一种行星齿轮加工工艺
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及齿轮加工技术领域,具体涉及一种行星齿轮加工工艺。
背景技术
齿轮是机械装置中的重要传动部件,其广泛应用于各种机械传动机构中。对于行星齿轮的内孔要求一般为中部呈鼓形、两端呈喇叭口形状,且热后不允许加工内孔,内孔粗糙度要达到Ra0.8。现有技术中,对行星齿轮内孔的加工一般为先滚压加工为直的内孔,然后通过热处理变形形成内孔中部鼓形,两端喇叭口形状。但是,这种加工方式会因为不同批次的材料的热处理变形不同,使得内孔的变形差异也不相同,工艺可控性不高,对内孔直径公差小的产品无法保证质量。
发明内容
针对现有技术的不足,本发明提供了一种行星齿轮加工工艺,解决了现有技术中行星齿轮内孔加工过程中内孔尺寸稳定性差的问题。
为实现以上目的,本发明通过以下技术方案予以实现:
本发明公开了一种行星齿轮加工工艺,通过机械手爪将齿轮坯件夹取至机床上固定,然后用U钻在行星齿轮坯件上钻孔,然后用车刀粗、精车孔;在精车孔时,将行星齿轮坯件的内孔两端车成喇叭口形状,最后用内孔滚压刀沿着行星齿轮的内孔进行滚压。
优选的,所述内孔滚压刀包括刀杆,所述刀杆顶端朝其侧壁方向设置有斜面,所述斜面上设置有锥头,所述锥头的尖端伸出刀杆的顶面和侧壁。
优选的,行星齿轮加工完成后,机械手爪从机床上取出已经加工好的齿轮,然后机床冲洗机床上齿轮定位座上加工齿轮留下的碎屑;随后机械手爪旋转,将未加工的齿轮坯件放入机床中进行加工。
优选的,所述机床包括基座和横向固定在基座侧壁上的固定轴,与所述固定轴对应的位置上设置有伺服刀塔,靠近所述固定轴另一端端面的侧壁上设置有数个齿轮固定爪,所述固定轴另一端的端面中心处设置有所述齿轮定位座,所述齿轮定位座的开口朝向伺服刀塔设置。
优选的,所述固定轴内设置有对齿轮加工后留下的碎屑进行清理的清理机构,所述清理机构包括设置在固定轴内的第一空腔,所述第一空腔内设置有储水箱,所述储水箱上连接有水泵,所述水泵的出水端连接有出水管;所述固定轴内设置有出水通道,所述出水通道延伸至齿轮定位座内、其出口与齿轮定位座上的齿槽相通,所述出水管与出水通道连通。
优选的,所述储水箱上设置有进水管,所述进水管穿过固定轴并伸出固定轴外,所述进水管上、伸出固定轴外的部分设置有阀门。
优选的,位于所述齿轮定位座内的出水通道的内壁上设置有数个螺旋槽,所述螺旋槽的出水端穿过所述出水通道的出水端。
优选的,所述固定轴内设置有第二空腔,所述第二空腔内设置有驱动齿轮固定爪转动的驱动机构,所述固定轴的侧壁上开设有数个与其端面相通的条形槽,所述条形槽内固定有转轴,所述转轴上套设有所述齿轮固定爪,每个所述齿轮固定爪与转轴连接的一端分别固定有传动板,每个所述传动板伸进所述第二空腔内、与所述驱动机构滑动连接。
优选的,所述驱动机构包括推杆和与推杆输出端连接的联动柱,所述联动柱内设置有以转轴为圆心的弧形槽,所述联动柱的侧壁上设置有与弧形槽相通的通孔,所述传动板的另一端设置有通过连接柱连接的弧形板,所述弧形板位于弧形槽内,且长度小于弧形槽的长度,所述弧形板和弧形槽同圆心;所述条形槽和第二空腔之间供传动板穿过的孔为扁平状的锥形孔。
优选的,所述机械手爪移动设置在桁架轨道上,所述机械手爪包括上料手爪和下料手爪,且分别固定在第一三角架的两个直角面上,所述第一三角架的斜面上设置有旋转气缸,所述旋转气缸的输出端设置在第二三角架的斜面上,所述第二三角架的顶面通过连接板设置有驱使机械手爪升降的升降机构。
