一种基于LAOPW和线性插值的智能压装质量预警方法
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及一种智能压装质量预警方法,具体地说是一种基于LAOPW和线性插值的智能压装质量预警方法。
背景技术
智能压装单元因存在环境、设备、原材料等客观因素的影响,装配质量控制难度较大,严重影响产品最终质量,且导致不能按时交付。因此,全面、准确地挖掘出装配质量问题并对装配质量进行预警,具有现实意义。
传统压装质量控制范围的确定主要依赖个人经验,主观性较大,缺乏科学依据。而智能压装质量大数据中蕴含了大量规律,可作为确定压装质量控制范围的科学依据。通过利用精密位移和力传感器采集压装过程“位移-力”数据,借助线性插值方法分析产品装配性能与压装过程之间的关系,建立起压装的“位移-力”数学模型,并通过信息互联将其实时反馈到压装设备,可以实现压装力精确闭环控制。同时,智能压装过程中的“位移-力”数据中存在一些离群数据,将离群挖掘算法和线性插值分析结合起来,可以实现得到更加合理的质量控制范围,以实现对压装过程的有效预警。
发明内容
本发明的目的在于现有的智能压装质量控制难度大,难以准确提供智能压装过程中故障预警的问题,提供一种能提高装配质量的基于LAOPW和线性插值的智能压装质量预警方法。
本发明利用改进的离群挖掘算法对智能压装过程中的“位移-力”数据集进行预处理,并借助线性插值法可以得到更加合理的质量控制范围,为智能压装过程预警和控制提供一条新途径。首先引入基于信息熵的加权距离进行距离度量,并用P权值代替可达距离,重新定义离群因子LAOPW;然后使用LAOPW离群挖掘算法剔除原始“位移-力”数据集的离群点,得到初步数据集;最后利用线性插值法建立压装过程质量控制模型,为压装质量预警提供依据。该方法一方面通过重新定义的局部离群因子,有效地提高了离群挖掘算法的检测性能。另一方面,利用LAOPW挖掘算法处理后的数据集来构建“位移-力”质量控制模型,使得对压装过程的预警和控制更加准确。实验结果证明,本文设计的LAOPW算法和质量控制模型具有有效性和实用性。
本发明的技术方案是:
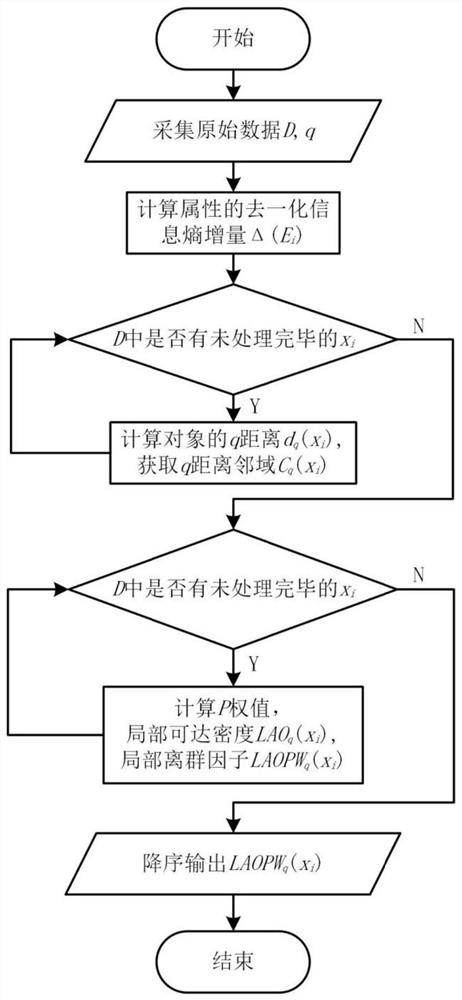
一种基于LAOPW算法和线性插值的智能压装质量预警方法,其特征是:它包括以下步骤:1、采集智能压装过程中的“位移-力”数据,形成原始压装质量数据集;2、分析压装质量数据集的特点,设计基于LAOPW的离群挖掘预处理算法;3、对离群处理后的智能压装质量数据集,建立压装过程质量控制模型;4、结合压装过程质量控制模型,对压装过程进行预警。
所述步骤2具体为:
2.1、读取智能压装质量“位移-力”原始数据集和参数q;
2.2、计算数据集中所有属性的去一化信息熵增量Δ(E
2.3、计算数据集中所有对象的q距离和q距离邻域;
2.4、计算基于P权值的可达密度和局部离群因子;
2.5、降序输出局部离群因子,获取离群点;
2.6、算法结束;
具体的,所述步骤2.2中:
通过熵值的变化定义数据对象相关属性的权重,以提高离群挖掘性能。信息熵用于随机变量的不确定性度量,因此可以根据熵值来判断某个数据对象的离群程度。设随机变量x的取值集合为X(x),p(x)表示概率,则信息熵S(x)定义为:
去一化操作突出离群属性,即属性的权重定义为去掉一个属性后熵值的变化。设E=(E
Δ(E
其中Δ(E
对属性求加权距离,以提高离群属性在距离度量中的影响。若给定两个数据对象u={u
具体的,所述步骤2.3中:
对象u的P权值W
具体的,所述步骤2.4中:
对象u的局部密度定义为:以数据对象u为圆心,k(u,v)为半径的圆,单位面积含有数据点的个数即为u的局部密度,记作式:
对象u的局部离群因子定义为式:
所述步骤3具体为:
首先利用提出的离群挖掘算法LAOPW对“位移-力”原始数据集剔除离群点,得到新的压装质量数据集。然后采用线性插值分析法建立压装过程质量控制模型。
所述步骤4具体为:
利用压装过程质量控制模型对压装过程进行预警的原理为:μ±2σ对应上下警告线线,μ±3σ对应上下控制线,其中μ和σ分别为均值和标准差。对于压装过程中的某位移S,如果其对应的压装力F在上下警告线之间的区域内,则说明当前压装正常进行;若在上警告线和上控制线、下警告线和下控制线这两个区域范围内,表明压装质量开始出现问题,需进行初步检查;一旦超出上控制线或低于下控制线,表示装配过程完全“失控”,装配得到的是废品,立即预警。
