)上设有与往复滚珠丝杠相匹配的螺母;所述螺母通过螺母座与往复滚珠丝杠连接;所述往复滚珠丝杠上设有第一压力传感器和第二压力传感器,所述第一压力传感器和第二压力传感器与设置在机架上的PLC控制器连接,所述PLC控制器与液压缸和驱动电机连接。
本方案的原理:首先将机架移动至待粉刷墙体处,然后启动驱动电机,驱动电机工作使得主动轮转动,主动轮转动带动从动轮转动,然后机架向前移动,然后从动轮转动带动转轴转动,转轴转动带动第一齿轮转动,第一齿轮转动带动第二齿轮转动,第二齿轮转动带动移动杆转动,移动杆转动带动蜗轮转动,蜗轮转动带动蜗杆正向转动,蜗杆正向转动使得往复滚珠丝杠正向转动,往复滚珠丝杠正向转动,使得螺母带动升降板上升。
升降板上升带动第一粉刷杆上移,第一粉刷杆上移使得粉刷气缸内的压强减小,使得粉刷气缸通过进漆单向阀从油漆桶内吸入油漆,升降板上移后与第一压力传感器接触,第一压力传感器将信号反馈给PLC控制器,PLC控制器控制液压缸的活塞杆通过滑槽朝远离蜗杆的方向移动,使得蜗轮与蜗杆分离,同时PLC控制器控制驱动电机停止启动,机架不移动。
然后扭簧恢复形变,使得蜗杆反向转动,蜗杆反向转动使得滚珠丝杠反向转动,往复滚珠丝杠反向转动,使得螺母带动升降板下移,升降板下移带动第一粉刷杆下移并压缩粉刷气缸,使得粉刷气缸内的油漆通过出漆单向阀进入喷漆管内,并从喷漆管中喷出至粉刷辊上,因为粉刷辊与墙壁接触,因此粉刷辊下移过程中相对墙体转动,并将粉刷辊上的油漆粉刷至墙壁上端。然后,升降板下移后与第二压力传感器接触,第二压力传感器将信号反馈给PLC控制器,PLC控制器控制液压缸的活塞杆通过滑槽朝靠近蜗杆的方向移动,使得蜗轮与蜗杆重新啮合,同时PLC控制器控制驱动电机启动,机架往前移动。重复此过程即可。
本方案的有益效果:
1、本方案通过设置行走机构、粉刷机构和升降机构,使得本粉刷装置实现了自动移动,自动进漆和自动粉刷的效果,节省了人力物力和时间,提高了工作效率。
2、本方案改变了现有技术人工粉刷墙壁的方式,减少了技术人员工作强度和工作量,也避免了技术人员长期吸入油漆对身体造成严重的伤害。
进一步,所述油漆桶的上盖可拆卸。当油漆桶内的油漆用完时,可打开油漆桶的上盖将新的油漆倒入油漆桶内,使得粉刷气缸能继续吸漆不会导致粉刷气缸内缺漆不能持续粉刷的情况。
进一步,所述粉刷辊为羊毛制成的粉刷辊。羊毛制成的粉刷辊刷出来墙面细腻光滑,拔丝较小,漆面均匀。
进一步,所述机架上还设有打磨气缸,所述打磨气缸的活塞杆上设有与墙壁接触的第一磨砂板,所述活塞杆与升降板连接;所述打磨气缸上设有进气管道和第一出气管道,所述进气管道上设有进气单向阀,所述第一出气管道上设有出气单向阀。升降板上下移动时带动活塞杆上下移动,活塞杆上移时气缸通过进气管道吸气,活塞杆下移时气缸通过出气管道出气,活塞杆上下移动带动第一磨砂板上下移动,第一磨砂板上下移动便可并打磨墙壁上端,使得墙壁的上端平整度得到提高。
进一步,所述第一出气管道的端口靠近第一磨砂板。当第一磨砂板打磨完墙壁后,墙壁上会粘附一些粉尘,第一出气管道出气时可将墙壁上端的粉尘吹落,使得粉尘不会影响到油漆的整体附着力和粘合性。
进一步,所述第一出气管道的端口背对着粉刷机构。第一出气管道将墙壁上磨砂后粉尘吹向粉刷机构的另一边,不会使得粉尘被吹入粉刷好的墙壁上,影响美观性。
进一步,还包括可以粉刷墙体下端的第二粉刷杆,所述第一粉刷杆可拆卸的设置在活塞上。当墙体上端被粉刷完成后,将第一粉刷杆更换为可以粉刷墙体下端的第二粉刷杆,可以使得整面墙体都被粉刷。