本发明具备以下有益效果:
本发明采用滚压工艺加工行星齿轮的内孔,增加了行星齿轮内孔尺寸的稳定性。本发明中,将齿轮坯件放入齿轮定位座内时,通过固定轴内的驱动机构使得固定轴上的齿轮固定爪同时转动,从而将齿轮坯件固定在齿轮定位座上。具体的:驱动机构主要由推杆和固定在推杆输出端上的联动柱组成,联动柱上设置有弧形槽,其侧壁上设置有与弧形槽相通的通孔,而齿轮固定爪的一端固定有传动板,传动板上通过连接柱连接的弧形板,弧形板位于弧形槽内,弧形板、弧形槽均与齿轮固定爪上的转轴同圆心,使得推杆在直线运动时,带着齿轮固定爪打开或闭合,从而实现齿轮固定爪的同时打开或闭合,也使得齿轮坯件在进行加工的过程中,由于齿轮坯件的稳定性好,而不会使得行星齿轮的内孔加工的有偏差。
附图说明
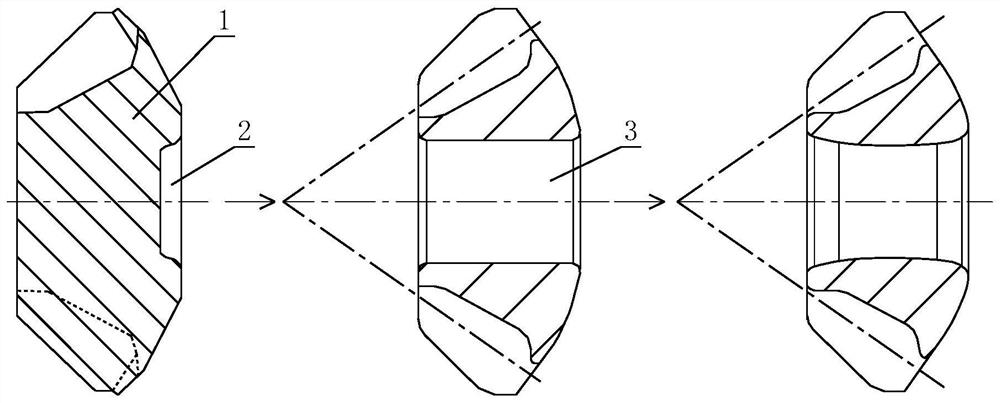
图1为本发明行星齿轮加工过程图;
图2为内孔滚压刀结构示意图;
图3为机床结构示意图;
图4为齿轮定位座的俯视图;
图5为机械后爪在桁架轨道上的结构示意图;
图6为图5的A-A向视图;
图7为图5的A向视图(机械手爪的A向视图,齿轮齿数为偶数);
图8为齿轮齿数为奇数时,机械手爪的视图;
图9为下料手爪的结构示意图;
图中:行星齿轮1、限位槽2、直孔3、刀杆4、锥头5、齿轮定位座6、基座7、固定轴8、齿轮固定爪9、第一空腔10、储水箱11、水泵12、出水管13、出水通道14、进水管15、螺旋槽16、第二空腔17、条形槽18、转轴19、传动板20、推杆21、联动柱22、弧形槽23、弧形板24、锥形孔25、桁架轨道26、第一三角架27、旋转气缸28、第二三角架29、直线滑轨30、齿条31、第一滑块32、滑动板33、第一电机34、固定框35、第二电机36、z轴竖梁37、z轴齿条38、滑轨39、第二滑块40、顶板41、连接板42、第一三爪气缸43、夹爪44、卡槽45、限位座46、定位柱47、V型槽48、第二三爪气缸49、支撑板50、夹柱51。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
若未特别指明,实施举例中所用的技术手段为本领域技术人员所熟知的常规手段。
参考图1-图2,本发明公开了一种行星齿轮加工工艺,通过机械手爪将齿轮坯件夹取至机床上固定,然后用U钻在行星齿轮1坯件上钻孔,然后用车刀粗、精车孔;在精车孔时,将行星齿轮1坯件的内孔两端车成喇叭口形状,最后用内孔滚压刀沿着行星齿轮1的内孔进行滚压。而行星齿轮坯件在进行锻造的过程中,其一端带有限位槽2。行星齿轮的加工过程见图1所示,最终将行星齿轮1的内孔中部车削加工成鼓形,两端喇叭口形状。除了本发明所公开的刀具的具体结构外,其他没有说明具体结构的刀具均为现有设备,同时,本发明只公开了对行星齿轮内孔进行加工的刀具,对于齿轮外部进行加工的刀具及加工的顺序、方法均不在本发明所要保护的范围内,在此不再叙述。而内孔滚压刀主要是提高行星齿轮内孔的粗糙度质量,使行星齿轮的内孔的壁面光滑。
本发明中内孔滚压刀包括刀杆4,刀杆4顶端朝其侧壁方向设置有斜面,斜面上设置有锥头5,锥头5的尖端伸出刀杆4的顶面和侧壁。锥头5的尖端为弧面,从而在对行星齿轮内孔进行滚压时,增加其内孔的光滑度。内孔滚压刀设置在伺服刀塔上,伺服刀塔为现有技术,在本发明的附图中并未体现。