本发明的有益效果是:
(1)本发明将离群挖掘算法和线性插值分析法结合起来,可以得到更加合理的质量控制范围,可以为智能压装过程预警和控制提供一条新途径,具有实际应用价值。
(2)本发明提出一种LAOPW的智能压装质量离群挖掘预处理方法,能够有效剔除压装“位移-力”数据集中的离群点,获得更精确的质量控制范围,为智能压装质量的有效预警奠定基础。
(3)本发明提出的离群挖掘算法LAOPW在度量距离时引入去一化信息熵,用P权值代替可达距离,并用其作为区域半径求得区域面积代替距离和,时间复杂度为O(n*q),并重新定义局部离群因子,在保证效率的同时有效提高了离群挖掘的准确性。
本发明通过挖掘并剔除智能压装质量“位移-力”数据集中的离群点,可以得到更加有效的压装质量控制范围;借助线性插值法得到质量控制模型,从而为智能压装过程的预警和管控提供依据。
附图说明
图1是本发明的离群挖掘算法流程图。
图2是本发明的质量控制原理图。
图3是本发明的算法与另外两种算法基于Iris数据集挖掘出离群点的混淆矩阵对比图。
图4是本发明的算法与另外两种算法基于Aggregation数据集挖掘出离群点的混淆矩阵对比图。
图5是本发明的算法与另外两种算法运行时间对比图。
图6是从伺服机构装配单元中获取的某型号产品压装的“位移-力”数据集。
图7是根据本发明的算法,对图6中的数据集进行离群挖掘后的相关统计数据。
图8是本发明使用前后压装质量控制模型的对比图,其中图8(a)表示根据原始位移力数据集获取的质量控制图,图8(b)代表通过LAOPW算法去除离群值后的质量控制图。
具体实施方式
下面结合附图和实施例对本发明做进一步详细的说明。
如图1-8所示。
一种基于LAOPW算法和线性插值法的智能压装质量预警方法,包括以下步骤:1、采集智能压装过程中的“位移-力”数据,形成压装质量数据集;2、分析压装质量数据集的特点,设计基于LAOPW的离群挖掘预处理算法;3、对离群处理后的智能压装质量数据集,建立压装过程质量控制模型;4、结合压装过程质量控制模型,对压装过程进行预警。
具体如下:
1、根据压装过程中的“位移-力”数据集特点,进行离群挖掘算法LAOPW对其进行预处理,图1为本发明的流程图,具体的实施过程如下:
步骤1.1:读取智能压装质量“位移-力”原始数据集和参数q;
步骤1.2:计算数据集中所有属性的去一化信息熵增量Δ(Ei);
步骤1.3:计算数据集中所有对象的q距离和q距离邻域;
步骤1.4:计算基于P权值的可达密度和局部离群因子;
步骤1.5:降序输出局部离群因子,获取离群点;
步骤1.6:算法结束;
该算法在度量距离时引入去一化信息熵,用P权值代替可达距离,并用其作为区域半径求得区域面积代替距离和,最后重新定义局部离群因子LAOPW来计算数据集中对象的离群程度。图3至图5为LAOPW算法与LOF、LAOF算法从离群挖掘性能和挖掘时间两方面的对比图,可以看出本文使用的LAOPW算法不仅挖掘效果稳定,而且运行效率较高。
2、智能压装控制贯穿整个装配生产过程,“压装力-位移”数据可以反映产品的装配性能,采用线性插值分析方法可以建立“压装力-位移”数学模型,实现对压装过程的有效控制。
经研究发现,若同一位移下的压装力满足正态分布N(μ,σ
3、以如图6智能压装过程中的压装数据为例,利用上述LAOPW算法剔除挖掘出的离群点后,得到如图7所示的统计数据。
4、根据图7的数据,建立如图8所示的压装过程质量控制模型。其中图8(a)表示根据原始位移力数据集获取的质量控制图,图8(b)代表通过LAOPW算法去除离群值后的质量控制图。图中“×”标识不同位移下的最大和最小力。将图8(a)、图8(b)两图进行对比,很明显后者具有较小的质量控制范围,并基本覆盖了所有数据点。定义了更准确的质量控制范围,可以为伺服压装过程提供更合理的质量控制。
本发明未涉及部分与现有技术相同或可采用现有技术加以实现。
- 一种基于LAOPW和线性插值的智能压装质量预警方法
- 一种果蔬全链条质量智能预警方法及系统