进一步,还包括可以打磨墙体下端的第二磨砂板和可以对着墙体下端吹气的第二出气管道;所述第一磨砂板和第一出气管道可拆卸的连接在打磨气缸上。当墙体的上端被打磨完成后,打磨的粉尘也被吹散后,将第一磨砂板和第一出气管道更换为第二磨砂板和第二出气管道,可以使得整面墙体都被打磨到,整面墙体打磨产生的灰尘都被出气管道吹落。
进一步,所述磨砂板上的磨砂为细砂。磨砂太粗的话,墙壁容易留下划痕,影响整体美观度,而细砂则不会时墙壁留下划痕。
附图说明
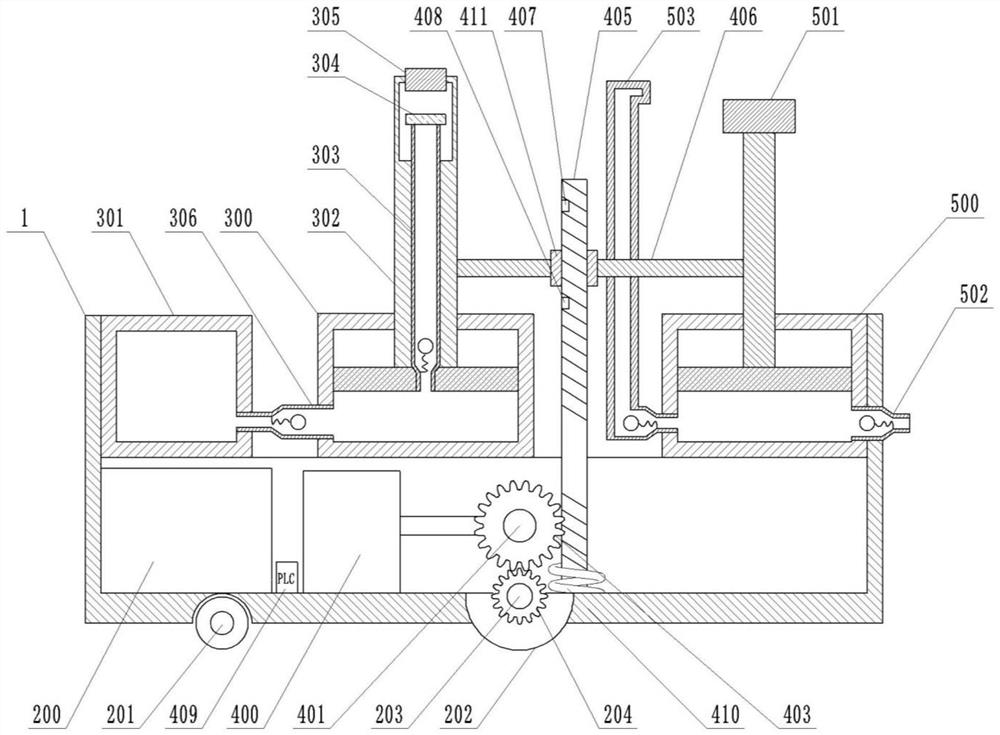
图1为本发明实施例的结构示意图。
图2为本发明实施例的结构正视图。
图3为本发明实施例的液压缸和移动杆的结构俯视图。
图4为本发明实施例的转轴和移动杆的结构左视图。
图5为本发明实施例的第一粉刷杆的结构左视图。
图6为本发明实施例的第二粉刷杆的结构左视图。
图7为本发明实施例的第一磨砂板的结构右视图。
图8为本发明实施例的第二磨砂板的结构右视图。
具体实施方式
下面通过具体实施方式进一步详细的说明:
说明书附图中的附图标记包括:机架1、驱动电机200、主动轮201、从动轮202、转轴203、第一齿轮204、粉刷气缸300、油漆桶301、第一粉刷杆302、喷漆管303、喷头304、粉刷辊305、进漆管道306、第二粉刷杆307、液压缸400、移动杆401、滑槽402、蜗轮403、第二齿轮404、往复滚珠丝杠405、升降板406、第一压力传感器407、第二压力传感器408、PLC控制器409、扭簧410、螺母411、打磨气缸500、第一磨砂板501、进气管道502、第一出气管道503、第二磨砂板504、第二出气管道505。
实施例基本如附图1-2所示:
一种用于建筑墙体的智能粉刷装置,包括机架1、行走机构和粉刷机构,行走机构和粉刷机构设置在机架1上。行走机构启动可带动机架1移动。
行走机构包括驱动电机200、主动轮201和从动轮202,驱动电机200与主动轮201连接,主动轮201和从动轮202分别设置在机架1的两侧,两个从动轮202上连接有同一转轴203,转轴203上设有第一齿轮204。驱动电机200工作使得主动轮201转动,主动轮201转动带动从动轮202转动,然后机架1向前移动,然后从动轮202转动带动转轴203转动,转轴203转动带动第一齿轮204转动。
如附图5所示:
粉刷机构包括粉刷气缸300和油漆桶301,粉刷气缸300的活塞上可拆卸的连接有第一粉刷杆302,第一粉刷杆302内设有喷漆管303,喷漆管303穿过活塞与粉刷气缸300内的油漆接触,喷漆管303内设有出漆单向阀,第一粉刷杆302上端设有喷头304和与墙壁接触的粉刷辊305;粉刷气缸300上设有进漆管道306,进漆管道306与油漆桶301连接,进漆管道306上设有进漆单向阀。
第一粉刷杆302上移使得粉刷气缸300内的压强减小,气缸内的压强减小使得粉刷气缸300通过进漆单向阀从油漆桶301内吸入油漆。第一粉刷杆302下移时则压缩粉刷气缸300,使得粉刷气缸300内的油漆通过出漆单向阀进入喷漆管303内,油漆从喷漆管303中喷出至粉刷辊305上,因为粉刷辊305与墙壁接触,因此粉刷辊305下移过程中相对墙体转动,并粉刷辊305上的油漆粉刷至墙壁上端。
当墙体上端被粉刷完成后,将第一粉刷杆302更换为可以粉刷墙体下端的第二粉刷杆307,可以使得整面墙体都被粉刷。
粉刷辊305的材料为羊毛制成。羊毛制成的粉刷辊305刷出来的墙面细腻光滑,拔丝较小,漆面均匀。
油漆桶301的上盖可拆卸。当油漆桶301内的油漆用完时,可打开油漆桶301的上盖将新的油漆倒入油漆桶301内,使得粉刷气缸300能继续吸漆不会导致粉刷气缸300内缺漆不能持续粉刷的情况。
