一种可调式涂层刮除电触点半成品制备装置
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及一种电触点制备领域,尤其涉及一种可调式涂层刮除电触点半成品制备装置。
背景技术
目前电触点在日常使用的电气装置和开关装置中有着多种应用。其中对于开关所需要的电触点的构成部分会有比较高的要求,在不同温度条件的作用下,对于导电性、耐磨性、机械稳定性和耐焊接性方面对触点会有比较高的要求。
中国专利CN102782787A针对已有的生产电触点元件的问题,公开了一种用于从半成品生产电触点元件的方法,其通过半成品生产电触点元件的方式,克服了贵金属/金属氧化物复合材料(例如银/氧化锡)不可通过焊接而被直接固定到触点载体材料的问题,但为确保贵金属的最小损失,并且同时开关部件被触点区域中的贵金属污染,并因此防止了开关触点的焊接,从而会导致贵金属的浪费和开关触点的焊接不良。
综上,目前需要研发一种电触点半成品制备,来克服现有技术中电触点半成品制备过程中贵金属的浪费和开关触点的焊接不良的缺点。
发明内容
为了克服电触点半成品制备过程中贵金属的浪费和开关触点的焊接不良的缺点,要解决的技术问题为:提供一种可调式涂层刮除电触点半成品制备装置。
本发明的技术方案为:一种可调式涂层刮除电触点半成品制备装置,包括有底架、可调节涂层刮除单元、凸台刨削单元、物料转移单元、控制屏和收集箱;底架与可调节涂层刮除单元相连接;底架与凸台刨削单元相连接;底架与物料转移单元相连接;底架与控制屏相连接;底架与收集箱相连接;可调节涂层刮除单元侧面设置有凸台刨削单元;凸台刨削单元内部设置有物料转移单元。
在其中一个实施例中,可调节涂层刮除单元包括有电机、第一传动杆、第一传动轮、第二传动轮、第三传动轮、第二传动杆、物料槽、缺齿齿轮、第一齿轮、第二齿轮、第三传动杆、第四传动轮、第五传动轮、第四传动杆、第一曲轴、第一连接杆、第二连接杆、第二曲轴、第五传动杆、连动块、第一弹簧杆、夹具支座、第一电动弧形夹、第二电动弧形夹、刮削单元、第六传动轮、第六传动杆、轴套、第三齿轮和第三电动推杆;电机输出轴与第一传动杆进行固接;第一传动杆外表面与第一传动轮进行固接;第一传动杆与底架进行转动连接;第一传动轮外环面通过皮带与第六传动轮进行传动连接;第一传动杆外表面与第二传动轮进行固接;第二传动轮外环面通过皮带与第三传动轮进行传动连接;第三传动轮内部轴心与第二传动杆进行固接;第二传动杆外表面与物料槽进行转动连接;第二传动杆外表面与缺齿齿轮进行固接;物料槽与底架进行固接;物料槽与第一弹簧杆进行滑动连接;缺齿齿轮一侧设置有第一齿轮;缺齿齿轮另一侧设置有第二齿轮;第一齿轮内部轴心与第三传动杆进行固接;第二齿轮内部轴心与第三传动杆进行固接;第三传动杆外表面与第四传动轮进行固接;第四传动轮外环面通过皮带与第五传动轮进行传动连接;第五传动轮内部轴心与第四传动杆进行固接;第四传动杆外表面与第一曲轴进行固接;第一曲轴与第一连接杆进行固接;第一曲轴与第二连接杆进行固接;第一连接杆外表面与第二曲轴进行固接;第二连接杆外表面与第二曲轴进行固接;第二曲轴与第五传动杆进行转动连接;第一连接杆与连动块相连接;第二连接杆与连动块相接触;连动块与第一弹簧杆进行固接;第一弹簧杆与夹具支座进行固接;夹具支座与第一电动弧形夹进行滑动连接;夹具支座与第二电动弧形夹进行滑动连接;夹具支座在远离连动块的一侧设置有刮削单元;刮削单元与底架进行固接;第六传动轮内部轴心与第六传动杆进行固接;第六传动杆外表面与轴套进行滑动连接;轴套外表面与第三齿轮进行固接;轴套通过连接板与第三电动推杆相连接;第三电动推杆与进行固接。
