一种基于梯形沟槽的激光熔覆方法
文献发布时间:2023-06-19 11:16:08
技术领域
本发明属于激光熔覆方法领域,尤其涉及一种基于梯形沟槽的激光熔覆方法。
背景技术
激光熔覆是通过同步或预置材料的方式,将外部材料添加至基体经激光辐照后形成的熔池中,并使二者共同快速凝固形成包覆层的工艺方法。目前常见激光熔覆工艺,全部为基材和熔覆材料同时熔化,并快速凝固形成冶金结合的表面熔覆层。
激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。其中,预置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉或丝形式加入。同步式激光熔覆则是将粉末或丝材类熔覆材料经过喷嘴在熔覆过程中同步送入熔池中。
发明内容
发明目的:本发明的目的是提供一种能够实现基材与熔覆材料冷连接的基于梯形沟槽的激光熔覆方法。
技术方案:本发明基于梯形沟槽的激光熔覆方法,包括如下步骤:在基材表面预先设置包裹式梯形沟槽,采用激光熔覆预置法或者激光熔覆同步法将熔覆材料进行融化并凝固填充于沟槽内,与基材实现冷连接结合;其中,所述激光熔覆的激光输出功率为800~5000W。
进一步说,本发明的激光熔覆方法设定的梯形沟槽的边角为圆弧状。
进一步说,本发明的激光熔覆方法采用的熔覆材料为钴基自熔合金、碳化铌增强镍基自熔合金或改性铜基自熔合金。
优选的,本发明的激光熔覆方法采用的碳化铌增强镍基自熔合金包括镍基自熔合金92~96%及NbC4~8%。
进一步说,本发明的激光熔覆方法采用预置法将所述碳化铌增强镍基自熔合金进行激光熔覆的激光输出功率为1500~3000W、光束扫描速度为7~15mm、光束入射角度为2~10°。
进一步说,本发明的激光熔覆方法采用同步法将所述碳化铌增强镍基自熔合金进行激光熔覆的激光输出功率为1500~3000W、光束扫描速度为7~15mm、光束入射角度为2~10°、送粉速度为0.5~2.0r/min、输送气体流量为8~15L/min。
优选的,改性铜基自熔合金包括95~98.5%铜基自熔合金及1.5~5.0%FeSi75。
进一步说,本发明的激光熔覆方法采用预置法将改性铜基自熔合金进行激光熔覆的激光输出功率为3500~5000W、光束扫描速度为5~10mm、光束入射角度为6~15°。
进一步说,本发明的激光熔覆方法采用同步法将改性铜基自熔合金进行激光熔覆的激光输出功率为3500~5000W、光束扫描速度为5~10mm、光束入射角度为6~15°、送粉速度为0.5~1.5r/min、输送气体流量为8~15L/min。
有益效果:与现有技术相比,本发明的显著优点为:该方法实现了熔覆材料与基材的机械装配结合,有效避免了对基材本身产生破坏或影响,进而在实际加工过程中,不会造成工件的热形变或力学性能的改变;其中,该方法还通过将梯形凹槽边角设计为圆弧状,并且在熔覆材料配方中添加改性剂,增强了熔覆材料在熔化为液态后的流动性和润湿性,使凹槽内填充的熔覆材料更为均匀。
附图说明
图1为本发明直角梯形沟槽的结构示意图;
图2为本发明等腰梯形沟槽的结构示意图;
图3为本发明直角梯形沟槽的结构示意图,其中,该凹槽的边角为圆弧状;
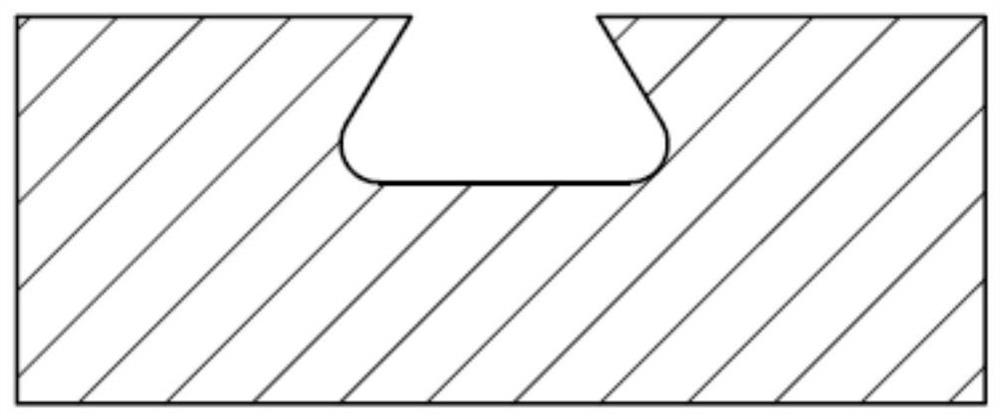
图4为本发明等腰梯形沟槽的结构示意图,其中,该凹槽的边角为圆弧状。
具体实施方式
下面结合实施例对本发明的技术方案做进一步详细说明。
本发明基于梯形沟槽的激光熔覆方法,包括如下步骤:在基材表面预先设置包裹式梯形沟槽,采用激光熔覆预置法或者激光熔覆同步法将熔覆材料进行融化并凝固填充于沟槽内,与基材实现冷连接结合。其中,如图1及图2所示,本发明的梯形沟槽可为直角梯形沟槽或者等腰梯形沟槽。此外,为了进一步实现熔覆材料和基材的紧密配合的冷连接方式,将梯形沟槽的边角设置成圆弧状,如图3和图4所示,以使熔覆材料熔化后形成的金属液体自然流动并填充满沟槽内部。
本发明的基材涉及常见工业用板材、型材或加工件所用材料,例如铁基材料不锈钢、碳钢、铸铁等,铝基材料各种常见铝合金系列等。其他金属材料所制备的加工件也可采用本发明所述工艺进行熔覆加工。
