一种RTM模具抽真空系统
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种RTM模具抽真空系统。
背景技术
是在模腔中铺放设计好的增强材料预成型体,在压力或真空或两者共同的作用下将低粘度的树脂注入模腔,树脂在流动充模的过程中完成对增强材料预成型体的浸润,并固化成型而得到复合材料构件的工艺方法,是一种先进复合材料低成本制备技术,广受瞩目;采用RTM模具进行玻璃钢制品的生产制作时,对模腔进行抽真孔是一个必要的过程,现有技术中生产企业车间内会有很多RTM模具,每个模具都是通过管道连接真空机实现抽真空,因模具较多,生产车间的面积也较大,为了每根抽真空的管子都能兼顾到多个模具,抽真空的管子都非常长,造成车间摆放非常混乱,甚至乱作一团;而且,每次将管子从线盘上抽出时,由于线盘是自由摆放的,并未加以固定,需要人工先到线盘旁将管子全部放出,使管子松散,然后作业人员才能顺利的将管子拉出,非常的费工费时。
发明内容
本发明所要解决的技术问题是克服现有技术的不足,提供一种RTM模具抽真空系统。
为解决上述技术问题,本发明采取的技术方案如下:
一种RTM模具抽真空系统,抽真空系统包括支撑架、转动的设于支撑架上且能够绕装气管的多个线盘、固定于支撑架上且内部具有空腔的主真空柱、固定于支撑架上且内部具有空腔的多个子真空柱,主真空柱与抽真空设备连通,多个线盘分别对应的转动设置在多个子真空柱上, 主真空柱与各子真空柱通过连接管连通,各线盘上的气管的一端部与各子真空柱一一对应连通且相转动连接。
优选地,多个子真空柱在水平方向上错开设置。
优选地,子真空柱具有偶数个,且偶数个子真空柱在支撑架上两两对称分布。
优选地,两两对称分布的多个子真空柱由下至上逐渐靠拢。
优选地,抽真空系统还包括设于支撑架上与各线盘分别对应设置的多个引导管,引导管自下向上并向一侧弯折延伸,各线盘上牵出的气管向上穿过引导管,并从引导管的上部自由端引出。
优选地,主真空柱有且仅有一根且沿竖直方向延伸。
优选地,多根子真空柱沿水平方向延伸。
优选地,各连接管与主真空柱的连接处均设置有阀门。
优选地,各子真空柱均设于支撑架的一侧面上,且子真空柱具有八个。
优选地,各子真空柱分别设于支撑架的两侧面上,且子真空柱具有十六个。
由于以上技术方案的实施,本发明与现有技术相比具有如下优点:
本发明的RTM模具抽真空系统,对所有线盘上的气管进行抽真空的集中化处理,将所有的线盘上架,且可在支撑架上转动,使得线盘、气管等摆放整齐,使车间更加规整有序,在抽真空作业时,可以简化操作,操作起来也更加方便。
附图说明
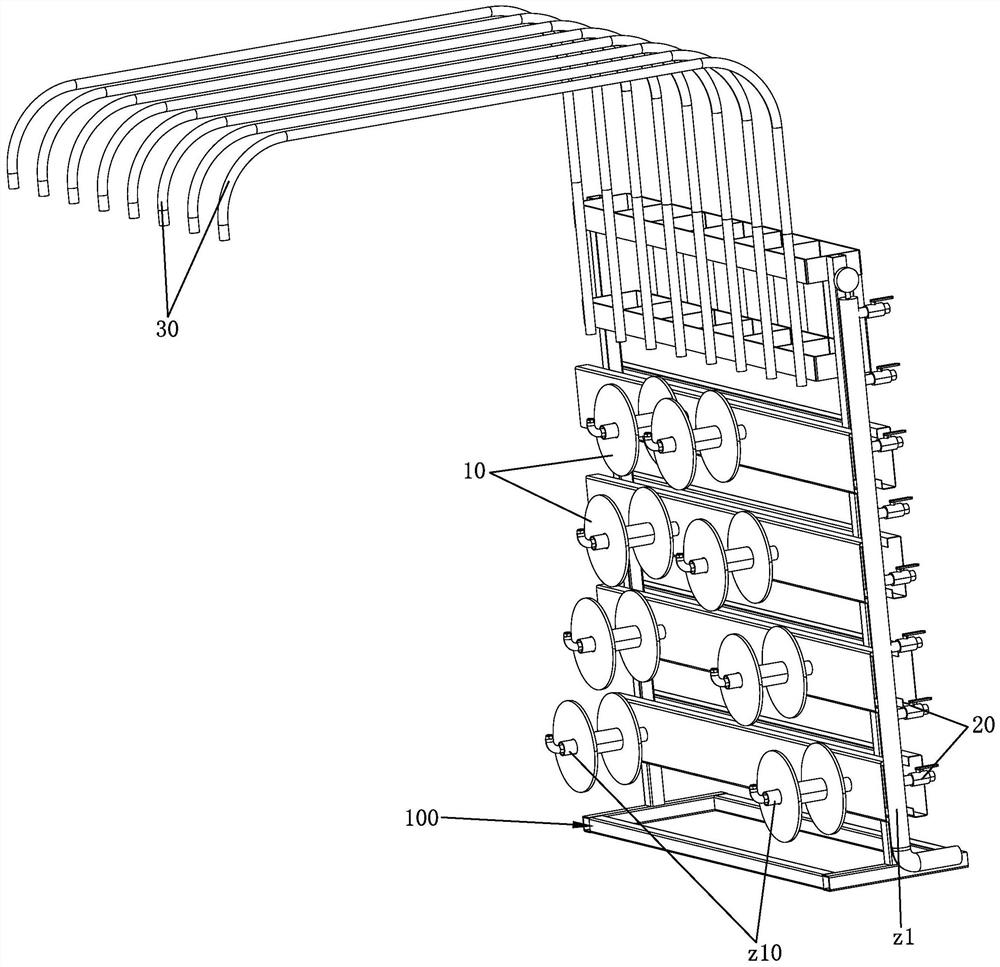
图1为本发明RTM模具抽真空系统的立体结构示意图(子真空柱具有八个);
图2为本发明RTM模具抽真空系统的立体结构示意图(子真空柱具有十六个);
其中:10、线盘;20、阀门;30、引导管;100、支撑架;z1、主真空柱;z10、子真空柱。
具体实施方式
下面结合附图和具体的实施例对本发明做进一步详细的说明。
