冷轧钢卷的开卷控制方法和开卷控制系统
文献发布时间:2023-06-19 11:13:06
技术领域
本申请涉及钢铁冷轧技术领域,尤其涉及一种冷轧钢卷的开卷控制方法和开卷控制系统。
背景技术
开卷机是冷轧带钢生产过程中重要的设备之一。在带钢冷轧生产线中,快的生产节奏、顺利的开卷在带钢生产效率以及产品质量中占有重大意义。而冷轧带钢开卷是带钢生产工艺的重要组成部分,如果开卷机开卷不顺利,不但影响生产效率,还可能影响产品质量。
当冷轧工序完成后,冷轧钢卷(轧硬钢卷)会在后续的退火、重卷时重新开卷。但冷轧钢卷在开卷的过程中,有可能出现钢卷带头未能正常穿带进入矫直机,而是随着开卷机正转,钢卷头部一直落入开卷机下的地坑;由于地坑中缺乏有效的监控措施,现场作业人员不容易及时发现这种情况。直到作业人员发现时,钢卷头部已经释放很多,需要人为停止开卷机转动,剪断落入地坑的带钢,造成钢卷在地坑中堆积。由于开卷机鞍座下的地坑空间非常深而窄,清理落入的废钢非常困难,很容易造成安全事故,既损失了大量带钢,又耽误很多生产时间,影响生产效率。
发明内容
本发明提供了一种冷轧钢卷的开卷控制方法和开卷控制系统,以解决或者部分解决冷轧钢卷在开卷机开卷时无法及时发现开卷异常,带钢头部较多的进入地坑造成地坑堆钢事故,影响生产效率、造成带钢损失的技术问题。
为解决上述技术问题,本发明提供了一种冷轧钢卷的开卷控制方法,应用于冷轧后续机组的开卷工艺段,开卷控制方法包括:
控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号;
根据第一带头信号,控制开卷机的导板台上升,夹送辊闭合;
控制矫直机开启;
控制开卷机正转预设时间段;
在预设时间段中,判断矫直机是否检测到冷轧钢卷的第二带头信号;
若矫直机检测到冷轧钢卷的第二带头信号,控制开卷机到矫直机正转;
若矫直机没有检测到冷轧钢卷的第二带头信号,控制开卷机停止正转,控制矫直机关闭。
可选的,预设时间段为20秒~40秒。
可选的,在控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷控制方法还包括:
控制冷轧钢卷套在开卷机的芯轴上;
控制开卷机的压辊压下。
进一步的,在控制开卷机的压辊压下之后,在控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷控制方法还包括:
控制开卷机暂停第一时间段。
可选的,在控制矫直机开启之后,在控制开卷机正转预设时间段之前,开卷控制方法还包括:
控制开卷机暂停第二时间段。
可选的,在控制开卷机到矫直机正转之后,开卷控制方法还包括:
控制开卷机的导板台缩回;
控制开卷机的导板台摆下;
继续控制开卷机到矫直机正转。
进一步的,在控制开卷机到矫直机正转之后,在控制开卷机的导板台缩回之前,开卷控制方法还包括:
控制开卷机暂停第三时间段。
基于前述技术方案相同的发明构思,本发明还提供了一种冷轧钢卷的开卷控制系统,开卷控制系统应用于冷轧后续机组的开卷工艺段,开卷控制系统包括:
开卷机控制模块,用于控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号;以及用于根据第一带头信号,控制开卷机的导板台上升,夹送辊闭合;
矫直机控制模块,用于控制矫直机开启;
开卷机控制模块控制开卷机正转预设时间段;