进一步的,行星齿轮1加工完成后,机械手爪从机床上取出已经加工好的齿轮,然后机床冲洗机床上齿轮定位座6上加工齿轮留下的碎屑;随后机械手爪旋转,将未加工的齿轮坯件放入机床中进行加工。
具体的:参考图3-图4,机床包括基座7和横向固定在基座7侧壁上的固定轴8,基座7设置在机床的壳体内,在机床的壳体内、与固定轴8对应的位置上设置有伺服刀塔,伺服刀塔上设置有不同种类对行星齿轮进行加工的刀具。靠近固定轴8另一端端面的侧壁上设置有数个齿轮固定爪9,齿轮固定爪9呈L形,固定轴8另一端的端面中心处设置有齿轮定位座6,齿轮定位座6的开口朝向伺服刀塔设置。
其中,齿轮固定爪9与固定轴8的具体设置方式为:固定轴8的侧壁上开设有数个与其端面相通的条形槽18,条形槽18内固定有转轴19,转轴19横向固定在条形槽18内,转轴19上套设有齿轮固定爪9,齿轮固定爪9相对于转轴19转动,每个齿轮固定爪9与转轴19连接的一端分别固定有传动板20,传动板20的另一端设置有通过连接柱连接的弧形板24,弧形板24与转轴19同圆心。传动板20与齿轮固定爪19之间的角度优选为小于等于90°,当然也可以大于90°,但是不能大于180°。
进一步的,固定轴8内设置有对齿轮加工后留下的碎屑进行清理的清理机构,清理机构包括设置在固定轴8内的第一空腔10,第一空腔10内设置有储水箱11,储水箱11上连接有水泵12,水泵12的出水端连接有出水管13;固定轴8内设置有出水通道14,出水通道14延伸至齿轮定位座6内、其出口与齿轮定位座6上的齿槽相通,出水管13与出水通道14连通,从而通过水泵12将储水箱11中水通过出水通道14从齿轮定位座6内喷出,进而对齿轮定位座6内的碎屑进行冲洗。
为了便于向储水箱11内加水,在储水箱11上连通设置有进水管15,进水管15穿过固定轴8并伸出固定轴8外,进水管15上、伸出固定轴8外的部分设置有阀门。需要说明的是:本发明将储水箱11设置在固定轴8内主要是便于对清理机构的收纳。也可以将储水箱11和水泵12设置在固定轴8外,通过出水管13直接对准齿轮定位座6进行冲洗即可。无论哪种方式均能实现对齿轮定位座6上碎屑的冲洗。
进一步的,为了避免水流直接通过齿轮定位座6直直喷出,无法对齿轮定位座6进行很好的冲洗,位于齿轮定位座6内的出水通道14的内壁上设置有数个螺旋槽16,螺旋槽16的出水端穿过出水通道14的出水端,从而使经过螺旋槽16的水流以涡流(或螺旋)的方式喷出,从而最大可能带走齿轮定位座6齿槽中的碎屑。当然,齿轮定位座6内的碎屑也可通过吹气的方式将碎屑吹走。
更进一步的,固定轴8内设置有第二空腔17,第二空腔17内设置有驱动齿轮固定爪9转动的驱动机构,从而对齿轮定位座6内的行星齿轮进行固定。每个齿轮固定爪9上的传动板20伸进第二空腔17内、与驱动机构滑动连接,而条形槽18和第二空腔17之间供传动板20穿过的孔为扁平状的锥形孔25,从而使传动板20能够绕着转轴19转动一定的角度。