在其中一个实施例中,刮削单元包括有刮刀支座、电动弧形刮刀、风窗和导流槽;刮刀支座对称设置有电动弧形刮刀;刮刀支座与风窗进行固接;刮刀支座与导流槽进行固接;导流槽与底架进行固接。
在其中一个实施例中,凸台刨削单元包括有第四齿轮、第七传动杆、第七传动轮、第八传动轮、第八传动杆、第九传动轮、第十传动轮、第九传动杆、电动滑板、第一圆柱夹持单元、第二圆柱夹持单元、第一电动滑杆、第二电动滑杆、第一滑块、第十传动杆、弧面刨刀、第五齿轮、电动齿条、第二滑块、导轮和第二弹簧杆;第四齿轮内部轴心与第七传动杆进行固接;第七传动杆外表面与第七传动轮进行固接;第七传动杆与底架进行转动连接;第七传动轮外环面通过皮带与第八传动轮进行传动连接;第八传动轮内部轴心与第八传动杆进行固接;第八传动杆外表面与第九传动轮进行固接;第八传动杆与底架进行转动连接;第九传动轮外环面通过皮带与第十传动轮进行传动连接;第九传动轮与第十传动轮之间的皮带与导轮相接触;导轮与第二弹簧杆进行固接;第十传动轮内部轴心与第九传动杆进行固接;第九传动杆与电动滑板进行固接;第九传动杆与第一圆柱夹持单元进行转动连接;第九传动杆与第二圆柱夹持单元进行转动连接;电动滑板与底架进行滑动连接;在第一圆柱夹持单元远离第七传动杆的一侧设置有第一电动滑杆;第一圆柱夹持单元与底架进行固接;第二圆柱夹持单元与底架进行固接;第一电动滑杆侧面设置有第二电动滑杆;第一电动滑杆与第二滑块进行滑动连接;第一电动滑杆与底架进行固接;第二电动滑杆与第一滑块进行滑动连接;第二电动滑杆与底架进行固接;第一滑块与第十传动杆进行转动连接;第十传动杆外表面与第五齿轮进行固接;第十传动杆通过对称设置的连接板与弧面刨刀相连接;第十传动杆与第二滑块进行转动连接;第五齿轮与电动齿条相啮合;电动齿条与底架进行滑动连接。
在其中一个实施例中,第一圆柱夹持单元包括有第四电动推杆、第三滑块、滑槽、楔形支撑架、第一转轮、第二转轮、第三连接杆、轮槽连杆、第四连接杆、第五连接杆和第三转轮;第四电动推杆与第三滑块进行固接;第三滑块与滑槽进行滑动连接;第三滑块与楔形支撑架进行滑动连接;滑槽与底架进行固接;楔形支撑架与第二转轮相接触;楔形支撑架与第九传动杆进行转动连接;第一转轮与第九传动杆进行固接;第二转轮内部轴心与第三连接杆进行固接;第三连接杆外表面与轮槽连杆进行转动连接;轮槽连杆与第四连接杆进行转动连接;轮槽连杆与第五连接杆进行转动连接;第四连接杆与底架进行转动连接;第五连接杆外表面与第三转轮进行固接;第二转轮、第三连接杆、轮槽连杆、第四连接杆、第五连接杆和第三转轮以第一转轮为中心对称设置有两组。
在其中一个实施例中,物料转移单元包括有第六齿轮、第十一传动杆、第十一传动轮、第十二传动轮、第十二传动杆、第一锥齿轮、第二锥齿轮、第一万向轴、第一V型支架、第一转移轮、第二转移轮、第五电动推杆、第十三传动轮、第十四传动轮、第二万向轴、第十五转动轮、第十六转动轮、第二V型支架和第六电动推杆;第六齿轮内部轴心与第十一传动杆进行固接;第十一传动杆外表面与第十一传动轮进行固接;第十一传动杆与底架进行转动连接;第十一传动轮外环面通过皮带与第十二传动轮进行传动连接;第十二传动轮内部轴心与第十二传动杆进行固接;第十二传动杆外表面与第一锥齿轮进行固接;第十二传动杆底架进行转动连接;第一锥齿轮与第二锥齿轮相啮合;第二锥齿轮内部轴心与第一万向轴进行固接;第一万向轴外表面与第一V型支架进行转动连接