全硬化工作辊的热处理方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种轧辊的热处理方法,尤其是全硬化工作辊的热处理方法。
背景技术
随着不锈钢板带及铜带质量要求愈来愈高下,在常温下轧制,冷轧产品具有尺寸精度高、表面光洁度好、表面粗糙度可调等特点。正因为如此,冷轧生产就对轧辊具有非常高的要求,要求有较高的硬度、优良的耐磨性、较好的韧性。尤其在不锈钢冷轧生产过程中,对轧辊(特别是工作辊)要求更高,相对碳钢而言,不锈钢具有更高的变形抗力(最高几乎为碳钢的一倍),在轧制变形区内轧辊所受单位轧制压力非常高,这就要求轧辊具有高的硬度和抗弯性;同时不锈钢的表面质量要求非常高,通常情况下不允许有明显的缺陷,甚至是轻微的色差,这就要求轧辊具有良好的耐磨性,在轧制过程中表面光洁度不会很快降低。但是现有的工作辊不能满足上述要求,耐磨性差,导致使用寿命短,需要经常修辊,表面硬度度,光洁度差,导致板材的表面不光滑、色差大、色泽不均匀。
发明内容
为解决上述问题,本发明提供一种能够使工作辊表面光滑、硬度高、耐磨性高,能保证板材的表面质量,使板材表面光滑、色泽均匀、色差小的全硬化工作辊的热处理方法,具体技术方案为:
全硬化工作辊的热处理方法,包括以下步骤:先对工作辊进行淬火,然后进行高温回火;所述淬火时包括以下步骤:淬火预热、高温加热、恒温淬火和低温回火,所述高温加热时的温度为1070~1200℃,保温时间为90~120min,所述恒温淬火时温度为160~220℃,所述低温回火两次;所述高温回火时包括不少于四次的高温回火。
优选的,所述淬火预热包括依次进行,且温度依次提高的一次恒温预热、二次恒温预热和三次恒温预热:所述一次恒温预热的温度为380~420℃,保温时间为5~7h;所述二次恒温预热的温度为580~620℃,保温时间为3~5h;所述三次恒温预热的温度为780~820℃,保温时间为2~4h。
其中,所述一次恒温预热与所述二次恒温预热以及所述二次恒温预热和所述三次恒温预热之间的温差均在180~220℃之间。
优选的,所述低温回火的温度为160~200℃,保温时间为3~5h。
进一步的,所述低温回火后空气冷却至室温。
优选的,所述高温回火时包括以下步骤:回火预热、一次高温回火、二次高温回火、三次高温回火和四次高温回火;所述回火预热的温度为380~420℃,保温时间为3~5h;所述一次高温回火的温度为500~515℃,保温时间为3~5h;所述二次高温回火的温度为500~515℃,保温时间为3~5h;所述三次高温回火的温度为540~580℃,保温时间为3~5h;所述四次高温回火的温度为540~580℃,保温时间为3~5h。
进一步的,所述一次高温回火和所述二次高温回火的保温结束后冷却至室温。
进一步的,所述三次高温回火的保温结束后空气冷却至室温。
进一步的,所述四次高温回火的保温结束后空气冷却至室温。
与现有技术相比本发明具有以下有益效果:
本发明提供的全硬化工作辊的热处理方法处理的工作辊硬度高、耐磨性高、韧性好、使用寿命长,硬度达到HRC65以上,轧辊淬硬层深度可达到100%,并且具有更高的抗弯性和表面光洁度,可控制板材的板面质量、减少板材表面质量色差、并能轧出光滑表面、板材表面色泽均匀、色差小。
附图说明
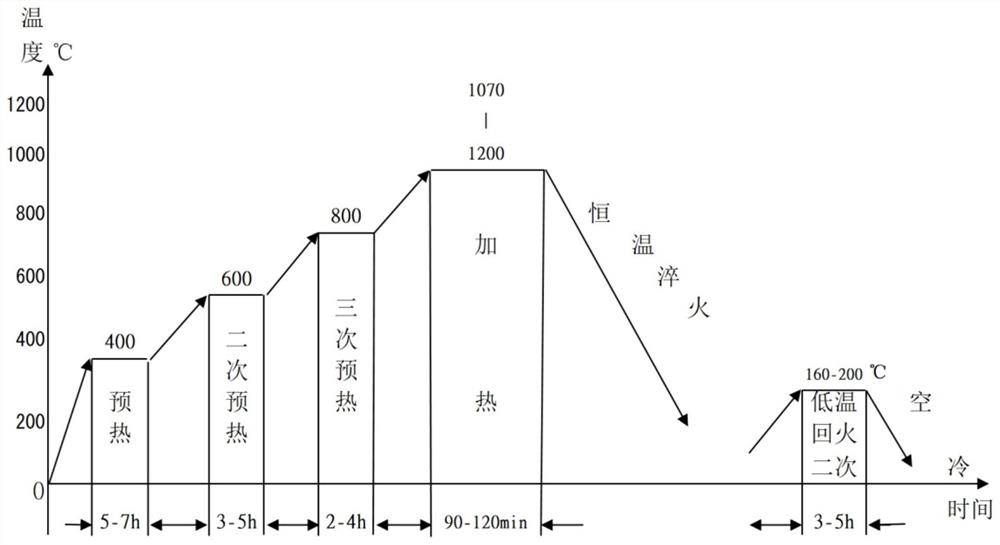
图1是淬火的流程图;
图2是高温回火的流程图;
图3是直径55的全硬化工作辊的检测图;
图4是全硬化工作辊的金相图。
具体实施方式
现结合附图对本发明作进一步说明。
如图1至图4所示,全硬化工作辊的热处理方法,包括以下步骤:
先对工作辊进行淬火,然后进行高温回火;
淬火时包括以下步骤:
淬火预热、高温加热、恒温淬火和低温回火,高温加热时的温度为1070~1200℃,保温时间为90~120min,恒温淬火时温度为160~220℃,低温回火两次;高温回火时包括不少于四次的高温回火。
具体的,淬火预热包括依次进行,且温度依次提高的一次恒温预热、二次恒温预热和三次恒温预热:
