一种耐高温高压潜水电机绕组线及其制造工艺
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及电机绕组线材领域,具体而言,涉及一种耐高温高压潜水电机绕组线及其制造工艺。
背景技术
目前,潜水电机绕组线大多采用聚乙烯绝缘尼龙护套的结构形式,为保证高电压下的绝缘性能,绝缘层的厚度必须增大,极大地占用了电机定子槽的宝贵空间,使高压潜水电机的体积变大,降低了潜水电机的效率。
发明内容
本发明旨在至少解决上述现有技术或相关技术中存在的技术问题之一,提供了一种耐高温高压潜水电机绕组线及其制造工艺,该绕组线不但可耐高压,绝缘性好,同时还可在高温环境下使用,保证了的使用可靠性。
本发明是通过以下技术方案予以实现:
一种耐高温高压潜水电机绕组线,包括:至少三根裸铜线组成的线芯;高分子复合材料薄膜层,包覆在线芯外部;粘连层,涂覆在高分子复合材料薄膜层外表面;氟塑料绝缘层,包覆在粘连层外部,依靠粘连层与高分子复合材料薄膜层紧密贴合,并对线芯施加径向压紧力。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,高分子复合材料薄膜层为条形结构,并以螺旋缠绕的方式包覆在线芯外部,条形结构的边缘与线芯的中轴线之间的夹角大于45°且小于90°。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,条形结构的宽度与线芯的直径之比为1.8:1~2.2:1。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,高分子复合材料薄膜层的厚度与线芯的直径之比为1:30~1:25。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,氟塑料绝缘层的厚度大于高分子复合材料薄膜层的厚度。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,高分子复合材料薄膜层为聚酰亚胺F-46树脂复合薄膜。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,粘连层为耐高温粘胶。
根据本发明提供的耐高温高压潜水电机绕组线,优选地,氟塑料绝缘层包括氟树脂。
一种耐高温高压潜水电机绕组线的制造工艺,包括:取至少三根裸铜线固定两端并扭转,以使裸铜线紧密贴合形成线芯;采用条形的高分子复合材料薄膜螺旋缠绕线芯,以全面包覆线芯;高分子复合材料薄膜包覆线芯后,送入高温烤箱进行烧结固化,固化时间为10分钟~30分钟;烧结固化过程完成后进行冷却;冷却完成后在高分子复合材料薄膜外部涂覆粘胶;涂覆粘胶后通过挤出机将氟塑料挤出包覆在粘胶外部。
根据本发明提供的耐高温高压潜水电机绕组线的制造工艺,优选地,冷却的过程具体包括:自然冷却和/或水冷。
本发明取得的有益效果至少包括:该绕组线相较于相同额定电压的传统线材其直径更小,相较于同直径的传统线材其额定电压更高,该绕组线不但可耐高电压,绝缘性好,同时还可在高温环境下使用,保证了潜水电机的运行稳定性,有助于降低电机体积,提高电机运行效率。
