基站天线滤波器集成模组及其阵列、制备方法
文献发布时间:2023-06-19 11:32:36
技术领域
本申请涉及通信技术领域,尤其涉及基站天线滤波器集成模组及其阵列、制备方法。
背景技术
无线通信系统中,一般包含有天线、射频前端、射频收发模块以及基带信号处理器四个部分,射频前端是将数字信号向无线射频信号转换的基础部件,也是无线通信系统的核心组件。滤波器是射频前端中最重要的分立器件,使信号中特定频率成分通过而极大衰减其他频率成分,从而提高信号的抗干扰性及信噪比。
常见的滤波器为腔体滤波器,即采用谐振腔体结构的微波滤波器。腔体滤波器主要包括腔体、覆盖在腔体上的盖板和调谐螺钉等部件。一个腔体能够等效成电感并联电容,从而形成一个谐振级,实现微波滤波功能。腔体上有谐振柱,盖板上设有用于安装调谐螺钉的螺孔。盖板安装于腔体上,将调谐螺钉拧入盖板的过程即谐振频率的调试过程。
目前滤波器和天线是分开设计及制备的,最后才组装在一起得到天线滤波器单元AFU(Antenna Filter Unit)。由于滤波器的生产差异性,滤波器需多次调试,后续在把天线及滤波器组装在一起时,也会引入额外的制造误差,难以有效控制滤波器和天线阵列的一致性。
发明内容
为了解决由于滤波器的生产差异性,滤波器需多次调试,后续在把天线及滤波器组装在一起时,也会引入额外的制造误差,难以有效控制滤波器和天线阵列一致性的技术问题,本申请通过以下实施例公开了基站天线滤波器集成模组及其阵列、制备方法。
本申请第一方面公开了一种基站天线滤波器集成模组,包括:模组支架,所述模组支架为条型槽状,所述模组支架包括底板以及沿所述底板两侧垂直于板面方向延伸的侧壁;
所述底板的上表面安装有天线组件,所述底板的下表面安装有滤波器组件,所述底板的上表面为所述底板与所述侧壁构成的凹槽所在面;
所述天线组件包括天线金属薄片及金属线路,所述金属线路附于所述底板的上表面,所述天线金属薄片通过热熔柱安装在所述金属线路的上方,所述金属线路与所述天线金属薄片之间存在电磁耦合;
所述滤波器组件包括滤波器以及滤波器盖板;所述滤波器包括多个圆柱形空腔;
所述滤波器的外框架为条形,所述多个圆柱形空腔分两排依次布设在所述外框架内;
位于所述外框架其中一端最外侧的两个圆柱形空腔外表面上均设置有第一凸台,同一端的外框架内还设置有两个支架凸台,两个所述第一凸台分别通过连接杆接至两个所述支架凸台,每个所述支架凸台上均设有第一PIN针,所述第一PIN针用于外接射频前端电路;
位于所述外框架另一端最外侧的两个圆柱形空腔外表面上均设置有第二凸台,每个所述第二凸台内设有第二PIN针,所述第二PIN针穿过所述底板接至所述金属线路;
所述模组支架、所述滤波器的外框架、所述多个圆柱形空腔、两个所述第一凸台、两个所述支架凸台及两个所述第二凸台均为塑胶材料一体成型,并采用选择性电镀的方式实现表面金属化;
所述滤波器盖板上设置有多个螺纹孔,所述多个圆柱形空腔与所述多个螺纹孔的位置一一对应,多个调谐螺钉分别通过所述多个螺纹孔穿过所述滤波器盖板安装在所述多个圆柱形空腔内。
可选的,所述天线金属薄片为方形;
所述天线金属薄片的四角分别通过四个热熔柱安装在所述金属线路的上方,其中两个热熔柱的侧面设有线路凸台,所述金属线路的一部分通过架设在所述线路凸台上实现与所述天线金属薄片的电磁耦合。
可选的,所述天线金属薄片设置有三个,等间距的并排安装在所述金属线路的上方。