其中,驱动机构包括推杆21和与推杆输出端连接的联动柱22,推杆21可以是气缸、电动推杆等实现直线运动的部件,联动柱22内设置有以转轴19为圆心的弧形槽23,弧形槽23与转轴19同圆心,联动柱22的侧壁上设置有与弧形槽23相通的通孔,通孔呈扁平状,能够使连接柱在通孔内往复移动。弧形板24位于弧形槽23内,且长度小于弧形槽23的长度,弧形板24和弧形槽23同圆心。如图3所示,齿轮固定爪9呈打开的状态,当齿轮固定爪9闭合时,只需启动推杆21,使联动柱22朝向推杆21的方向运动,在移动过程中,传动板20以转轴19为中心,朝向基座7的方向转动,而齿轮固定爪9则朝向齿轮定位座6方向运动,从而对齿轮定位座6上的齿轮进行固定,在这个过程完成后,弧形板24的一端与弧形槽23的一侧侧壁抵紧,另一端则留有空隙;当齿轮固定爪9打开时,只需控制推杆21做伸长运动,使传动板20朝相反方向运动,从而松开对齿轮的限制。在齿轮固定爪9打开或合并时,多个齿轮固定爪9同时运动,本发明中齿轮固定爪9优选为3个。
进一步的,参考图5-图9,本发明中,机械手爪移动设置在桁架轨道26上,机械手爪包括上料手爪和下料手爪,且分别固定在第一三角架27的两个直角面上,第一三角架27的斜面上设置有旋转气缸28,旋转气缸28的输出端设置在第二三角架29的斜面上,第二三角架29的顶面通过连接板42设置有驱使机械手爪升降的升降机构。
具体的:桁架轨道26的侧壁上设置有上下平行的直线滑轨30,两个直线滑轨30之间、桁架轨道26的侧壁上设置有与直线滑轨30相平行的齿条31,齿条31上的齿优选为朝下设置。在两个直线滑轨30上分别设置有第一滑块32,两个滑块32上固定有滑动板33,滑动板33上设置有带有减速机的第一电机34,第一电机34的减速机的输出轴穿过滑动板33,且其输出轴上固定有与齿条31相啮合的齿轮,第一电机34启动时,使得滑动板33沿着齿条31(或直线滑轨30)运动,最终使得机械手爪在桁架轨道26上往复运动。
进一步的,升降机构包括设置在滑动板33上的呈“匚”字形的固定框35,固定框35的开口两端固定在滑动板33的板面上,固定框35外侧设置有带有减速机的第二电机36,第二电机36和第一电机34同侧设置,固定框35与滑动板33围成的区域内贯穿设置有z轴竖梁37,即z轴竖梁37竖直穿过固定框35和滑动板33所围成的区域。第二电机36的减速机的输出轴上设置有与固定在z轴竖梁37上的z轴齿条38相啮合的齿轮,即z轴竖梁37与第二电机36相对应的z轴竖梁37侧壁上固定有z轴齿条38,z轴齿条38上的齿朝向固定框35的内侧壁(图1中固定框35的左右两侧的内壁,朝左或朝右均可)设置,第二电机36的减速机的输出轴穿过固定框35,使输出轴上的齿轮与z轴齿条38相啮合,通过第二电机36使z轴竖梁37上下移动,从而实现机械手爪高度的调节。
进一步的,为了增加z轴竖梁37上下移动的稳定性,z轴竖梁37的两侧分别竖直设置滑轨39,两个滑轨39分别与设置在固定框35内壁上的第二滑块40配合,即第二滑块40竖直固定在固定框35两侧的内壁上,并与第二滑轨40配合。同时,在z轴竖梁37的顶部设置有顶板41,两个滑轨39的一端固定在顶板41的底面,从而避免z轴竖梁37脱离固定框35。两个滑轨39的另一端固定在连接板42的顶面。连接板42的底面与第二三角架29的直角面固定,第二三角架29的底面固定旋转气缸28,旋转气缸28的输出端与第一三脚架27的斜面固定,上料手爪和下料手爪则分别固定在第一三脚架27的两个直角面上。
本发明中,针对齿轮不同的齿数需要选择不同的上料手爪。