实施例1钴基自熔合金熔覆材料
基材:304不锈钢。
熔覆材料:钴基自熔合金,其组分如下表1所示。
表1钴基自熔合金的组分含量
一、预置法
该实施例的激光熔覆方法包括如下步骤:基材采用304不锈钢,将钴基自熔合金预置在包裹式梯形槽(非圆弧角)内,采用高能激光束辐照在激光输出功率800~2000W、光束扫描速度5~10mm/s、光束入射角度2-10°的条件下,控制能量密度使熔覆材料完全熔化,基材表面不发生熔化。
二、同步法
该实施例的激光熔覆方法包括如下步骤:基材采用304不锈钢,将钴基自熔合金预置在包裹式梯形槽(非圆弧角)内,采用高能激光束辐照在激光输出功率800~2000W、光束扫描速度5~10mm/s、光束入射角度2-10°、送粉速度0.5~2.5r/min、输送气体流量8~15L/min的条件下,并根据实际工艺控制能量密度使熔覆材料完全熔化,基材表面不发生熔化。
该实施例由于铁基材料与钴基材料具有较好的润湿性相容性,因此熔化的熔覆材料可在包裹式梯形槽(非圆弧角)内较好地流动、凝固并完成填充,最终形成机械结合。
实施例2碳化铌增强镍基自熔合金熔覆材料
基材:RuT300蠕墨铸铁。
熔覆材料:碳化铌增强镍基自熔合金,包括镍基自熔合金92-96%及NbC4-8%。其中,镍基自熔合金的组分如下表2所示,碳化铌的组分如下表3所示。该熔覆材料制备方法即为将两种合金材料混合即可。
表2镍基自熔合金的组分含量
表3碳化铌的组分含量
一、预置法
该实施例的激光熔覆方法包括如下步骤:基材采用RuT300蠕墨铸铁,将碳化铌增强镍基自熔合金通过氩气输送至包裹式梯形槽(非圆弧角)内,同时采用高能激光束辐照在激光输出功率1500~3000W、光束扫描速度7~15mm、光束入射角度2~10°的条件下使熔覆材料完全熔化,基材表面不发生熔化。
二、同步法
该实施例的激光熔覆方法包括如下步骤:基材采用RuT300蠕墨铸铁,将碳化铌增强镍基自熔合金通过氩气输送至包裹式梯形槽(非圆弧角)内,同时采用高能激光束辐照在激光输出功率1500~3000W、光束扫描速度7~15mm、光束入射角度2~10°、送粉速度0.5~2.0r/min、输送气体流量8~15L/min的条件下使熔覆材料完全熔化,基材表面不发生熔化。
该实施例由于铁基材料与镍基材料具有较好的润湿性和相容性,因此熔化的熔覆材料可在包裹式梯形槽(非圆弧角)内较好地流动、凝固并完成填充,形成机械的冷连接结合。
实施例3改性铜基自熔合金熔覆材料
基材:6061铝合金。
熔覆材料:硅铁粉掺杂改性铜基自熔合金,包括95~98.5%铜基自熔合金及1.5~5.0%FeSi75。其中,铜基自熔合金的组分含量如下表4所示,硅铁粉的组分含量如下表5所示。该熔覆材料制备方法即为将两种合金材料混合即可。
表4铜基自熔合金的组分含量
表5FeSi75的组分含量(不可避免的杂质≤0.2wt%)
一、预置法
该实施例的激光熔覆方法包括如下步骤:基材采用6061铝合金,将硅铁粉掺杂改性铜基自熔合金通过氩气输送至带圆弧角的包裹式梯形槽内,同时采用高能激光束辐照在激光输出功率3500~5000W、光束扫描速度5~10mm、光束入射角度6~15°的条件下使熔覆材料完全熔化,基材表面不发生熔化。
二、同步法
该实施例的激光熔覆方法包括如下步骤:基材采用6061铝合金,将硅铁粉掺杂改性铜基自熔合金通过氩气输送至带圆弧角的包裹式梯形槽内,同时采用高能激光束辐照在激光输出功率3500~5000W、光束扫描速度5~10mm、光束入射角度6~15°、送粉速度0.5~1.5r/min、输送气体流量8~15L/min的条件下使熔覆材料完全熔化,基材表面不发生熔化。
该实施例采用硅铁粉(FeSi75)掺杂改性,增加其表面润湿性,增强铜基材料液滴的流动性。同时,对梯形槽的底角进行圆弧处理,使熔化的铜基材料可流动并填充满整个包裹式梯形槽,最终形成机械的冷连接结合。
- 一种基于梯形沟槽的激光熔覆方法
- 一种在铝合金表面基于超声振动辅助激光熔覆和振动蠕变时效复合制备熔覆层的方法