;第一万向轴外表面与第一转移轮进行转动连接;第一万向轴外表面与第二转移轮进行转动连接;第一V型支架与第五电动推杆进行固接;第一万向轴外表面与第十三传动轮进行转动连接;第五电动推杆与底架进行固接;第十三传动轮外环面通过皮带与第十四传动轮进行传动连接;第十四传动轮内部轴心与第二万向轴进行固接;第二万向轴外表面与第十五转动轮进行转动连接;第二万向轴外表面与第十六转动轮进行转动连接;第二万向轴外表面与第二V型支架进行转动连接;第二V型支架与第六电动推杆进行固接;第六电动推杆与底架进行固接。
在其中一个实施例中,第六传动杆与轴套相连接的外环面设置有直切面。
在其中一个实施例中,导流槽在中间部位设置有四周斜面的贯穿开口。
在其中一个实施例中,电动弧形刮刀的刀片设置为圆弧状。
在其中一个实施例中,楔形支撑架底部设置为楔形面。
本发明的有益效果为:1、为解决电触点半成品制备过程中贵金属的浪费和开关触点的焊接不良的缺点。
2、本发明通过设置可调节涂层刮除单元、凸台刨削单元和物料转移单元;使用时先将可调式涂层刮除电触点半成品制备装置放置到所要使用的位置,确保底架处于水平位置,然后外接电源,通过控制屏控制启动该装置;将银镀层导线放置到可调节涂层刮除单元上,通过可调节涂层刮除单元将导线刮除部分区域的银镀层,将刮除的银镀层通过收集箱收集,而后,在物料转移单元的配合下,将导线转移至凸台刨削单元,将导线刨削成凸台形状。
3、本发明可实现银镀层材料的经济使用,进一步节约成本,其次也确保了实际电触点的区域中特别低的焊接趋势。
附图说明
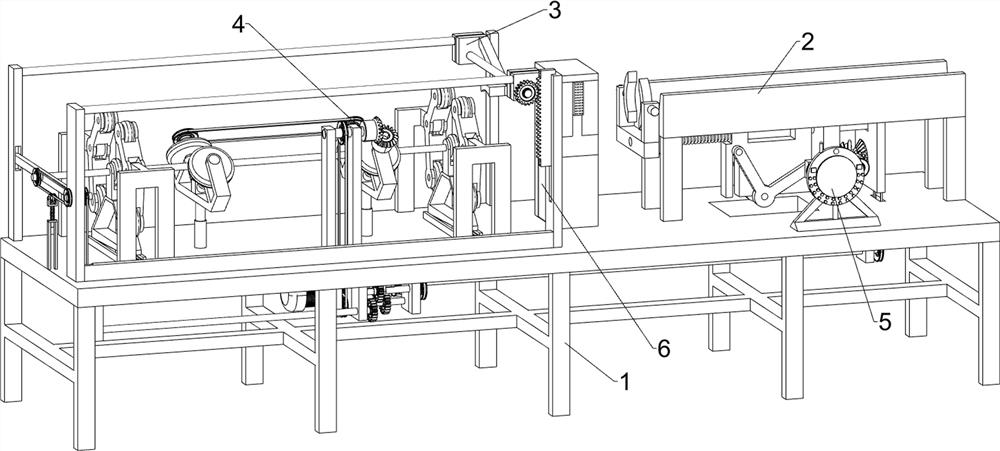
图1为本发明的第一种立体结构示意图;
图2为本发明的第二种立体结构示意图;
图3为本发明的可调节涂层刮除单元第一种立体结构示意图;
图4为本发明的可调节涂层刮除单元第二种立体结构示意图;
图5为本发明的刮削单元结构示意图;
图6为本发明的凸台刨削单元结构示意图;
图7为本发明的第一圆柱夹持单元结构示意图;
图8为本发明的物料转移单元结构示意图。
附图标记中:1、底架,2、可调节涂层刮除单元,3、凸台刨削单元,4、物料转移单元,5、控制屏,6、收集箱,201、电机,202、第一传动杆,203、第一传动轮,204、第二传动轮,205、第三传动轮,206、第二传动杆,207、物料槽,208、缺齿齿轮,209、第一齿轮,2010、第二齿轮,2011、第三传动杆,2012、第四传动轮,2013、第五传动轮,2014、第四传动杆,2015、第一曲轴,2016、第一连接杆,2017、第二连接杆,2018、第二曲轴,2019、第五传动杆,2020、连动块,2021、第一弹簧杆,2022、夹具支座,2023、第一电动弧形夹,2024、第二电动弧形夹,2025、刮削单元,2026、第六传动轮,2027、第六传动杆,2028、轴套,2029、第三齿轮,2030、第三电动推杆,202501、刮刀支座,202502、电动弧形刮刀,202503、风窗,202504、导流槽,301、第四齿轮,302、第七传动杆,303、第七传动轮,304、第八传动轮,305、第八传动杆,306、第九传动轮,307、第十传动轮,308、第九传动杆,309、电动滑板,3010、第一圆柱夹持单元,3011、第二圆柱夹持单元,3012、第一电动滑杆,3013、第二电动滑杆,3014、第一滑块,3015、第十传动杆,3016、弧面刨刀,3017、第五齿轮,3018、电动齿条,3019、第二滑块,3020、导轮,