附图说明
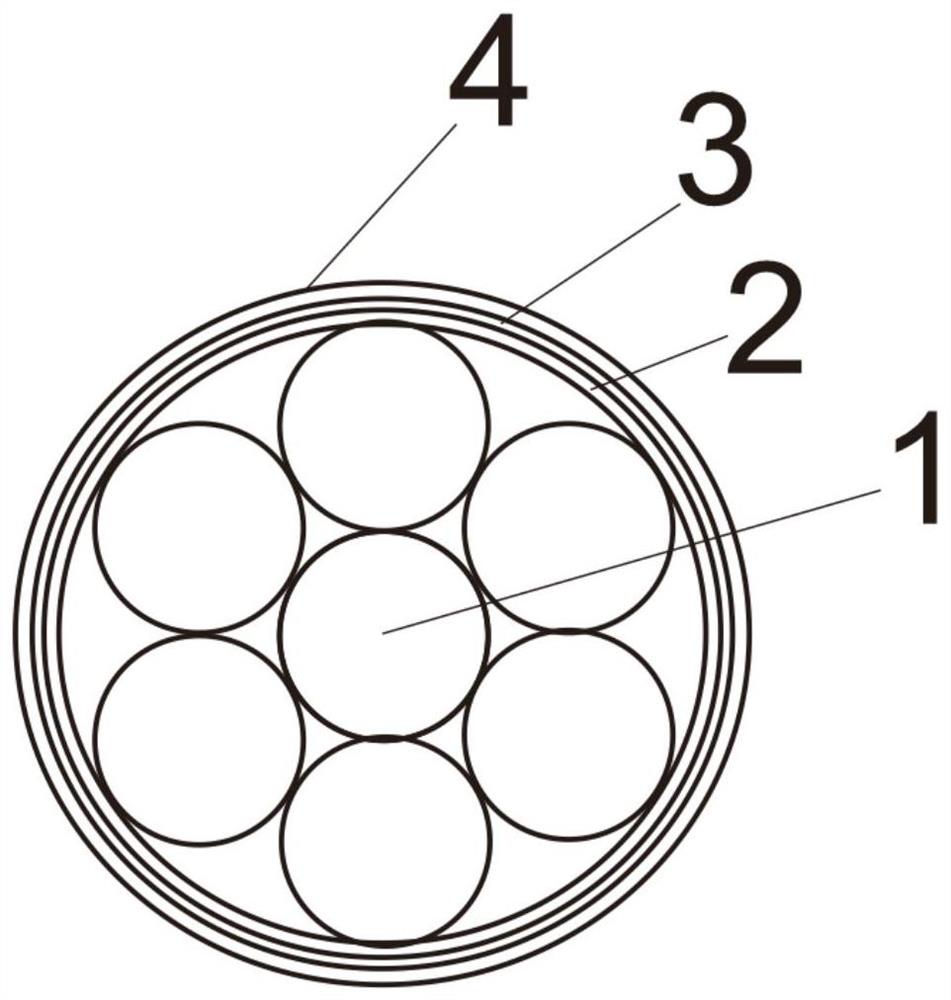
图1示出了根据本发明实施例的耐高温高压潜水电机绕组线的横截面结构示意图。
图2示出了根据本发明实施例的耐高温高压潜水电机绕组线的纵截面结构示意图。
图3示出了根据本发明实施例的耐高温高压潜水电机绕组线的高分子复合材料薄膜层的缠绕结构示意图。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
实施例一
如图1、图2和图3所示,本发明公开的耐高温高压潜水电机绕组线,包括:至少三根裸铜线组成的线芯1;高分子复合材料薄膜层2,包覆在线芯外部;粘连层3,涂覆在高分子复合材料薄膜层外表面;氟塑料绝缘层4,包覆在粘连层外部,依靠粘连层与高分子复合材料薄膜层紧密贴合,并对线芯施加径向压紧力。高分子复合材料薄膜层为条形结构,并以螺旋缠绕的方式包覆在线芯外部,条形结构的边缘搭接形成螺旋纹理5,条形结构的边缘与线芯的中轴线之间的夹角大于45°且小于90°。
优选地,条形结构的宽度与线芯的直径之比为1.8:1~2.2:1。
优选地,高分子复合材料薄膜层的厚度与线芯的直径之比为1:30~1:25。
优选地,氟塑料绝缘层的厚度大于高分子复合材料薄膜层的厚度。
优选地,高分子复合材料薄膜层为聚酰亚胺F-46树脂复合薄膜。
优选地,粘连层为耐高温粘胶。
优选地,氟塑料绝缘层包括氟树脂。
实施例二
本发明公开的耐高温高压潜水电机绕组线的制造工艺,包括:取至少三根裸铜线固定两端并扭转,以使裸铜线紧密贴合形成线芯;采用条形的高分子复合材料薄膜螺旋缠绕线芯,以全面包覆线芯;高分子复合材料薄膜包覆线芯后,送入高温烤箱进行烧结固化,固化时间为10分钟~30分钟;烧结固化过程完成后进行自然冷却和/或水冷;冷却完成后在高分子复合材料薄膜外部涂覆粘胶;涂覆粘胶后通过挤出机将氟塑料挤出包覆在粘胶外部。
实施例三
本发明公开的耐高温高压潜水电机绕组线,包括:线芯,线芯由19股裸铜线紧密贴合形成,线芯直径为4.8mm;聚酰亚胺F-46树脂复合薄膜(简称复合薄膜)包覆在所述裸铜线外表面,单面复合薄膜厚度为0.16mm;氟塑料绝缘层包覆在复合薄膜外表面氟塑料绝缘层的单面厚度为0.6mm。
在该实施例中,复合薄膜通过高温烤箱进行烧结固化,固化时间在10-30分钟后自然冷却,再通过挤出机将氟塑料挤出在固化后的复合薄膜外侧形成氟塑料绝缘层,从而构成了绝缘高压高温电机绕组线产品。该产品不但可耐高压,同时还可在高温环境下使用,因此本产品可同时达到耐高温150度-260度,耐10千伏的最终效果,保证了潜水电机性能的同时,保证了的使用可靠性。
根据上述实施例,本发明提供的耐高温高压潜水电机绕组线相较于相同额定电压的传统线材其直径更小,相较于同直径的传统线材其额定电压更高,该绕组线不但可耐高电压,绝缘性好,同时还可在高温环境下使用,保证了潜水电机的运行稳定性,有助于降低电机体积,提高电机运行效率。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种耐高温高压潜水电机绕组线及其制造工艺
- 一种耐高温高压潜水电机绕组线