一种无需气体保护的不锈钢药芯焊丝及其制备方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及焊接技术领域,更具体地说,它涉及一种无需气体保护的不锈钢药芯焊丝及其制备方法。
背景技术
目前市场上的不锈钢药芯焊丝基本都是采用气体保护焊接。在实施焊接作业时需额外提供气保作为保护剂,在条件有限特别是野外作业时会带来很多不便之处,虽然此时可采用相应的焊条,但焊条的效率及损耗远远大于药芯焊丝。
目前市场上也有一些自保护药芯焊丝,该类药芯焊丝基本上都是碳钢的,配方体系基本上延用焊条的配方体系,焊芯中加入大量的铝粉,萤石等氟化物,焊接工艺远远差于采用气体保护药芯焊丝,成型外观差,飞溅大,脱渣难。
因此需要提出一种新的方案来解决这个问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种无需气体保护的不锈钢药芯焊丝,不需要提供任何气体作为保护剂,焊接工艺性能好,飞溅小,焊道表面平整光滑。
本发明的上述技术目的是通过以下技术方案得以实现的:一种无需气体保护的不锈钢药芯焊丝,包括焊药以及包裹在焊药外面的不锈钢外皮,所述焊药包括以下重量份的组份:金红石10%-40%份、金属铬20%-35%份、金属锰 3%-10%份、镍粉10%-15%份、硅铁3%-10%份、大理石2%-20%份、稳弧剂3%-10%份、抗气孔剂10%-30%份、其余为铁粉,所述焊药的填充率为18%-20%。
通过采用上述技术方案,在焊接作业时不需要提供任何气体作为保护剂,焊接工艺性能可以达到有气体保护的效果,飞溅小,熔渣覆盖完全均匀并且易脱落,焊道表面平整光滑,无气孔等焊接缺陷。
本发明进一步设置为:所述不锈钢外皮的材料为304L不锈钢钢带。
通过采用上述技术方案,304L不锈钢在焊接或者消除应力后,其抗晶界腐蚀能力优秀,在未进行热处理的情况下,亦能保持良好的耐腐蚀性,因此可以提高焊丝的焊接强度。
本发明进一步设置为:所述不锈钢钢带的规格为0.4*10mm。
本发明进一步设置为:所述抗气孔剂由多种氟化物及硅酸盐均匀混合后经高温熔炼而成。
通过采用上述技术方案,可以阻止焊接时气孔的产生。
本发明进一步设置为:一种无需气体保护的不锈钢药芯焊丝及其制备方法,包括以下步骤:
步骤一:混合搅拌,将金红石等药芯配方按各组分比例进行称取,放入搅拌器中进行搅拌,使得各组份混合均匀并形成焊药;
步骤二:不锈钢钢带包裹焊药,将不锈钢钢带放置在放带机中,不锈钢钢带经导带进入成型机,同时送粉设备将焊药输送至不锈钢钢带内,控制药粉填充率在18%-20%;
步骤三:拉拔工艺,将包裹有药芯的不锈钢钢带经轧制拉拔成直径为 1.0mm或1.2mm的药芯焊丝
综上所述,本发明具有以下有益效果:本发明采用304L不锈钢钢带作为外皮,在焊接或者消除应力后,其抗晶界腐蚀能力优秀,在未进行热处理的情况下,亦能保持良好的耐腐蚀性,增强了堆焊金属的抗拉强度,同时通过金红石的设置,可以起到造渣的作用,也有稳弧的作用,金属铬、镍粉的设置,可以用于向焊缝过度铬镍金属元素,金属锰、硅铁的设置,除了向焊缝补充锰和硅元素外,主要作用是硅锰联合脱氧,大理石的设置,不仅可以造渣,同时也可造气,大理石通过分解产生CO
附图说明
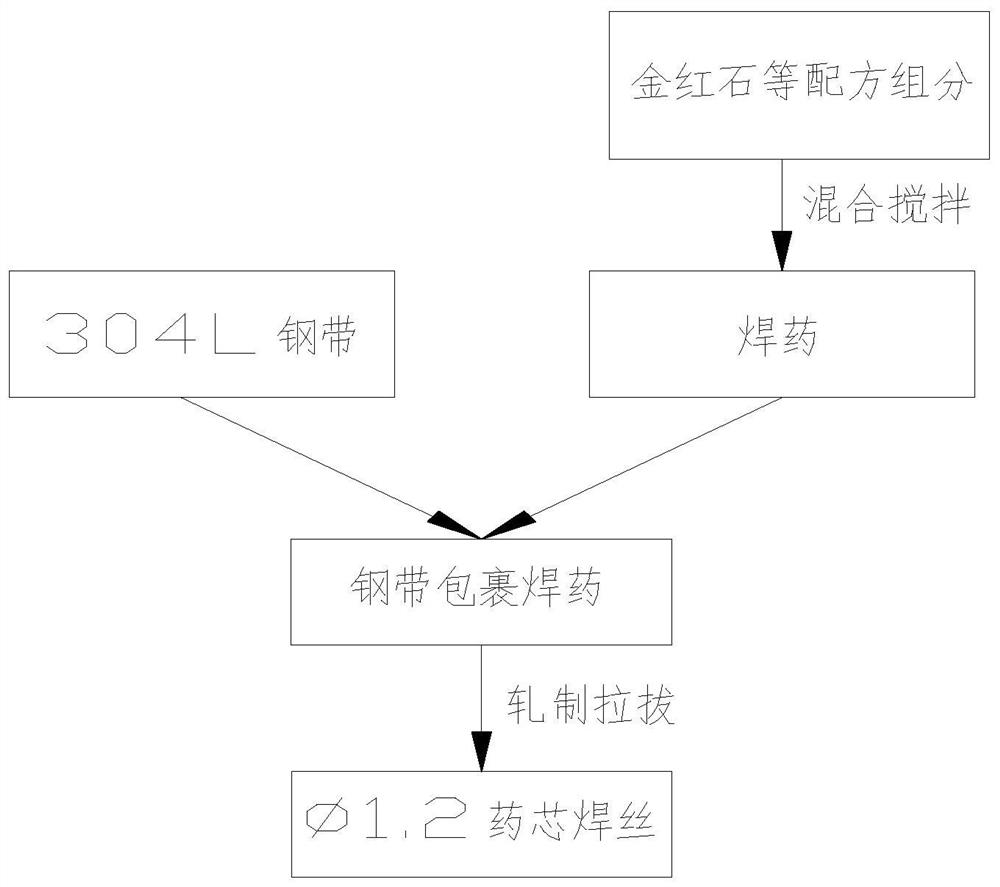
图1为本发明制备方法的工艺流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