可选的,所述金属线路被电镀在所述底板的上表面,或者,所述金属线路被激光镭雕在所述底板的上表面。
可选的,所述滤波器盖板上开设有两个PIN针孔,所述第一PIN针通过所述PIN针孔伸出所述滤波器;
所述滤波器盖板的两端均开设有第一锁紧螺孔,所述滤波器的外框架两端均开设有第二锁紧螺孔。
本申请第二方面公开了一种基站天线滤波器集成模组阵列,由多个如本申请第一方面所述的基站天线滤波器集成模组排列组成。
可选的,任意相邻的两个所述基站天线滤波器集成模组之间,通过模组支架的侧壁固连在一起。
本申请第三方面公开了一种基站天线滤波器集成模组的制备方法,用于制备如本申请第一方面公开的基站天线滤波器集成模组,所述制备方法包括:
采用塑胶模具对模组支架、滤波器的外框架、多个圆柱形空腔、两个第一凸台、两个支架凸台及两个第二凸台进行一体注塑成型,其中,所述塑胶模具内所述支架凸台对应的位置预埋有第一PIN针,所述第二凸台对应的位置预埋有第二PIN针;
对所述滤波器及底板的下表面进行选择性电镀,实现表面金属化,以及,在所述底板的上表面电镀金属线路;
将连接杆的两端分别焊在所述第一凸台及所述支架凸台上;
将天线金属薄片热熔在所述金属线路的上方;
分别将多个调谐螺钉通过多个螺纹孔穿过滤波器盖板安装在多个圆柱形空腔内,并进行自动调谐。
本申请实施例公开了基站天线滤波器集成模组及其阵列、制备方法,通过设置模组支架,将天线组件和滤波器组件集成在一起,且模组支架和滤波器一体成型,滤波器中预埋有用于外接射频前端电路的第一PIN针及用于连接天线组件中金属线路的第二PIN针,完成制备之后,便得到天线滤波器集成模组,无需再进行组装,而且只需对滤波器进行调谐测试即可,不仅简化了制备过程,节约时间,且提升了滤波器的性能。
附图说明
为了更清楚地说明本申请的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
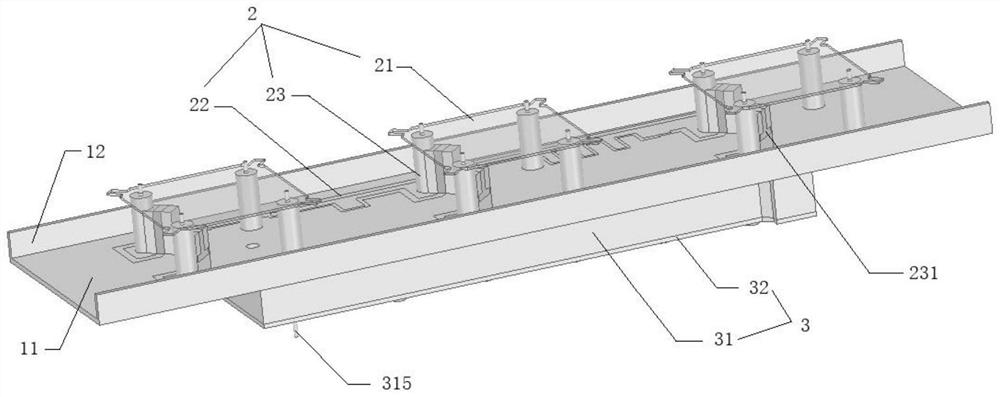
图1为本申请实施例公开的一种基站天线滤波器集成模组的结构示意图;
图2为本申请实施例公开的一种基站天线滤波器集成模组中滤波器组件的结构示意图;
图3为本申请实施例公开的一种基站天线滤波器集成模组中滤波器的结构示意图;
图4为本申请实施例公开的一种基站天线滤波器集成模组的爆炸结构图;
图5为本申请实施例公开的一种基站天线滤波器集成模组的另一视角爆炸结构图;
图6为本申请实施例公开的一种基站天线滤波器集成模组阵列的结构示意图;
图7为本申请实施例公开的一种基站天线滤波器集成模组的制备方法的工作流程示意图。
图1-图7中:
1-模组支架,11-底板,12-侧壁,2-天线组件,21-天线金属薄片,22-金属线路,23-热熔柱,231-线路凸台,3-滤波器组件,31-滤波器,310-外框架,311-圆柱形空腔,312-第一凸台,313-支架凸台,314-连接杆,315-第一PIN针,316-第二凸台,317-第二PIN针,318-调谐螺钉,319-第二锁紧螺孔,32-滤波器盖板,321-螺纹孔,322-PIN针孔,323-第一锁紧螺孔。
具体实施方式
为了解决由于滤波器的生产差异性,滤波器需多次调试,后续在把天线及滤波器组装在一起时,也会引入额外的制造误差,难以有效控制滤波器和天线阵列一致性的技术问题,本申请通过以下实施例公开了基站天线滤波器集成模组及其阵列、制备方法。