矫直机控制模块在预设时间段中,判断矫直机是否检测到冷轧钢卷的第二带头信号;
若矫直机检测到冷轧钢卷的第二带头信号,开卷机控制模块和矫直机控制模块控制开卷机到矫直机正转;
若矫直机没有检测到冷轧钢卷的第二带头信号,开卷机控制模块控制开卷机停止正转,矫直机控制模块控制矫直机关闭。
可选的,在控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷机控制模块还用于:
控制冷轧钢卷套在开卷机的芯轴上;
控制开卷机的压辊压下。
可选的,在控制开卷机到矫直机正转之后,开卷机控制模块还用于:
控制开卷机的导板台缩回;
控制开卷机的导板台摆下;
开卷机控制模块和矫直机控制模块继续控制开卷机到矫直机正转。
通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
本发明提供了一种冷轧钢卷的开卷控制方法,通过在开卷机反转、磁力皮带检测到钢卷的第一带头信号时,控制导板台上升、夹送辊闭合,矫直机开启;然后开卷机正转预设时间段,在预设时间段内判断矫直机是否检测到钢卷的第二带头信号,若在预设时间段里检测到第二带头信号,说明钢卷正常穿带开卷,控制开卷机到矫直机正转;若在预设时间段里没有检测到第二带头信号,说明此时钢卷没有成功穿带,磁力皮带误将钢卷头部的褶皱判断成为了钢卷带头,此时控制开卷机停止正转,矫直机关闭;通过上述延迟预设时间段判断,使矫直机在接触到带钢带头时再给出开卷机继续正转的信号,能够及时消除因钢卷打捆造成带头褶皱使开卷机误开卷的问题,在预设时间段内钢卷带头即使落入地坑,堆叠量也少,带钢变形小,可快速进行处理,避免了作业人员未能发现钢卷正常开卷,导致地坑大量堆钢的事故,减少了带钢损失,提高了开卷操作的安全性和开卷生产效率。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
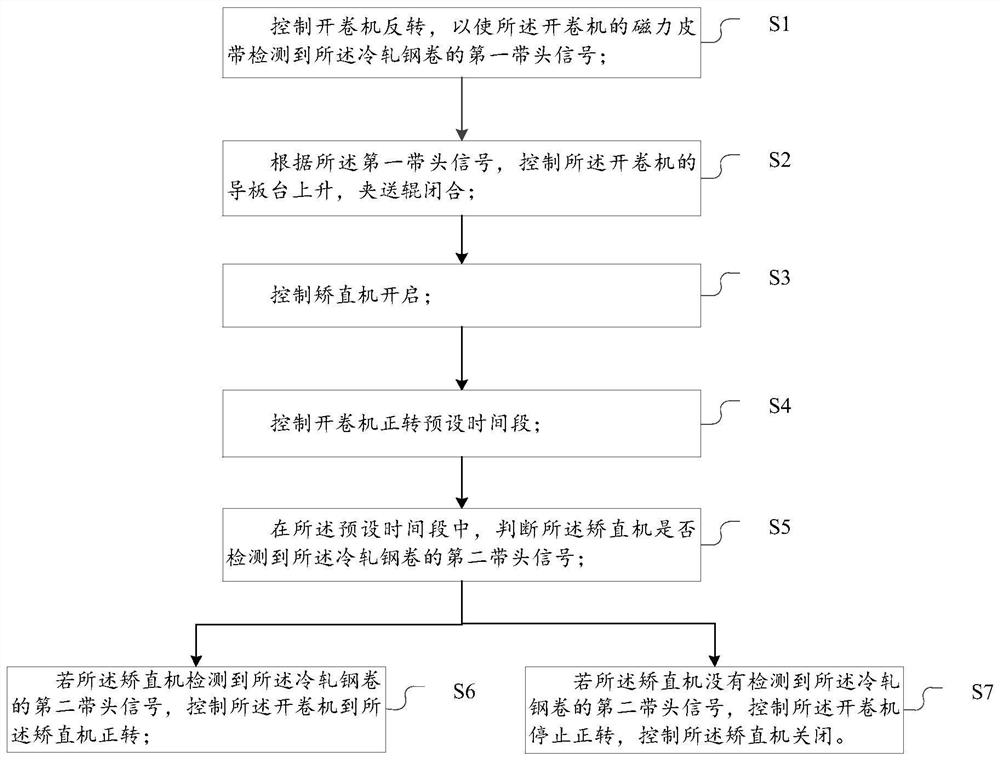
图1示出了根据本发明一个实施例的冷轧钢卷的开卷控制方法的流程图;
图2示出了根据本发明一个实施例的1420罩退脱脂线的开卷工艺段示意图;
图3示出了根据本发明一个实施例的冷轧钢卷的开卷控制系统的示意图。
具体实施方式
为了使本申请所属技术领域中的技术人员更清楚地理解本申请,下面结合附图,通过具体实施例对本申请技术方案作详细描述。在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。除非另有特别说明,本发明中用到的各种设备等,均可通过市场购买得到或者可通过现有方法制备得到。
研究表明,冷轧后钢卷出现开卷不顺,地坑堆钢的主要原因是冷轧带钢较薄,在上一个工序(冷轧)的卷取、打捆质量较差,在钢卷头部0~3米的范围内容易出现褶皱。开卷机在开卷时,先要进行反转,以使开卷机上的磁力皮带吸住钢卷的带头;在正常情况下,当钢卷带头没有褶皱或者褶皱较小时,磁力皮带上的光栅检测到带头后吸住并带动带头运行。但是当钢卷带头褶皱比较大比较突出的时候,在开卷机反转过程中,开卷机上的磁力皮带先检测到带钢褶皱凸起点或凸出线,磁力皮带并没有吸住带头却默认吸住带头,从而发出磁力皮带已经吸住钢卷带头的信号;当收到磁力皮带检测到带头的信号时,开卷机开始正转进行开卷;但此时带头实际上并没有正常穿带进入矫直机,故而掉入开卷机鞍座下的地坑,直到操作人员发现,造成大量带钢损失并影响生产效率。