一次恒温预热的温度为380~420℃,保温时间为5~7h;
二次恒温预热的温度为580~620℃,保温时间为3~5h;
三次恒温预热的温度为780~820℃,保温时间为2~4h。
在不少于一个的实施例中,一次恒温预热与二次恒温预热以及二次恒温预热和三次恒温预热之间的温差均在180~220℃之间。
其中,低温回火的温度为160~200℃,保温时间为3~5h。
在不少于一个的实施例中,低温回火后空气冷却至室温。
高温回火时包括以下步骤:
回火预热、一次高温回火、二次高温回火、三次高温回火和四次高温回火;
回火预热的温度为380~420℃,保温时间为3~5h;
一次高温回火的温度为500~515℃,保温时间为3~5h;
二次高温回火的温度为500~515℃,保温时间为3~5h;
三次高温回火的温度为540~580℃,保温时间为3~5h;
四次高温回火的温度为540~580℃,保温时间为3~5h。
在不少于一个的实施例中,一次高温回火和二次高温回火的保温结束后冷却至室温。
在不少于一个的实施例中,三次高温回火的保温结束后空气冷却至室温。
在不少于一个的实施例中,四次高温回火的保温结束后空气冷却至室温。
工作辊的加工流程:毛胚粗加工→淬火+回火至HRC65~66或HRC65以上,淬硬层深100%→粗加工→精加工→研磨→包装→出货。
本发明所说的全硬化是指工作辊的表面和芯部的硬度一致,整体实现硬化,将其表面切割后,其芯部的硬度仍然为HRC65~66或HRC65以上,可以通过多次修辊进行长期使用,使用寿命长,降低了更换和修辊周期,提高了生产效率。例如直径为55的工作辊使用至直径30,直径30的工作辊的硬度仍然不变,还大于HRC65,可以反复修辊后使用,并且可以将大轧机上的大直径的工作辊报废后修改成小直径的工作辊在小轧机上使用,极大的降低了工作辊的成本。
全硬化工作辊的热处理方法主要用于高速钢材料制成的工作辊的热处理。例如M42制成的工作辊的热处理。高速钢包括以下材料:JIS SKH59、AISI M42、W.Nr.1.3343、GBW2Mo9Cr4VCo8、HITACHI YXM42、BOHLER S500ERASTEEL EM2。
M42的主要成分如下表所示,含量为wt%。
如图1图2所示,全硬化工作辊的热处理方法,包括以下步骤:
S1、淬火预热,一次恒温预热的温度为380~420℃,保温时间为5~7h;
S2、淬火预热,二次恒温预热的温度为580~620℃,保温时间为3~5h;
S3、淬火预热,三次恒温预热的温度为780~820℃,保温时间为2~4h。
S4、高温加热,高温加热时的温度为1070~1200℃,保温时间为90~120min;
S5、恒温淬火,恒温淬火时温度为160~220℃;
S6、低温回火,低温回火的温度为160~200℃,保温时间为3~5h,低温回火进行两次;
S7、回火预热,回火预热的温度为380~420℃,保温时间为3~5h;
S8、一次高温回火的温度为500~515℃,保温时间为3~5h;冷却至室温;
S9、二次高温回火的温度为500~515℃,保温时间为3~5h;冷却至室温;
S10、三次高温回火的温度为540~580℃,保温时间为3~5h;空气冷却至室温;
S11、四次高温回火的温度为540~580℃,保温时间为3~5h;空气冷却至室温。
实施例
本实施例包括10个实施例,材料为AISI-M42,直径55mm,长度855mm。
如图4所示,为全硬化工作辊的金相图。
全硬化工作辊切割后的硬度检测表:
由图3和上表可知,全硬化工作辊的热处理方法生产的全硬化工作辊的表面硬度分布均匀,表面光滑,能够保证板材校正后板材表面光滑、无色差、色泽均匀。
全硬化工作辊的热处理方法主要用于材质为M42的轧辊的热处理,可用于窄、宽板带冷轧压延设备上,成品尺寸由直径
以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明权利要求的保护范围之内。
- 全硬化拉矫辊的热处理方法及全硬化拉矫辊
- 全硬化拉矫辊的热处理方法