本申请第一实施例公开了一种基站天线滤波器集成模组,包括:模组支架1,所述模组支架1为条型槽状,所述模组支架1包括底板11以及沿所述底板11两侧垂直于板面方向延伸的侧壁12。
所述底板11的上表面安装有天线组件2,所述底板11的下表面安装有滤波器组件3,所述底板11的上表面为所述底板11与所述侧壁12构成的凹槽所在面。需要说明的是,底板11的上表面与下表面仅是为了描述清楚结构所作出的一种方位性的限定,实际应用中,上下表面的限定是可以根据具体的安装环境进行切换的。
所述天线组件2包括天线金属薄片21及金属线路22,所述金属线路22附于所述底板11的上表面,所述天线金属薄片21通过热熔柱23安装在所述金属线路22的上方,所述金属线路22与所述天线金属薄片21之间存在电磁耦合。
本实施例中的天线采用了金属薄片,实际应用中,主流的基站天线方案都可以运用,例如还可以采用普通偶极子天线。
目前,牢固的贴附方式具体有以下三种实现方案:1)采用LDS激光镭雕工艺;2)采用选择性电镀工艺;3)采用热熔工艺。
本实施例中,所述金属线路22被电镀在所述底板11的上表面,或者,所述金属线路22被激光镭雕在所述底板11的上表面。
本实施例采用了热熔工艺,在模组支架1上表面需要贴附的地方,均匀布设相应的小热熔柱,对事先使用钣金薄片一体化冲压形成的天线金属薄片进行热熔贴附。
参见图4-图5,在一些实现方式中,所述天线金属薄片21为方形。所述天线金属薄片21的四角分别通过四个热熔柱23安装在所述金属线路22的上方,其中两个热熔柱23的侧面设有线路凸台231,所述金属线路22的一部分通过架设在所述线路凸台231上实现与所述天线金属薄片21的电磁耦合。所述天线金属薄片21设置有三个,等间距的并排安装在所述金属线路22的上方。
所述滤波器组件3包括滤波器31以及滤波器盖板32。
所述滤波器31包括多个圆柱形空腔311,所述滤波器31与所述模组支架1为一体成型。
所述滤波器31的外框架310为条形,所述多个圆柱形空腔311分两排依次布设在所述外框架310内。
参见图3,位于所述外框架310其中一端最外侧的两个圆柱形空腔311外表面上均设置有第一凸台312,同一端的外框架310内还设置有两个支架凸台313,两个所述第一凸台312分别通过连接杆314接至两个所述支架凸台313。具体的,支架凸台313上设置有一圈凹槽,第一凸台312上设置有突起,连接杆314的一端卡接在凹槽中以固定在支架凸台313上,另一端套接在突起上以固定在第一凸台312上。连接杆314的材质可以为塑料电镀或金属,主要是实现信号的传输过渡,作为示例,可以采用铜棒制作。
每个所述支架凸台313上均设有第一PIN针315,所述第一PIN针315用于外接射频前端电路。在一些实现方式中,第一PIN针315使用带有弹簧的POGO PIN连接器,一端压接射频板,另一端采用模内注塑方式固定在支架凸台313中。所述滤波器盖板32上开设有两个PIN针孔322,所述第一PIN针315通过所述PIN针孔322伸出所述滤波器31,以便于外接射频前端电路。
位于所述外框架310另一端最外侧的两个圆柱形空腔311外表面上均设置有第二凸台316,每个所述第二凸台316内设有第二PIN针317,所述第二PIN针317穿过所述底板11接至所述金属线路22。需要说明的是,第二PIN针317预埋注塑在第二凸台316内部,穿透到底板11的上表面,因此仅能从底板11的上表面可以看到该部件,而且为了不影响电性能,第二PIN针仅伸出底板11的上表面大概一毫米左右的距离(足以进行金属线路焊接即可),因此从图4中仅能看到一个点。