3021、第二弹簧杆,301001、第四电动推杆,301002、第三滑块,301003、滑槽,301004、楔形支撑架,301005、第一转轮,301006、第二转轮,301007、第三连接杆,301008、轮槽连杆,301009、第四连接杆,3010010、第五连接杆,3010011、第三转轮,401、第六齿轮,402、第十一传动杆,403、第十一传动轮,404、第十二传动轮,405、第十二传动杆,406、第一锥齿轮,407、第二锥齿轮,408、第一万向轴,409、第一V型支架,4010、第一转移轮,4011、第二转移轮,4012、第五电动推杆,4013、第十三传动轮,4014、第十四传动轮,4015、第二万向轴,4016、第十五转动轮,4017、第十六转动轮,4018、第二V型支架,4019、第六电动推杆。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
实施例1
一种可调式涂层刮除电触点半成品制备装置,如图1-8所示,包括有底架1、可调节涂层刮除单元2、凸台刨削单元3、物料转移单元4、控制屏5和收集箱6;底架1与可调节涂层刮除单元2相连接;底架1与凸台刨削单元3相连接;底架1与物料转移单元4相连接;底架1与控制屏5相连接;底架1与收集箱6相连接;可调节涂层刮除单元2侧面设置有凸台刨削单元3;凸台刨削单元3内部设置有物料转移单元4。
使用时先将可调式涂层刮除电触点半成品制备装置放置到所要使用的位置,确保底架1处于水平位置,然后外接电源,通过控制屏5控制启动该装置;将银镀层导线放置到可调节涂层刮除单元2上,通过可调节涂层刮除单元2将导线刮除部分区域的银镀层,将刮除的银镀层通过收集箱6收集,而后,在物料转移单元4的配合下,将导线转移至凸台刨削单元3,将导线刨削成凸台形状;本发明可实现银镀层材料的经济使用,进一步节约成本,其次也确保了实际电触点的区域中特别低的焊接趋势。
可调节涂层刮除单元2包括有电机201、第一传动杆202、第一传动轮203、第二传动轮204、第三传动轮205、第二传动杆206、物料槽207、缺齿齿轮208、第一齿轮209、第二齿轮2010、第三传动杆2011、第四传动轮2012、第五传动轮2013、第四传动杆2014、第一曲轴2015、第一连接杆2016、第二连接杆2017、第二曲轴2018、第五传动杆2019、连动块2020、第一弹簧杆2021、夹具支座2022、第一电动弧形夹2023、第二电动弧形夹2024、刮削单元2025、第六传动轮2026、第六传动杆2027、轴套2028、第三齿轮2029和第三电动推杆2030;电机201输出轴与第一传动杆202进行固接;第一传动杆202外表面与第一传动轮203进行固接;第一传动杆202与底架1进行转动连接;第一传动轮203外环面通过皮带与第六传动轮2026进行传动连接;第一传动杆202外表面与第二传动轮204进行固接;第二传动轮204外环面通过皮带与第三传动轮205进行传动连接;第三传动轮205内部轴心与第二传动杆206进行固接;第二传动杆206外表面与物料槽207进行转动连接;第二传动杆206外表面与缺齿齿轮208进行固接;物料槽207与底架1进行固接;物料槽207与第一弹簧杆2021进行滑动连接;缺齿齿轮208一侧设置有第一齿轮209;缺齿齿轮208另一侧设置有第二齿轮2010;第一齿轮209内部轴心与第三传动杆2011进行固接;第二齿轮2010内部轴心与第三传动杆2011进行固接;第三传动杆2011外表面与