一种汽车焊装前后盖滚边装置及其使用方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明属于车身制造技术领域,尤其涉及一种汽车焊装前后盖滚边装置及其使用方法。
背景技术
随着市场竞争日益激烈,市场推出新车型的周期不断加快,迫使车型开发周期缩短,生产模式呈现出个性化、多品种化。柔性化与智能化的生产线构建,是当今提高产品竞争力的关键要素之一。机器人滚边主要由机器人及其控制系统、滚边胎模、滚轮、PLC控制系统及滚边切换系统等组合而成以共同完成门盖的机器人滚边工作。
在实现本发明的过程中,发明人发现现有技术至少存在以下问题:滚边切换系统通常采用的直线滑台导轨形式,不具备多车型切换生产的能力,这样既浪费空间,且生产效率及机器人使用率都较低。
发明内容
本发明所要解决的技术问题是提供一种可满足焊装前后盖多种车型高节拍柔性生产要求的汽车焊装前后盖滚边装置及其使用方法。
为了解决上述技术问题,本发明所采用的技术方案是:一种汽车焊装前后盖滚边装置,具有:
工作台;
回型滑台,安装在所述工作台上;
前盖内板上件台和前盖外板上件台,安装在所述工作台上;
前盖涂胶设备,安装在所述工作台上;
后盖内板上件台和后盖外板上件台,安装在所述工作台上;
后盖涂胶设备,安装在所述工作台上;
滚边胎模及基板,滑动安装在所述回型滑台上;所述滚边胎模及基板包括前盖滚边胎模及基板和后盖滚边胎模及基板;
机器人,安装在所述工作台上,所述机器人能够将上件台上的工件输送到滚边胎模及基板上;所述机器人还能够对工件进行滚边;
X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构,设置在所述回型滑台上,所述X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构能够引导所述前盖滚边胎模及基板和后盖滚边胎模及基板在X向或Y向滑动;
动力机构,设置在所述回型滑台上,所述动力机构能够驱动所述前盖滚边胎模及基板和后盖滚边胎模及基板滑动。
所述X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构具有:
支座,安装在所述回型滑台上;
摆杆,所述支座的两侧各设有一个摆杆,所述支座与摆杆的第一端铰接;
导杆,每个摆杆的第二端分别与一个导杆固定连接,滚边胎模及基板的底部的滑块能够在两个导杆之间滑动;
连接杆,其两端分别与两个摆杆铰接;
气缸,安装在所述支座上,所述气缸的活塞杆与所述连接杆连接。
所述动力机构具有:
导向齿条,设置在所述回型滑台的外框上;
滑动块,滑动安装在所述导向齿条上;
驱动电机,安装在所述滑动块上,所述驱动电机的转轴上设有齿轮,所述齿轮与所述导向齿条相适配;
插销,安装在所述滑动块上,所述滚边胎模及基板上设有插孔,所述插孔能够与所述插销适配。
上件台上设有上件台定位机构,所述上件台定位机构具有:
定位框架;
定位销,安装在所述定位框架上,所述定位销能够定位工件;
基准块,安装在所述定位框架上,所述基准块能够与工件适配;
滚子,安装在所述定位框架上,所述工件能够在所述滚子上滑动;
夹紧气缸,安装在所述定位框架上,所述夹紧气缸能够夹紧工件。
所述回型滑台为方框形,回型滑台的四周均设有动力机构,所述回型滑台的四周设有一系列的X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构。
所述回型滑台上还设有限位所述滚边胎模及基板的机械限位块。
所述导杆上设有凸轮组;所述定位框架上还设有车型识别传感器。
上述的汽车焊装前后盖滚边装置的使用方法,包括如下步骤:
1)确认所要作业的车型的滚边胎模及基板、内板上件台和外板上件台是否在相应工作位,如不在工作位,则需切换;内板上件台及外板上件台手推到位后按夹紧按钮,上件台切换完成后,程序自动切换滚边胎模及基板;
2)取零件-内板,将零件放入内板上件台上,按完成按钮;
3)机器人抓取零件-内板,使用涂胶设备涂胶。
4)员工取零件-外板,将零件放入外板上件台上,按完成按钮;
5)机器人抓取内板完成涂胶后,将内板放入外板上件台的外板上实现扣合作业;