由于第二PIN针及第二凸台316设置的需求,外框架310的相应端口可以适应性的向两侧外扩,如图3所示,外框架310呈T形,整个外框架310以底板11的下表面为底部。
模组支架1(包括底板11及侧壁12)、所述滤波器31的外框架310、所述多个圆柱形空腔311、两个所述第一凸台312、两个所述支架凸台313及两个所述第二凸台316均为塑胶材料一体成型,通过模具注塑一次性制备得到。第一PIN针和第二PIN针均通过模内注塑预埋成型。注塑完成之后,对滤波器31及底板11的下表面进行选择性电镀,实现表面金属化,一方面为天线组件提供金属地,相当于是天线的金属反射板,形成正向辐射,另一方面形成滤波器组件的谐振腔,谐振腔的外表面均为金属,从而起到滤波作用。其中,对滤波器31进行电镀的区域范围包括整个外框架310的里面、外面、两个第一凸台312、两个支架凸台313、两个第二凸台316及多个圆柱形空腔311涉及的所有区域。
基于上述公开的模组结构,信号的传输过程为:天线信号由第二PIN针获取并传输至滤波器,依次经过多个圆柱形空腔实现滤波,然后通过连接杆传输至第一PIN针,第一PIN针再将信号发送至射频前端电路板。
滤波器盖板32采用金属铝板制成,滤波器盖板32上设置有多个螺纹孔321,所述多个圆柱形空腔311与所述多个螺纹孔321的位置一一对应,多个调谐螺钉318分别通过所述多个螺纹孔321穿过所述滤波器盖板32安装在所述多个圆柱形空腔311内。将多个调谐螺钉318安装在多个圆柱形空腔311内的过程,既实现了自动调谐,也实现了将滤波器盖板32安装固定在滤波器31上的目的。
所述滤波器盖板32的两端均开设有第一锁紧螺孔323,所述滤波器31的外框架310两端均开设有第二锁紧螺孔319。第一锁紧螺孔323和第二锁紧螺孔319的位置相对应,均可以用来固定滤波器盖板32,也可以用来将滤波器31和滤波器盖板32共同固定在专用承载平台上。
上述实施例公开的基站天线滤波器集成模组,通过设置模组支架,将天线组件和滤波器组件集成在一起,且模组支架和滤波器一体成型,滤波器中预埋有用于外接射频前端电路的第一PIN针及用于连接天线组件中金属线路的第二PIN针,完成制备之后,便得到天线滤波器集成模组,无需再进行组装,后续只需对滤波器进行调谐测试即可。
现有的天线和滤波器是两个独立的部件,制备完成后,需先对天线进行调试,然后调试滤波器,最后将天线和滤波器组装到一起,再进行联合调试,这个过程涉及了加工、天线单独调试、滤波器单独调试及联合调试,存在很多影响成品性能的不确定性因素,且增加了调试的工时,效率较低。本申请将天线和滤波器设计为一体结构,避免了天线和滤波器组装的环节,制备完成后,只需在测试端口进行滤波器调试即可,不仅简化了制备过程,节约时间,且提升了滤波器的性能。
本申请第二实施例公开了一种基站天线滤波器集成模组阵列,由多个如本申请第一实施例所述的基站天线滤波器集成模组排列组成。
参见图6,任意相邻的两个所述基站天线滤波器集成模组之间,通过模组支架1的侧壁12固连在一起。具体应用时,可以按设计需求,构造任意数量的模组阵列。