第四传动轮2012进行固接;第四传动轮2012外环面通过皮带与第五传动轮2013进行传动连接;第五传动轮2013内部轴心与第四传动杆2014进行固接;第四传动杆2014外表面与第一曲轴2015进行固接;第一曲轴2015与第一连接杆2016进行固接;第一曲轴2015与第二连接杆2017进行固接;第一连接杆2016外表面与第二曲轴2018进行固接;第二连接杆2017外表面与第二曲轴2018进行固接;第二曲轴2018与第五传动杆2019进行转动连接;第一连接杆2016与连动块2020相连接;第二连接杆2017与连动块2020相接触;连动块2020与第一弹簧杆2021进行固接;第一弹簧杆2021与夹具支座2022进行固接;夹具支座2022与第一电动弧形夹2023进行滑动连接;夹具支座2022与第二电动弧形夹2024进行滑动连接;夹具支座2022在远离连动块2020的一侧设置有刮削单元2025;刮削单元2025与底架1进行固接;第六传动轮2026内部轴心与第六传动杆2027进行固接;第六传动杆2027外表面与轴套2028进行滑动连接;轴套2028外表面与第三齿轮2029进行固接;轴套2028通过连接板与第三电动推杆2030相连接;第三电动推杆2030与进行固接。
首先将银镀层导线放置于物料槽207内,此时,电机201启动开始运行,电机201带动第一传动杆202传动第一传动轮203,第一传动杆202带动第二传动轮204传动第三传动轮205,第一传动轮203带动第六传动轮2026,第二传动轮204带动第三传动轮205传动第二传动杆206,第二传动杆206带动缺齿齿轮208,此时,当缺齿齿轮208与第一齿轮209相啮合,第一齿轮209带动第三传动杆2011,当缺齿齿轮208与第二齿轮2010相啮合,第二齿轮2010带动第三传动杆2011,可实现第三传动杆2011的正反转动,第三传动杆2011带动第四传动轮2012传动第五传动轮2013,第五传动轮2013带动第四传动杆2014传动第一曲轴2015,第一曲轴2015通过第一连接杆2016和第二连接杆2017带动第二曲轴2018,第二曲轴2018带动第五传动杆2019;第二连接杆2017在第一曲轴2015和第二曲轴2018的配合下,可实现第二连接杆2017带动连动块2020传动第一弹簧杆2021,第一弹簧杆2021带动夹具支座2022,可实现夹具支座2022来回往复运动,同时,在第一电动弧形夹2023和第二电动弧形夹2024的配合下,可实现将银镀层导线一段一段的往前输送,此时,银镀层导线到达刮削单元2025后,通过调节刮刀位置,可实现导线镀层的刮除面积的大小,并将刮下来的银镀层回收到收集箱6中,此时,第六传动轮2026带动第六传动杆2027传动轴套2028,第三齿轮2029跟随轴套2028一起运动,此时,当第三电动推杆2030收缩,第三齿轮2029带动物料转移单元4,当第三电动推杆2030伸长,第三齿轮2029带动凸台刨削单元3,本单元可实现将对银镀层导线的部分区域镀层的刮除,并配合转移到下一单元继续处理。
刮削单元2025包括有刮刀支座202501、电动弧形刮刀202502、风窗202503和导流槽202504;刮刀支座202501对称设置有电动弧形刮刀202502;刮刀支座202501与风窗202503进行固接;刮刀支座202501与导流槽202504进行固接;导流槽202504与底架1进行固接。
