一种盾构机真空吸盘自动控制系统
文献发布时间:2023-06-19 11:29:13
技术领域
本发明属于盾构机控制技术领域,尤其涉及一种盾构机真空吸盘自动控制系统。
背景技术
目前市场上盾构机真空吸盘每一个动作都由遥控器手动控制,或由液压手柄手动控制,这种方式动作繁琐,不易操作,浪费人力。
发明内容
(一)要解决的技术问题
为了解决现有技术的上述问题,本发明提供一种盾构机真空吸盘自动控制系统。
(二)技术方案
为了达到上述目的,本发明采用的主要技术方案包括:
一种盾构机真空吸盘自动控制系统,包括:集成在拼装机上的自动控制主机、电动葫芦组件和管片梁组件;
所述自动控制主机与所述电动葫芦组件控制连接;
所述电动葫芦组件设置在所述管片梁组件上,并能够在所述管片梁组件上受所述自动控制主机的控制完成走行指令;
所述自动控制主机能够控制所述电动葫芦组件在所述管片梁组件上走行到设定的位置并抓取位于所述管片梁组件下方的管片;
所述自动控制主机能够控制所述电动葫芦组件将抓取到的管片转移到设定的拼装区域。
优选地,所述自动控制主机包括:集成处理器和无线信号收发模块;
所述集成处理器与所述第一无线信号收发模块连接,并能够借助于所述第一无线信号收发模块与所述电动葫芦组件控制连接,用以将管片吊运至拼装区域;
所述集成处理器和所述第一无线信号收发模块还与拼装机上的电源连接;
所述集成处理器与拼装机的控制系统连接。
优选地,所述电动葫芦组件包括:电动葫芦、真空吸盘组件、旋转组件、控制模块、传感模块和第二无线信号收发模块;
所述电动葫芦设置在所述管片梁组件上,并能够在所述管片梁组件上走行;
所述旋转组件、所述控制模块、所述传感模块和所述第二无线信号收发模块均设置在所述电动葫芦上;
所述控制模块分别与所述电动葫芦、所述旋转组件、所述真空吸盘组件、所述传感模块和所述第二无线信号收发模块连接;
所述第二无线信号收发模块与所述第一无线信号收发模块通信连接;
所述控制模块借助于所述第二无线信号收发模块和所述第一无线信号收发模块与所述集成处理器连接。
优选地,所述管片梁组件包括:由一个或多个管片梁组成的吊运梁轨和设置在所述吊运梁轨上的位置条形码;
所述电动葫芦组件能够读取所述位置条形码,用以定位。
优选地,所述传感组件包括:位置条形码读取装置和压力传感装置;
所述位置条形码读取装置设置在所述电动葫芦上;
所述位置条形码读取装置与所述控制模块连接,并能够将读取到的位置条形码信息发送给所述控制模块;
所述压力传感装置设置在所述真空吸盘组件上;
所述压力传感装置与所述控制模块连接,并能够将采集到的真空吸盘组件的压力信息发送给所述控制模块。
优选地,所述电动葫芦上还设有电源组件;
所述电源组件分别与所述旋转组件、所述控制模块、所述传感模块、所述第二无线信号收发模块和所述电动葫芦供电连接。
优选地,还包括:警报装置;
所述警报装置设置在管片梁组件上,并与所述集成处理器无线通信连接。
优选地,所述控制模块能够借助于所述旋转组件控制所述真空吸盘组件带动管片进行正旋或反旋。
所述真空吸盘组件用以抓取管片。
(三)有益效果
本发明的有益效果是:本发明公开了一种盾构机真空吸盘自动控制系统,有效地解决了人工控制动作繁琐的问题,同时还提高了工作效率,解放了人力,进一步地达到了安全施工的目的。
附图说明
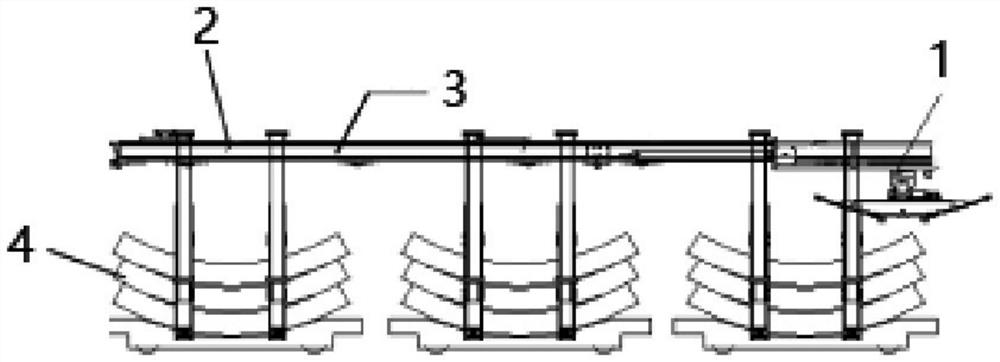
图1为本发明提供的一种盾构机真空吸盘自动控制系统的结构示意图;
图2为本发明提供的一种盾构机真空吸盘自动控制系统的结构示意图。
【附图标记说明】
1:电动葫芦;
2:吊运梁轨;
3:位置条形码;
4:管片。
具体实施方式
为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。
如图1和图2所示:本实施例中一种盾构机真空吸盘自动控制系统,包括:集成在拼装机上的自动控制主机、电动葫芦组件和管片梁组件;所述自动控制主机与所述电动葫芦组件控制连接。
所述电动葫芦组件设置在所述管片梁组件上,并能够在所述管片梁组件上受所述自动控制主机的控制完成走行指令;所述自动控制主机能够控制所述电动葫芦组件在所述管片梁组件上走行到设定的位置并抓取位于所述管片梁组件下方的管片4。
所述自动控制主机能够控制所述电动葫芦组件将抓取到的管片4转移到设定的拼装区域。