如附图6所示:
还包括可以粉刷墙体下端的第二粉刷杆307,当墙体上端被粉刷完成后,将第一粉刷杆302更换为可以粉刷墙体下端的第二粉刷杆307,可以使得整面墙体都被粉刷。
如附图3-4所示:
还包括升降机构,升降机构包括液压缸400和转动设置在机架1上的移动杆401,液压缸400的活塞杆与移动杆401转动连接,机架1上设有用于移动杆401移动的滑槽402;移动杆401上设有蜗轮403和与第一齿轮204相啮合的第二齿轮404,蜗轮403啮合连接有蜗杆,蜗杆通过扭簧410与机架1转动连接,蜗杆上端设有往复滚珠丝杠405;还包括升降板406,升降板406与粉刷杆连接;升降板406上设有与往复滚珠丝杠405相匹配的螺母411;螺母411通过螺母411座与往复滚珠丝杠405连接;
如附图5-6所示:
第一齿轮204转动带动第二齿轮404转动,第二齿轮404转动带动移动杆401转动,移动杆401转动带动蜗轮403转动,蜗轮403转动带动蜗杆正向转动,蜗杆正向转动使得往复滚珠丝杠405正向转动,往复滚珠丝杠405正向转动,使得螺母411带动升降板406上升。升降板406上升带动第一粉刷杆302上移,第一粉刷杆302上移使得粉刷气缸300内的压强减小,使得粉刷气缸300通过进漆单向阀从油漆桶301内吸入油漆。
往复滚珠丝杠405上设有第一压力传感器407和第二压力传感器408,第一压力传感器407和第二压力传感器408与设置在机架1上的PLC控制器409连接,PLC控制器409与液压缸400和驱动电机200连接。
升降板406上移后与第一压力传感器407接触,第一压力传感器407将信号反馈给PLC控制器409,PLC控制器409控制液压缸400的活塞杆通过滑槽402朝远离蜗杆的方向移动,使得蜗轮403与蜗杆分离,同时PLC控制器409控制驱动电机200停止启动,机架1不移动。
然后扭簧410恢复形变,使得蜗杆反向转动,蜗杆反向转动使得往复滚珠丝杠405反向转动,往复滚珠丝杠405反向转动,使得螺母411带动升降板406下移,升降板406下移带动第一粉刷杆302下移并压缩粉刷气缸300,使得粉刷气缸300内的油漆通过出漆单向阀进入喷漆管303内,并从喷漆管303中喷出至粉刷辊305上,因为粉刷辊305与墙壁接触,因此粉刷辊305下移过程中相对墙体转动,并将粉刷辊305上的油漆粉刷至墙壁上端。然后,升降板406下移后与第二压力传感器408接触,第二压力传感器408将信号反馈给PLC控制器409,PLC控制器409控制液压缸400的活塞杆通过滑槽402朝靠近蜗杆的方向移动,使得蜗轮403与蜗杆重新啮合,同时PLC控制器409控制驱动电机200启动,机架1往前移动。
如附图7所示:
机架1上还设有打磨气缸500,所述打磨气缸500的活塞杆上可拆卸的设有与墙壁接触的第一磨砂板501,活塞杆与升降板406连接;打磨气缸500上设有进气管道502和第一出气管道503,第一进气管道502可拆卸的设置在打磨气缸500上,进气管道502上设有进气单向阀,第一出气管道503上设有出气单向阀。升降板406上下移动时带动活塞杆上下移动,活塞杆上移时气缸通过进气管道502吸气,活塞杆下移时气缸通过出气管道出气,活塞杆上下移动带动第一磨砂板501上下移动,第一磨砂板501上下移动便可并打磨墙壁上端,使得墙壁的上端平整度得到提高。
磨砂板上的磨砂采用细磨砂。磨砂太粗的话,容易使得墙壁留下划痕,影响整体美观度,而细磨砂则不会使得墙壁留下划痕。