当银镀层导线到达刮削单元2025处理区域时,此时刮刀支座202501上的电动弧形刮刀202502根据要处理的银镀层面积,伸长一定长度,开始对电动弧形刮刀202502所覆盖的区域进行银镀层的刮除,通过风窗202503使处理区域灰尘尽快散开,然后刮下来的银镀层落入导流槽202504内,最后回收到收集箱6中,可实现对需要不同的镀层面积的导线进行镀层刮除处理,并将刮除的银镀层进行回收。
凸台刨削单元3包括有第四齿轮301、第七传动杆302、第七传动轮303、第八传动轮304、第八传动杆305、第九传动轮306、第十传动轮307、第九传动杆308、电动滑板309、第一圆柱夹持单元3010、第二圆柱夹持单元3011、第一电动滑杆3012、第二电动滑杆3013、第一滑块3014、第十传动杆3015、弧面刨刀3016、第五齿轮3017、电动齿条3018、第二滑块3019、导轮3020和第二弹簧杆3021;第四齿轮301内部轴心与第七传动杆302进行固接;第七传动杆302外表面与第七传动轮303进行固接;第七传动杆302与底架1进行转动连接;第七传动轮303外环面通过皮带与第八传动轮304进行传动连接;第八传动轮304内部轴心与第八传动杆305进行固接;第八传动杆305外表面与第九传动轮306进行固接;第八传动杆305与底架1进行转动连接;第九传动轮306外环面通过皮带与第十传动轮307进行传动连接;第九传动轮306与第十传动轮307之间的皮带与导轮3020相接触;导轮3020与第二弹簧杆3021进行固接;第十传动轮307内部轴心与第九传动杆308进行固接;第九传动杆308与电动滑板309进行固接;第九传动杆308与第一圆柱夹持单元3010进行转动连接;第九传动杆308与第二圆柱夹持单元3011进行转动连接;电动滑板309与底架1进行滑动连接;在第一圆柱夹持单元3010远离第七传动杆302的一侧设置有第一电动滑杆3012;第一圆柱夹持单元3010与底架1进行固接;第二圆柱夹持单元3011与底架1进行固接;第一电动滑杆3012侧面设置有第二电动滑杆3013;第一电动滑杆3012与第二滑块3019进行滑动连接;第一电动滑杆3012与底架1进行固接;第二电动滑杆3013与第一滑块3014进行滑动连接;第二电动滑杆3013与底架1进行固接;第一滑块3014与第十传动杆3015进行转动连接;第十传动杆3015外表面与第五齿轮3017进行固接;第十传动杆3015通过对称设置的连接板与弧面刨刀3016相连接;第十传动杆3015与第二滑块3019进行转动连接;第五齿轮3017与电动齿条3018相啮合;电动齿条3018与底架1进行滑动连接。
当已经刮除部分镀层的导线即将到达第二圆柱夹持单元3011,此时,电动齿条3018带动第五齿轮3017传动第十传动杆3015,第十传动杆3015带动弧面刨刀3016,实现弧面刨刀3016绕第十传动杆3015翻转,导线到达第二圆柱夹持单元3011,在物料转移单元4的配合下,将导线一端引导到第一圆柱夹持单元3010,同时,沿导线运动方向对称第一圆柱夹持单元3010和第二圆柱夹持单元3011开始工作,对导线开始夹紧,此时,电动齿条3018带动第五齿轮3017传动第十传动杆3015,第十传动杆3015带动弧面刨刀3016回复初始位置,在第一滑块3014和第二滑块3019的配合下,沿着第一电动滑杆3012和第二电动滑杆3013移动,可实现对导线刨削一部分,当处理完成之后,弧面刨刀3016回归初始位置,此时第三电动推杆2030伸长,第三电动推杆2030通过连接板带动轴套2028上进行移动,从而带动第三齿轮2029与第四齿轮301啮合,第四齿轮301