故而,为了尽量降低褶皱对冷轧钢卷开卷的不利影响,降低地坑堆钢对生产效率的不利影响,在一个可选的实施例中,如图1所示,提供了一种冷轧钢卷的开卷控制方法,开卷控制方法应用于冷轧后续机组的开卷工艺段,其整体思路如下:
S1:控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号;
S2:根据第一带头信号,控制开卷机的导板台上升,夹送辊闭合;
S3:控制矫直机开启;
S4:控制开卷机正转预设时间段;
S5:在预设时间段中,判断矫直机是否检测到冷轧钢卷的第二带头信号;
S6:若矫直机检测到冷轧钢卷的第二带头信号,控制开卷机到矫直机正转;
S7:若矫直机没有检测到冷轧钢卷的第二带头信号,控制开卷机停止正转,控制矫直机关闭。
具体的,上述方案的控制思路为:由于磁力皮带上的光栅无法判断检测到的钢卷带头的带头信号(头部信号)是真正的钢卷带头还是钢卷褶皱;因此,从矫直机控制方面,增加在开卷机正转预设时间后,判断矫直机是否检测到钢卷带头信号的延迟步序。若在开卷机正转的预设时间段内,矫直机都没有检测到带钢带头信号,说明此时磁力皮带并没有吸住带头,而是将褶皱当成了带头,钢卷的带头并没有成功穿带,此时应当给出开卷机停机和矫直机停机的信号;若在开卷机正转的预设时间段内检测到了带钢带头信号,则说明是正常开卷,此时控制开卷机到矫直机正转。开卷机到矫直机正转是指开卷机继续保持正转,矫直机与开卷机同步正转。通过上述的方法,能够消除因钢卷打捆造成带头的褶皱使开卷机误开卷的问题,即使出现误开卷,也能及时自动停止,不会在地坑中堆积大量带钢,减小带钢损失。
上述方案中的预设时间段是根据不同的生产机组的实际情况,根据开卷速度,开卷机到矫直机的距离确定的。在常见机组的正常情况下,带钢头部从开卷机到矫直机需要十几秒时间,因此可选的,可选的,预设时间段为20秒~40秒,优选30秒。预设时间段不宜过短,否则会将正常穿带判断为异常,也不能过长,否则导致地坑中堆积较多的带钢。
可选的,在S1:控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷控制方法还包括:
S01:控制冷轧钢卷套在开卷机的芯轴上;
S02:控制开卷机的压辊压下。
进一步的,在S02:控制开卷机的压辊压下之后,在S1:控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷控制方法还包括:
S03:控制开卷机暂停第一时间段。
之所以暂停一段时间,是为了给设备预留响应时间,第一时间段的可选范围为0.5~2秒,优选1秒。
可选的,在S3:控制矫直机开启之后,在S4:控制开卷机正转预设时间段之前,开卷控制方法还包括:
S31:控制开卷机暂停第二时间段。
同理,第二时间段也是为设备预留响应时间,第二时间段的可选范围为0.5~2秒,优选1秒。
可选的,在S6:控制开卷机到矫直机正转之后,开卷控制方法还包括:
S61:控制开卷机的导板台缩回;
S62:控制开卷机的导板台摆下;
S63:继续控制开卷机到矫直机正转。
进一步的,在S6:控制开卷机到矫直机正转之后,在S61:控制开卷机的导板台缩回之前,开卷控制方法还包括:
S60:控制开卷机暂停第三时间段。