第一出气管道503的端口靠近第一磨砂板且端口背对着粉刷机构。当磨砂板打磨完墙壁后,墙壁上会粘附一些粉尘,第一出气管道503出气时可将墙壁上端的粉尘吹落,使得粉尘不会影响到油漆的整体附着力和粘合性。不会使得粉尘被吹入粉刷好的墙壁上,影响美观性。
如附图8所示:
还包括可以打磨墙体下端的第二磨砂板504和可以对着墙体下端吹气的第二出气管道505;当墙体的上端被打磨完成后,打磨的粉尘也被吹散后,将第一磨砂板501和第一出气管道503更换为第二磨砂板504和第二出气管道505,可以使得整面墙体都被打磨到,整面墙体打磨产生的灰尘都被出气管道吹落。
具体操作:
首先在油漆桶301内加满油漆,并将油漆桶301的上盖盖上,然后启动驱动电机200使得主动轮201转动,主动轮201转动带动从动轮202转动,然后机架1向前移动,然后从动轮202转动带动转轴203转动,转轴203转动带动第一齿轮204转动。第一齿轮204转动带动第二齿轮404转动,第二齿轮404转动带动移动杆401转动,移动杆401转动带动蜗轮403转动,蜗轮403转动带动蜗杆正向转动,蜗杆正向转动使得往复滚珠丝杠405正向转动,往复滚珠丝杠405正向转动,使得螺母411带动升降板上升。升降板406上升带动第一粉刷杆302上移,第一粉刷杆302上移使得粉刷气缸300内的压强减小,使得粉刷气缸300通过进漆单向阀从油漆桶301内吸入油漆。
同时升降板406上移时带动活塞杆上移,活塞杆上移带动第一磨砂板501上移,第一磨砂板501上移便可并打磨墙壁上端,使得墙壁的上端平整度得到提高。
升降板406上移后与第一压力传感器407接触,第一压力传感器407将信号反馈给PLC控制器409,PLC控制器409控制液压缸400的活塞杆通过滑槽402朝远离蜗杆的方向移动,使得蜗轮403与蜗杆分离,同时PLC控制器409控制驱动电机200停止启动,机架1不移动。
然后扭簧410恢复形变,使得蜗杆反向转动,蜗杆反向转动使得往复滚珠丝杠405反向转动,往复滚珠丝杠405反向转动,使得螺母411带动升降板下移,升降板406下移带动第一粉刷杆302下移并压缩粉刷气缸300,使得粉刷气缸300内的油漆通过出漆单向阀进入喷漆管303内,并从喷漆管303中喷出至粉刷辊305上,因为粉刷辊305与墙壁接触,因此粉刷辊305下移过程中相对墙体转动,并将粉刷辊305上的油漆粉刷至墙壁上端。
同时升降板406下移时带动活塞杆下移,活塞杆下移带动第一磨砂板501下移,第一磨砂板501下移便可并继续打磨墙壁上端,使得墙壁的上端平整度得到提高。第一磨砂板501下移压缩打磨气缸500,使得打磨气缸500内的气体通过第一出气管道503排出,第一出气管道503出气时可将墙壁上端的粉尘吹落,使得粉尘不会影响到油漆的整体附着力和粘合性,也不会使得粉尘被吹入粉刷好的墙壁上,形象美观性。
然后,升降板406下移后与第二压力传感器408接触,第二压力传感器408将信号反馈给PLC控制器409,PLC控制器409控制液压缸400的活塞杆通过滑槽402朝靠近蜗杆的方向移动,使得蜗轮403与蜗杆重新啮合,同时PLC控制器409控制驱动电机200启动,机架1往前移动。
重复此操作直至整面墙体的上端被粉刷完成,然后将第一粉刷杆302、第一磨砂板501和第一出气管道503分别更换为第二粉刷杆307、第二磨砂板504和第二出气管道505。将机架1移动至初始位置,然后启动驱动电机200重复,将整面墙体的下端被粉刷完成。
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。