带动第七传动杆302传动第七传动轮303,第七传动轮303带动第八传动轮304传动第八传动杆305,第八传动杆305带动第九传动轮306传动第十传动轮307,第十传动轮307带动第九传动杆308传动第一圆柱夹持单元3010和第二圆柱夹持单元3011,当第一圆柱夹持单元3010和第二圆柱夹持单元3011未固定镀层导线时,可将镀层导线进行翻转一定角度,当第一圆柱夹持单元3010和第二圆柱夹持单元3011要固定镀层导线时,第九传动杆308在电动滑板309的配合下运动,第九传动轮306和第十传动轮307之间的皮带通过导轮3020和第二弹簧杆3021,使得皮带一直处于紧绷状态,第十传动轮307带动第九传动杆308,第九传动杆308带动第一转轮301005,可实现将导线转动一定角度,通过第一圆柱夹持单元3010和第二圆柱夹持单元3011将导线夹紧,再通过弧面刨刀3016将导线刨削出一个平面,随后,弧面刨刀3016复位,第九传动杆308继续带动第一转轮301005,当导线转到合适角度后,通过第一圆柱夹持单元3010和第二圆柱夹持单元3011将导线夹紧,再通过弧面刨刀3016将导线刨削出一个平面,本单元可实现将导线的不带银镀层的部分切成凸台形状。
第一圆柱夹持单元3010包括有第四电动推杆301001、第三滑块301002、滑槽301003、楔形支撑架301004、第一转轮301005、第二转轮301006、第三连接杆301007、轮槽连杆301008、第四连接杆301009、第五连接杆3010010和第三转轮3010011;第四电动推杆301001与第三滑块301002进行固接;第三滑块301002与滑槽301003进行滑动连接;第三滑块301002与楔形支撑架301004进行滑动连接;滑槽301003与底架1进行固接;楔形支撑架301004与第二转轮301006相接触;楔形支撑架301004与第九传动杆308进行转动连接;第一转轮301005与第九传动杆308进行固接;第二转轮301006内部轴心与第三连接杆301007进行固接;第三连接杆301007外表面与轮槽连杆301008进行转动连接;轮槽连杆301008与第四连接杆301009进行转动连接;轮槽连杆301008与第五连接杆3010010进行转动连接;第四连接杆301009与底架1进行转动连接;第五连接杆3010010外表面与第三转轮3010011进行固接;第二转轮301006、第三连接杆301007、轮槽连杆301008、第四连接杆301009、第五连接杆3010010和第三转轮3010011以第一转轮301005为中心对称设置有两组。
当导线通过物料转移单元4到达预定位置,此时,第四电动推杆301001伸长,第四电动推杆301001带动第三滑块301002在滑槽301003内运动,第三滑块301002带动楔形支撑架301004,楔形支撑架301004带动第一转轮301005,可实现将导线向上托起,楔形支撑架301004带动第二转轮301006传动第三连接杆301007,第三连接杆301007带动轮槽连杆301008,轮槽连杆301008绕着第四连接杆301009转动,轮槽连杆301008带动第五连接杆3010010传动第三转轮3010011,可实现将导线通过三点定位的方式固定住。