详细地,这里的自动控制主机为设置在拼装机上的设备,且内部设有必要的单片机和PLC程序等控制组件,同时还受拼装机主机或工地指挥部的远程控制,比如,在实际应用中自动控制主机根据拼装机主机或指挥部的指令,开始控制电动葫芦组件进行吊运管片4工作,这里的电动葫芦组件能够自动识别并定位梭子管片梁组件的位置和位于管片梁组件下方的管片4,并自动抓取管片4然后沿着所述管片梁组件移动的待拼装区域,等待拼装机的取用拼装。
本实施例中所述的自动控制主机包括:集成处理器和无线信号收发模块;所述集成处理器与所述第一无线信号收发模块连接,并能够借助于所述第一无线信号收发模块与所述电动葫芦组件控制连接,用以将管片4吊运至拼装区域。
所述集成处理器和所述第一无线信号收发模块还与拼装机上的电源连接;所述集成处理器与拼装机的控制系统连接。
应说明的是:这里的自动控制主机中的集成处理器采用无线通信的方式来控制电动葫芦组件的工作。
本实施例中所述的电动葫芦组件包括:电动葫芦1、真空吸盘组件、旋转组件、控制模块、传感模块和第二无线信号收发模块。
所述电动葫芦1设置在所述管片梁组件上,并能够在所述管片梁组件上走行;所述旋转组件、所述控制模块、所述传感模块和所述第二无线信号收发模块均设置在所述电动葫芦1上;
所述控制模块分别与所述电动葫芦1、所述旋转组件、所述真空吸盘组件、所述传感模块和所述第二无线信号收发模块连接;所述第二无线信号收发模块与所述第一无线信号收发模块通信连接。
所述控制模块借助于所述第二无线信号收发模块和所述第一无线信号收发模块与所述集成处理器连接。
详细地,这里的电动葫芦1用以实现在管片梁上行走,旋转组件用以完成实现真空吸盘组件以及真空吸盘组件所吸取或抓取的管片4进行正旋或反旋,这里设定的正旋和反旋均为旋转90度,以实现顺利吊运河安全施工的目的,此外,所述真空吸盘组件还能够根据需要下降一定的高度,用以方便抓取或吸取管片4。
本实施例中所述的管片梁组件包括:由一个或多个管片梁组成的吊运梁轨2和设置在所述吊运梁轨2上的位置条形码3;所述电动葫芦组件能够读取所述位置条形码3,用以定位。
应说明的是:这里的吊运梁轨2的长度是根据实际工程的需要来定的,比如需要吊运管片4的距离很近,可能一个管片梁的长度就能实现,如果距离比较长,就需要更多的管片梁的拼接来获得足够长的吊运梁轨2。
本实施例中所述的传感组件包括:位置条形码读取装置和压力传感装置;所述位置条形码读取装置设置在所述电动葫芦1上;所述位置条形码读取装置与所述控制模块连接,并能够将读取到的位置条形码3信息发送给所述控制模块。
所述压力传感装置设置在所述真空吸盘组件上;所述压力传感装置与所述控制模块连接,并能够将采集到的真空吸盘组件的压力信息发送给所述控制模块。
本实施例中所述的电动葫芦1上还设有电源组件;所述电源组件分别与所述旋转组件、所述控制模块、所述传感模块、所述第二无线信号收发模块和所述电动葫芦1供电连接。
本实施例中提供的盾构机真空吸盘自动控制系统还包括:警报装置;
所述警报装置设置在管片梁组件上,并与所述集成处理器无线通信连接。
这里的警报装置还可以设置在其他地方,目的是警示工人们附近正在吊运管片4,注意安全。
本实施例中所述的控制模块能够借助于所述旋转组件控制所述真空吸盘组件带动管片4进行正旋或反旋。所述真空吸盘组件用以抓取管片4。
根据自动控制主机的控制,这里的电动葫芦1会根据采集到的位置条形码3确定当前位置,找到位置停下,检测到管片4,下降,下降到管片4位置,抓取管片4,压力达到设定值,提升,提升到位,正旋,继续前进,前进到位置条形码3设定值,反旋,到达拼装区域,限位动作,吊运葫芦停下,待命。
具体地,吊运部分工作过程:当吊运葫芦到达管片4指定位置时,电动吊运葫芦立即停止,开始下降,当检测到管片4,限位开关动作,开始抓取动作,当压力达到一定压力值,自动提升,提升到位,顺时针旋转90度(以下简称正旋),完成90度旋转(以下简称反旋)动作后,开始前进,前进到接近拼装区域,减速,逆时针旋转90度,等待拼装主机命令,整个吊运过程有动作即响铃,防止有人经过发生危险。
以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明的原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
- 一种盾构机真空吸盘自动控制系统
- 一种多用盾构机真空吸盘管片拼装遥控系统