如果齿轮的齿轮是偶数:则上料手爪包括第一三爪气缸43,第一三爪气缸43的三个输出端上分别设置有夹爪44,夹爪44呈L形,夹爪44的弯折处设置有卡槽45,夹爪44的横部为弧形,即夹爪44朝向第一三爪气缸43中心处的一面为弧形,从而更好的对齿轮进行夹紧。在第一三爪气缸43设置有夹爪44一端的中心处设置有限位座46,在限位座46一端的中心处设置有与限位槽2相适配的定位柱47,从而使夹爪44更好的夹住齿轮,避免齿轮在夹爪44内倾斜,无法将齿轮放入到齿轮定位座6中。而限位座46的设置主要是为了避免在对齿轮进行夹取时,夹住齿轮的作用力过大,从而对齿轮造成损伤。而限位座46的设置及其大小,是根据夹爪44将齿轮夹住后,夹爪44则被限位座46限制住而无法再对齿轮进行进一步的夹紧。
如果齿轮的齿轮是奇数:则只需更换/改变夹爪44横部的形状即可。如果是奇数齿,则夹爪44横部的端面上设置有V型槽48,V型槽48倾斜设置,其倾斜的角度与齿轮上齿的斜面角度一致,使齿轮的齿能够刚好卡在V型槽48内,进而对齿轮进行更好的固定。
进一步的,下料手爪包括第二三爪气缸49,第二三爪气缸49的三个输出端上分别设置有支撑板50,支撑板50的一端为弧形,且相互靠拢,在支撑板50的顶面、靠近弧形的一端设置有夹柱51,夹柱51的侧壁均为弧形,避免对行星齿轮1的内壁造成损伤。夹柱51之间相互贴合,且三个夹柱51相互聚拢后的外径小于行星齿轮1加工成型后、其内孔鼓形处的内径,从而使三个夹柱51能够同时伸进行星齿轮1的内孔中,然后控制第二三爪气缸49使其夹柱51张开,从而将齿轮定位座6上已经加工好的齿轮取出。
在使用本发明时,第一电机34启动,使机械手抓在桁架轨道26上移动至推车式料仓上方,控制旋转气缸28旋转,使上料手爪位于下方,然后将料盘上的齿轮坯件夹起,并通过第一电机34将机械手爪沿着桁架轨道26移动至齿轮精定位机构上,进行精定位,以保证工件加工的精度。随后将机械手爪移动至机床内,旋转气缸28旋转,将夹有齿轮坯件的上料手爪旋转至与固定轴8对应的一侧,然后,第一电机34启动,将机械手爪移动至上料手爪上的齿轮坯件插入到齿轮定位座6内;接着,推杆21启动,使齿轮固定爪9将齿轮坯件夹住,接着第一三爪气缸43启动,松开对齿轮坯件的固定,然后用合适的刀具对齿轮进行加工。
行星齿轮加工完成后,旋转气缸28旋转,使下料手爪旋转至于固定轴8对应的一侧,第一电机34控制机械手爪横向移动至夹柱51伸进行星齿轮的内孔中,第二三爪气缸49启动,夹柱51张开,使夹柱51在行星齿轮的内孔中抵紧,然后,推杆21启动,使齿轮固定爪9松开对齿轮的固定。第二电机36启动,机械手爪向上移动,第一电机34启动,使机械手爪移动至料仓的上方;第二电机36控制机械手爪向下移动,旋转气缸28旋转,使下料手爪位于下方,从而将加工好的齿轮放入料盘中。再控制旋转气缸28旋转,使上料手爪位于下方,对料盘中的齿轮坯件进行夹取,按照上述的步骤对齿轮进行加工。在齿轮坯件放入齿轮定位座6内时,需要启动水泵12对其清洗。
本发明中,机械手爪取好齿轮坯件位于机床上方时,机床的顶门打开,这个过程控制在2s;机械手爪垂直进入机床内的时间为1s;机械手爪取下齿轮成品的时间控制在1~2s,旋转气缸28控制上下料手爪旋转的时间控制在2s,在该2s的过程中完成对齿轮定位座6的清洗;机械手爪向齿轮定位座6插入齿轮坯件的过程控制在2s;机械手爪退出机床的时间为1s;机床顶门关闭的时间为2s。机械手爪完成一次上下料的时间为12s,预留合适的信号延迟,该时间能够控制在14s以内。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种行星齿轮加工工艺
- 一种行星齿轮加工工艺