物料转移单元4包括有第六齿轮401、第十一传动杆402、第十一传动轮403、第十二传动轮404、第十二传动杆405、第一锥齿轮406、第二锥齿轮407、第一万向轴408、第一V型支架409、第一转移轮4010、第二转移轮4011、第五电动推杆4012、第十三传动轮4013、第十四传动轮4014、第二万向轴4015、第十五转动轮4016、第十六转动轮4017、第二V型支架4018和第六电动推杆4019;第六齿轮401内部轴心与第十一传动杆402进行固接;第十一传动杆402外表面与第十一传动轮403进行固接;第十一传动杆402与底架1进行转动连接;第十一传动轮403外环面通过皮带与第十二传动轮404进行传动连接;第十二传动轮404内部轴心与第十二传动杆405进行固接;第十二传动杆405外表面与第一锥齿轮406进行固接;第十二传动杆405底架1进行转动连接;第一锥齿轮406与第二锥齿轮407相啮合;第二锥齿轮407内部轴心与第一万向轴408进行固接;第一万向轴408外表面与第一V型支架409进行转动连接;第一万向轴408外表面与第一转移轮4010进行转动连接;第一万向轴408外表面与第二转移轮4011进行转动连接;第一V型支架409与第五电动推杆4012进行固接;第一万向轴408外表面与第十三传动轮4013进行转动连接;第五电动推杆4012与底架1进行固接;第十三传动轮4013外环面通过皮带与第十四传动轮4014进行传动连接;第十四传动轮4014内部轴心与第二万向轴4015进行固接;第二万向轴4015外表面与第十五转动轮4016进行转动连接;第二万向轴4015外表面与第十六转动轮4017进行转动连接;第二万向轴4015外表面与第二V型支架4018进行转动连接;第二V型支架4018与第六电动推杆4019进行固接;第六电动推杆4019与底架1进行固接。
当导线一端进入处理区域,此时,第五电动推杆4012和第六电动推杆4019伸长,带动第一V型支架409和第二V型支架4018上升,使得第一锥齿轮406和第二锥齿轮407相啮合,同时,当第三电动推杆2030收缩时,第三电动推杆2030带动第三电动推杆2030带动轴套2028上的第三齿轮2029与第六齿轮401啮合,第六齿轮401带动第十一传动杆402传动轮第十一传动轮403,第十一传动轮403带动第十二传动轮404传动第十二传动杆405,第十二传动杆405带动第一锥齿轮406传动第二锥齿轮407,第二锥齿轮407带动第一万向轴408,第一万向轴408带动第一转移轮4010和第二转移轮4011,第一万向轴408带动第十三传动轮4013传动第十四传动轮4014,第十四传动轮4014带动第二万向轴4015,第二万向轴4015带动第十五转动轮4016和第十六转动轮4017,可实现将导线转移到凸台刨削单元3工作的合适区域内,而后,第五电动推杆4012和第六电动推杆4019收缩,带动第一V型支架409和第二V型支架4018下降,使得第一锥齿轮406和第二锥齿轮407相分离,可实现导线不再移动。
第六传动杆2027与轴套2028相连接的外环面设置有直切面。
可以实现轴套2028在第六传动杆2027上移动和转动。
导流槽202504在中间部位设置有四周斜面的贯穿开口。
可以方便对刮除的银镀层屑料进行集中回收。
电动弧形刮刀202502的刀片设置为圆弧状。
可以实现贴合导线的曲面进行镀层的刮除操作。
楔形支撑架301004底部设置为楔形面。
可以通过楔形面的高度落差,将楔形支撑架301004上下移动部分距离。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种可调式涂层刮除电触点半成品制备装置
- 一种电纺射流定向涂层装置及利用定向涂层装置制备高分子管材的工艺