本申请第三实施例公开了一种基站天线滤波器集成模组的制备方法,用于制备如本申请第一实施例公开的基站天线滤波器集成模组,参见图7所示的流程图,所述制备方法包括:
步骤100,采用塑胶模具对模组支架1、滤波器31的外框架310、多个圆柱形空腔311、两个第一凸台312、两个支架凸台313及两个第二凸台316进行一体注塑成型。
模组支架1(包括底板11及侧壁12)、所述滤波器31的外框架310、所述多个圆柱形空腔311、两个所述第一凸台312、两个所述支架凸台313及两个所述第二凸台316均为塑胶原材料,作为示例,采用的塑胶原材料一般为高分子聚合物,如PPS等。
其中,所述塑胶模具内所述支架凸台313对应的位置预埋有第一PIN针315,所述第二凸台316对应的位置预埋有第二PIN针317。
第一PIN针315的长度要能够伸出滤波器盖板,第二PIN针317的长度要伸出底板11上表面。特殊的,第二PIN针317伸出底板11上表面的长度最好在一毫米左右。
步骤200,对所述滤波器31及底板11的下表面进行选择性电镀,实现表面金属化,以及,在所述底板11的上表面电镀金属线路22。
注塑完成之后,对滤波器31及底板11的下表面进行选择性电镀,实现表面金属化,一方面为天线组件提供金属地,相当于是天线的金属反射板,形成正向辐射,另一方面形成滤波器组件的谐振腔,谐振腔的外表面均为金属,从而起到滤波作用。其中,对滤波器31进行电镀的区域范围包括整个外框架310的里面、外面、两个第一凸台312、两个支架凸台313、两个第二凸台316及多个圆柱形空腔311涉及的所有区域。
步骤300,将连接杆314的两端分别焊在所述第一凸台312及所述支架凸台313上。具体的,在进行焊接之前,先将连接杆314的一端卡接在支架凸台313的凹槽中,将另一端套接在第一凸台312的突起上,然后对两端分别进行点焊。
步骤400,将天线金属薄片21热熔在所述金属线路22的上方。实际操作中,事先在底板上表面需要贴附的地方,均匀布设相应的小热熔柱,然后将天线金属薄片热熔贴附。
步骤500,分别将多个调谐螺钉318通过多个螺纹孔321穿过滤波器盖板32安装在多个圆柱形空腔311内,并进行自动调谐。具体的,先将滤波器盖板32安在滤波器31上,然后利用自动调谐机台,设置好调谐程序,自动安装调谐螺钉318。
通过以上五步便可完成本申请公开的基站天线滤波器集成模组的制备和性能调试工作。与现有方案的天线滤波器单元AFU组装相比,不仅零件数量减少,省却了大量的组装工序,而且合并了调试步骤。AFU调试包括滤波器调试、天线调试及天线滤波器联合调试,而本申请公开的基站天线滤波器集成模组,因为一体化设计,只需要且只能进行一步调试,简单高效。
在利用上述流程完成基站天线滤波器集成模组的制备和性能调试后,可以根据需要组成大规模阵列。由于本申请公开的基站天线滤波器集成模组中,模组支架1及滤波器31均为塑胶原材料,在组成大规模阵列时,能够最大程度上减轻质量,降低生产成本。
以上结合具体实施方式和范例性实例对本申请进行了详细说明,不过这些说明并不能理解为对本申请的限制。本领域技术人员理解,在不偏离本申请精神和范围的情况下,可以对本申请技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本申请的范围内。本申请的保护范围以所附权利要求为准。
- 基站天线滤波器集成模组及其阵列、制备方法
- 具有集成阵列的多频带基站天线