如图1和图2所示,一种RTM模具抽真空系统,抽真空系统包括支撑架100、转动的设于支撑架100上且能够绕装气管(图中未显示)的多个线盘10、固定于支撑架100上且内部具有空腔的主真空柱z1、固定于支撑架100上且内部具有空腔的多个子真空柱z10,主真空柱z1与抽真空设备连通,多个线盘10分别对应的转动设置在多个子真空柱z10上, 主真空柱z1与各子真空柱z10通过连接管(图中未显示)连通,各线盘10上的气管的一端部与各子真空柱z10一一对应连通且相转动连接,自真空柱的一端与气管连接,另一端与连接管连接,气管与子真空柱z10的连接处需要设置轴承及密封圈,从而保证气管能够相对子真空柱z10转动且保证气密性。
具体地,主真空柱z1有且仅有一根且沿竖直方向延伸。多根子真空柱z10沿水平方向延伸。各连接管与主真空柱z1的连接处均设置有阀门20,各阀门20在上下方向依次间隔分布。每个连接管与每个子真空柱z10一一对应连通的,即每个阀门20可以分别切断或打开每个线盘10上气管真空,作业人员操作控制非常方便。
本例中,多个子真空柱z10在水平方向上错开设置。子真空柱z10具有偶数个,且偶数个子真空柱z10在支撑架100上两两对称分布。两两对称分布的多个子真空柱z10由下至上逐渐靠拢。各子真空柱z10可以只设于支撑架100的一侧面上,也可以分别设于支撑架100的两侧面上且等分,设置在一侧面上时(参见图1),可以设置八个,相应的线盘10和阀门20也具有八个;设置在两侧面上时(参见图2),可以每侧面均设置八个,共计十六个,相应的线盘10和阀门20也具有十六个。
此外,抽真空系统还包括设于支撑架100上与各线盘10分别对应设置的多个引导管30,引导管30自下向上并向一侧弯折延伸,各线盘10上牵出的气管向上穿过引导管30,并从引导管30的上部自由端引出;气管都是向上延伸并从引导管30引出,因此不管将气管朝哪个方向拉,气管都需要先向上直线运动,利于气管的收卷和释放。
本发明的抽真空系统使用情况如下,由抽真空设备为主真空柱持续提供真空,当一个或多个RTM模具需要抽真空时,可以选择一个或多个线盘,将线盘上的气管拉出(线盘会在拉力作用下自动转动释放气管),将气管与RTM模具接好之后,则可以操作对应的阀门,从而将RTM模具抽真空;抽真空完毕时,转动线盘即可将气管收卷起来,做到随时用随时收,避免车间混乱。
综上所述,本发明的RTM模具抽真空系统,对所有线盘上的气管进行抽真空的集中化处理,将所有的线盘上架,且可在支撑架上转动,使得线盘、气管等摆放整齐,使车间更加规整有序,在抽真空作业时,可以简化操作,操作起来也更加方便。
以上对本发明做了详尽的描述,其目的在于让熟悉此领域技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明的精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
- 一种RTM模具抽真空系统
- 一种复合材料制品液压机的模具抽真空系统及方法