6)机器人抓取扣合完成的内外板,放入滚边胎模及基板中;
7)机器人进行滚边作业;
8)滚边作业完成后,机器人抓取滚边完成的总成,放入总成取件台中;
9)取出盖板总成,完成作业。
上述技术方案中的一个技术方案具有如下优点或有益效果,可满足焊装前后盖多种车型高节拍柔性生产要求。
附图说明
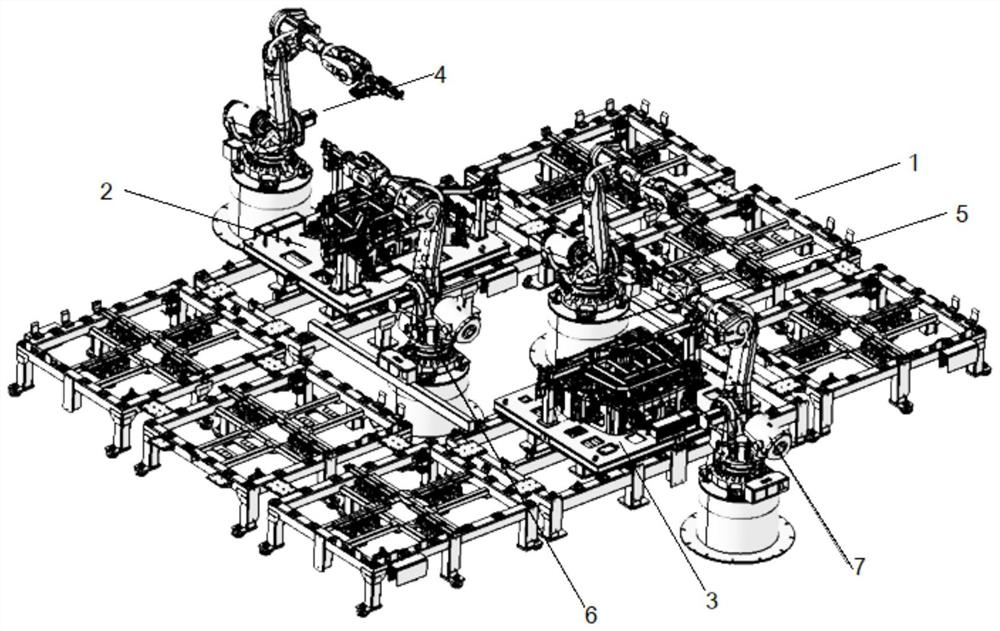
图1为本发明实施例中提供的汽车焊装前后盖滚边装置的结构示意图;
图2为图1的汽车焊装前后盖滚边装置的结构示意图;
图3为图1的汽车焊装前后盖滚边装置的回型滑台的结构示意图;
图4为图1的汽车焊装前后盖滚边装置的滚边胎模及基板的结构示意图;
图5为图1的汽车焊装前后盖滚边装置的切换滑台夹紧导向机构的结构示意图;
图6为图1的汽车焊装前后盖滚边装置的上件台定位机构的结构示意图;
图7为图1的汽车焊装前后盖滚边装置的工作原理图;
上述图中的标记均为:1、回型滑台,2、前盖滚边胎模及基板,3、后盖滚边胎模及基板,4、机器人,10、前盖涂胶设备,11、后盖涂胶设备,12、前盖内板上件台,13、前盖外板上件台,14、前盖总成取件台,15、后盖内板上件台,16、后盖外板上件台,17、后盖总成取件台,18、滑台框架,19、万向轮,20、X向切换滑台夹紧导向机构,21、Y向切换滑台夹紧导向机构,22、固定凸轮轴承,23、驱动电机,24、插销,25、机械限位块,26、气缸,27、凸轮组,28、定位销,29、基准块,30、夹紧气缸,31、滚子,32、车型识别传感器,33、支座,34、连接杆,35、导杆,36、连接杆。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
参见图1-7,一种汽车焊装前后盖滚边装置,具有:
工作台;
回型滑台,安装在工作台上;
前盖内板上件台和前盖外板上件台,安装在工作台上;
前盖涂胶设备,安装在工作台上;
后盖内板上件台和后盖外板上件台,安装在工作台上;
后盖涂胶设备,安装在工作台上;
滚边胎模及基板,滑动安装在回型滑台上;滚边胎模及基板包括前盖滚边胎模及基板和后盖滚边胎模及基板;
机器人,安装在工作台上,机器人能够将上件台上的工件输送到滚边胎模及基板上;机器人还能够对工件进行滚边;
X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构,设置在回型滑台上,X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构能够引导前盖滚边胎模及基板和后盖滚边胎模及基板在X向或Y向滑动;
动力机构,设置在回型滑台上,动力机构能够驱动前盖滚边胎模及基板和后盖滚边胎模及基板滑动。
X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构具有:
支座,安装在回型滑台上;
摆杆,支座的两侧各设有一个摆杆,支座与摆杆的第一端铰接;
导杆,每个摆杆的第二端分别与一个导杆固定连接,滚边胎模及基板的底部的滑块能够在两个导杆之间滑动;
连接杆,其两端分别与两个摆杆铰接;
气缸,安装在支座上,气缸的活塞杆与连接杆连接。
动力机构具有:
导向齿条,设置在回型滑台的外框上;
滑动块,滑动安装在导向齿条上;
驱动电机,安装在滑动块上,驱动电机的转轴上设有齿轮,齿轮与导向齿条相适配;
插销,安装在滑动块上,滚边胎模及基板上设有插孔,插孔能够与插销适配。
上件台上设有上件台定位机构,上件台定位机构具有:
定位框架;
定位销,安装在定位框架上,定位销能够定位工件;
基准块,安装在定位框架上,基准块能够与工件适配;
滚子,安装在定位框架上,工件能够在滚子上滑动;
夹紧气缸,安装在定位框架上,夹紧气缸能够夹紧工件。
回型滑台为方框形,回型滑台的四周均设有动力机构,回型滑台的四周设有一系列的X向切换滑台夹紧导向机构和Y向切换滑台夹紧导向机构。
回型滑台上还设有限位滚边胎模及基板的机械限位块。
导杆上设有凸轮组;定位框架上还设有车型识别传感器。