一种无需气体保护的不锈钢药芯焊丝,包括焊药以及包裹在药芯外面的不锈钢外皮,焊药包括以下重量份的组份:金红石10%-40%份、金属铬20%-35%份、金属锰3%-10%份、镍粉10%-15%份、硅铁3%-10%份、大理石2%-20%份、稳弧剂3%-10%份、抗气孔剂10%-30%份、其余为铁粉,药芯的填充率为 18%-20%。在焊接作业时不需要提供任何气体作为保护剂,焊接工艺性能可以达到有气体保护的效果,飞溅小,熔渣覆盖完全均匀并且易脱落,焊道表面平整光滑,无气孔等焊接缺陷。
在上述基础上,不锈钢外皮的材料为304L不锈钢钢带,304L不锈钢在焊接或者消除应力后,其抗晶界腐蚀能力优秀,在未进行热处理的情况下,亦能保持良好的耐腐蚀性,因此可以提高焊丝的焊接强度。
在上述基础上,不锈钢钢带的规格为0.4*10mm。
在上述基础上,本实施方式中优选金红石1000g、金属铬1050g、金属锰 250g、镍粉700g、硅铁250g、大理石200g、稳弧剂250g、抗气孔剂900g、铁粉400g,药芯总量共计5000g。
在上述基础上,抗气孔剂由多种氟化物及硅酸盐均匀混合后经高温熔炼而成,通过抗气孔剂的设置,可以阻止焊接时气孔的产生。
如图1所示,一种无需气体保护的不锈钢药芯焊丝及其制备方法,包括以下步骤:
步骤一:混合搅拌,将金红石等药芯配方按各组分比例进行称取,放入搅拌器中进行搅拌,使得各组份混合均匀并形成焊药;
步骤二:不锈钢钢带包裹焊药,将不锈钢钢带放置在放带机中,不锈钢钢带经导带进入成型机,同时送粉设备将焊药输送至不锈钢钢带内,控制药粉填充率在18%-20%;
步骤三:拉拔工艺,将包裹有药芯的不锈钢钢带经轧制拉拔成直径为 1.0mm或1.2mm的药芯焊丝
实施例二:一种无需气体保护的不锈钢药芯焊丝,与实施例一的不同点在于:本实施方式中优选金红石1050g、金属铬1050g、金属锰200g、镍粉 700g、硅铁250g、大理石200g、稳弧剂250g、抗气孔剂900g、铁粉400g, 药芯总量共计5000g。
实施例三:一种无需气体保护的不锈钢药芯焊丝,与实施例一的不同点在于:本实施方式中优选金红石1000g、金属铬1100g、金属锰250g、镍粉 700g、硅铁250g、大理石150g、稳弧剂250g、抗气孔剂900g、铁粉400g, 药芯总量共计5000g。
实施例四:一种无需气体保护的不锈钢药芯焊丝,与实施例一的不同点在于:本实施方式中优选金红石1000g、金属铬1050g、金属锰250g、镍粉 700g、硅铁200g、大理石150g、稳弧剂250g、抗气孔剂1000g、铁粉400g, 药芯总量共计5000g。
实施例五:一种无需气体保护的不锈钢药芯焊丝,与实施例一的不同点在于:本实施方式中优选金红石1050g、金属铬1050g、金属锰250g、镍粉 600g、硅铁300g、大理石200g、稳弧剂250g、抗气孔剂900g、铁粉400g, 药芯总量共计5000g。
在实际使用时,实施例一中可以达到最佳的焊接效果,本发明采用304L 不锈钢钢带作为外皮,在焊接或者消除应力后,其抗晶界腐蚀能力优秀,在未进行热处理的情况下,亦能保持良好的耐腐蚀性,增强了堆焊金属的抗拉强度,同时通过金红石的设置,可以起到造渣的作用,也有稳弧的作用,金属铬、镍粉的设置,可以用于向焊缝过度铬镍金属元素,金属锰、硅铁的设置,除了向焊缝补充锰和硅元素外,主要作用是硅锰联合脱氧,大理石的设置,不仅可以造渣,同时也可造气,大理石通过分解产生CO
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种无需气体保护的不锈钢药芯焊丝及其制备方法
- 一种二氧化碳气体保护用不锈钢药芯焊丝