同理,第二时间段也是为设备预留响应时间,第三时间段的可选范围为1~3秒,优选2秒。
在接下来的内容中,将上述方案应用到某钢厂1420罩退脱脂线的开卷工艺段,结合附图2和实际情况进行说明:
将上述方案应用后,正常开卷的控制流程为:
步序1:开卷机上卷后,启动准备;
步序2:开卷机压辊压下;
步序3:停止1秒;
步序4:开卷机反转,以使钢卷带头反转到顶部,能够被磁力皮带上的光栅检测到;
步序5:光栅检测到带钢头部,认为磁力皮带吸住带头,开卷机导板台上升;
步序6:夹送辊闭合;
步序7:矫直机打开;
步序8:停止1秒;
步序9:开卷机正转;
步序10:延迟30秒,矫直机检测到带钢头部;
步序11:控制开卷机到矫直机正转;
步序12:停止2秒;
步序13:开卷机导板缩回;
步序14:开卷机导板摆下;
步序15:继续控制开卷机到矫直机正转,开卷过程结束。
不正常开卷的控制流程为:
步序1:开卷机上卷后,启动准备;
步序2:开卷机压辊压下;
步序3:停止1秒;
步序4:开卷机反转,以使钢卷带头反转到顶部,能够被磁力皮带上的光栅检测到;
步序5:光栅检测到带钢头部褶皱,但认为磁力皮带吸住了带头,开卷机导板台上升;
步序6:夹送辊闭合;
步序7:矫直机打开;
步序8:停止1秒;
步序9:开卷机正转;
步序10:延迟30秒,矫直机没有检测到带钢头部;
步序11:控制开卷机停止正转,矫直机关闭,开卷程序停止。
上述控制流程实际操作过程为:
1.开卷机上卷后,操作职工按启动按钮,开卷程序运行,开卷机压辊压下,开卷机反转,使钢卷带头反转到顶部,被磁力皮带上的光栅检测到,光栅检测到带钢头部,磁力皮带吸住带头,开卷机导板台上升,夹送辊闭合。
2.开卷机开卷程序运行正常情况下,带头从开卷机到大矫直机需14秒,矫直机上光栅30秒内检测到带钢带头,矫直机打开,开卷机到矫直机正转,开卷机导板缩回,开卷机导板摆下,开卷机到矫直机正转,开卷过程结束。
3.若30秒内矫直机光栅检测到带钢带头,运行程序开卷机到矫直机正转。
4.若30秒内矫直机光栅没有检测到带钢带头,开卷机和矫直机自动停止,开卷程序停止,直到操作人员处理后重新启动开卷机开卷程序。
通过现场应用实践,若利用改进前的控制程序进行开卷机开卷,当带钢带头褶皱凸起的时候,经常发生开卷机开卷不顺利,造成地坑大量堆钢事故。当利用本实施例提供的改进控制程序进行开卷机开卷后,即使遇到带钢带头褶皱凸起而造成的开卷机开卷不顺利情况,以开卷机带头开卷速度30m/min,30秒内落入地坑的带钢仅15m,因为落入地坑带钢较少,堆叠不多,带钢变形不大,不用操作人员下底坑清理,直接启动开卷机反转倒回剪掉即可。
总的来说,本实施例提供了一种冷轧钢卷的开卷控制方法,通过在开卷机反转、磁力皮带检测到钢卷的第一带头信号时,控制导板台上升、夹送辊闭合,矫直机开启;然后开卷机正转预设时间段,在预设时间段内判断矫直机是否检测到钢卷的第二带头信号,若在预设时间段里检测到第二带头信号,说明钢卷正常穿带开卷,控制开卷机到矫直机正转;若在预设时间段里没有检测到第二带头信号,说明此时钢卷没有成功穿带,磁力皮带误将钢卷头部的褶皱判断成为了钢卷带头,此时控制开卷机停止正转,矫直机关闭;通过上述延迟预设时间段判断,使矫直机在接触到带钢带头时再给出开卷机继续正转的信号,能够及时消除因钢卷打捆造成带头褶皱使开卷机误开卷的问题,在预设时间段内钢卷带头即使落入地坑,堆叠量也少,带钢变形小,可快速进行处理,避免了作业人员未能发现钢卷正常开卷,导致地坑大量堆钢的事故,减少了带钢损失,提高了开卷操作的安全性和开卷生产效率。