前盖滚边胎模及基板、后盖滚边胎模及基板置于回型滑台上,通过机器人实现前盖、后盖滚边和抓取件作业,通过机器人实现前盖、后盖涂胶和抓取件作业。回型滑台上安装有万向轮、X向切换滑台夹紧导向、Y向切换滑台夹紧导向、固定凸轮等装置,使前盖滚边胎模及基板、后盖滚边胎模及基板可通过回型滑台四周安装的驱动电机、插销带动,切换滑台夹紧导向由气缸、凸轮组以及连接机构组成,可以通过气缸夹紧和打开,控制切换滑台在X或Y方向根据所需的方向滑行。滑行到位后通过传感器以及机械限位反馈信号,达到多车型胎模快速、精准切换、柔性滚边的目的。
根据不同车型内板、外板上件台切换所需,制作上件台定位机构,其包含定位销、基准块、夹紧气缸、滚子、车型识别传感器等装置,定位销、两组基准块、两副夹紧气缸共同确保上件台的X向和Y向定位精度,六组滚子使上件台快速切换,并托举上件台,保证上件台Z向精度。另外上件台定位机构上安装有车型识别传感器,通过其反馈的上件台车型信息,达到车型防错目的。通过此上件台定位机构,使不同车型的上件台实现快速柔性化切换,并实现精确定位、机器人易于抓取件的目的。
回型滑台为长方形环形布置、占地小,可满足3种车型前盖和3种车型后盖自动切换生产。
滚边及抓取件机器人为4台,生产效率高,在120s以内可完成一个前盖和一个后盖两个件的生产。
滚边及抓取件机器人为4台,涂胶及抓取件机器人为2台,机器人利用率高,完成高节拍多车型的涂胶、滚边、抓取件工作,人工仅需上件、取件,极大地降低了人工作业强度。
前盖内板上件台、前盖外板上件台、后盖内板上件台、后盖外板上件台可柔性多车型切换。
上件台定位机构定位精度高,使不同车型的上件台实现快速柔性化切换,并实现精确定位、机器人易于抓取件。
上述的汽车焊装前后盖滚边装置的使用方法,包括如下步骤:
一、前盖涂胶和滚边:
1、确认所要作业的车型前盖滚边胎模及基板、前盖内板上件台、前盖外板上件台是否在前盖相应工作位,如不在工作位,则需切换;前盖内板上件台及前盖外板上件台由员工手推到位后按夹紧按钮,上件台切换完成后,程序自动切换前盖滚边胎模及基板。
2、员工取零件(前盖内板),将零件放入前盖内板上件台上,按完成按钮。
3、机器人R5抓取零件(前盖内板),使用前盖涂胶设备涂胶。
4、员工取零件(前盖外板),将零件放入前盖外板上件台上,按完成按钮。
5、机器人R5抓取前盖内板完成涂胶后,将前盖内板零件放入前盖外板上件台13的前盖外板零件中实现扣合作业。
6、机器人R1抓取扣合完成的前盖内外板,放入前盖滚边胎模及基板中。
7、机器人R1、R2、R3进行滚边作业。
8、滚边作业完成后,机器人R1抓取滚边完成的前盖总成,放入前盖总成取件台中。
9、员工取前盖总成,完成作业。
二、后盖涂胶和滚边:
1、确认所要作业的车型后盖滚边胎模及基板、后盖内板上件台、后盖外板上件台是否在后盖相应工作位,如不在工作位,则需切换;后盖内板上件台及后盖外板上件台由员工手推到位后按夹紧按钮,上件台切换完成后,程序自动切换后盖滚边胎模及基板。
2、员工取零件(后盖内板),将零件放入后盖内板上件台上,按完成按钮。
3、机器人R6抓取零件(后盖内板),使用后盖涂胶设备涂胶。
4、员工取零件(后盖外板),将零件放入后盖外板上件台上,按完成按钮。
5、机器人R6抓取后盖内板完成涂胶后,将后盖内板零件放入后盖外板上件台16的后盖外板零件中实现扣合作业。
6、机器人R4抓取扣合完成的后盖内外板,放入后盖滚边胎模及基板中。
7、机器人R4、R2、R3进行滚边作业。
8、滚边作业完成后,机器人R4抓取滚边完成的后盖总成,放入后盖总成取件台中。
9、员工取后盖总成,完成作业。
应用此滚边岛结构的优点:
1、柔性化强、占地小,可满足3种车型前盖和3种车型后盖切换生产。
2、生产效率高,在120s以内可完成一个前盖和一个后盖两个件的生产。
3、机器人利用率高,仅用4台滚边机器人和2台涂胶机器人,完成高节拍多车型的涂胶、滚边、抓取件工作,人工仅需上件、取件,极大地降低了人工作业强度。
4、投资成本低,适用性强,便于普及应用。
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种汽车焊装前后盖滚边装置及其使用方法
- 一种汽车轮罩滚边系统及其使用方法