基于前述实施例相同的发明构思,在又一个可选的实施例中,如图3所示,提供了一种冷轧钢卷的开卷控制系统,应用于冷轧后续机组的开卷工艺段,开卷控制系统包括:
开卷机控制模块10,用于控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号;以及用于根据第一带头信号,控制开卷机的导板台上升,夹送辊闭合;
矫直机控制模块20,用于控制矫直机开启;
开卷机控制模块10控制开卷机正转预设时间段;
矫直机控制模块20在预设时间段中,判断矫直机是否检测到冷轧钢卷的第二带头信号;
若矫直机检测到冷轧钢卷的第二带头信号,开卷机控制模块10和矫直机控制模块20控制开卷机到矫直机正转;
若矫直机没有检测到冷轧钢卷的第二带头信号,开卷机控制模块10控制开卷机停止正转,矫直机控制模块20控制矫直机关闭。
可选的,预设时间段为20秒~40秒。
可选的,在控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷机控制模块10还用于:
控制冷轧钢卷套在开卷机的芯轴上;
控制开卷机的压辊压下。
可选的,在控制开卷机的压辊压下之后,在控制开卷机反转,以使开卷机的磁力皮带检测到冷轧钢卷的第一带头信号之前,开卷机控制模块10控制开卷机暂停第一时间段。
可选的,在控制矫直机开启之后,在控制开卷机正转预设时间段之前,开卷机控制模块10控制开卷机暂停第二时间段。
可选的,在控制开卷机到矫直机正转之后,开卷机控制模块10还用于:
控制开卷机的导板台缩回;
控制开卷机的导板台摆下;
开卷机控制模块10和矫直机控制模块20继续控制开卷机到矫直机正转。
可选的,在控制开卷机到矫直机正转之后,在控制开卷机的导板台缩回之前,开卷机控制模块10控制开卷机暂停第三时间段。
通过本发明的一个或者多个实施例,本发明具有以下有益效果或者优点:
本发明提供了一种冷轧钢卷的开卷控制方法,通过在开卷机反转、磁力皮带检测到钢卷的第一带头信号时,控制导板台上升、夹送辊闭合,矫直机开启;然后开卷机正转预设时间段,在预设时间段内判断矫直机是否检测到钢卷的第二带头信号,若在预设时间段里检测到第二带头信号,说明钢卷正常穿带开卷,控制开卷机到矫直机正转;若在预设时间段里没有检测到第二带头信号,说明此时钢卷没有成功穿带,磁力皮带误将钢卷头部的褶皱判断成为了钢卷带头,此时控制开卷机停止正转,矫直机关闭;通过上述延迟预设时间段判断,使矫直机在接触到带钢带头时再给出开卷机继续正转的信号,能够及时消除因钢卷打捆造成带头褶皱使开卷机误开卷的问题,在预设时间段内钢卷带头即使落入地坑,堆叠量也少,带钢变形小,可快速进行处理,避免了作业人员未能发现钢卷正常开卷,导致地坑大量堆钢的事故,减少了带钢损失,提高了开卷操作的安全性和开卷生产效率。
尽管已描述了本申请的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本申请范围的所有变更和修改。
显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
- 冷轧钢卷的开卷控制方法和开卷控制系统
- 一种冷轧线开卷机钢卷装载方法及系统