一种不易残胶破坏力小的漆面膜及其生产设备和方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明属于保护膜技术领域,特别是涉及一种不易残胶破坏力小的漆面膜以及一种不易残胶破坏力小的漆面膜的生产设备、一种不易残胶破坏力小的漆面膜的生产方法。
背景技术
玻璃被运用于光学透镜或透光基底等工艺时,经常会涉及到对整个表面或部分表面的加工处理的步骤,当需要在部分表面进行加工处理时,需要对不需要处理的表面进行保护,通常做法是在不需要处理的表面上贴附保护膜,但现有技术中,保护膜柔软,保护膜与玻璃表面之间贴合时难度较大,容易出现褶皱或气泡,无法起到很好的保护,重工率较高;完成加工后不易撕除保护膜,且保护膜具有黏度,撕除后会有一定的残胶,尤其是在重要器件或重要位置的表面上留有残胶,后续清除时,容易损伤重要器件或重要位置的表面。因此针对以上问题提供一种不易残胶破坏力小的漆面膜及其生产设备和方法具有重要意义。
发明内容
本发明提供了一种不易残胶破坏力小的漆面膜及其生产设备和方法,解决了以上问题。
为解决上述技术问题,本发明是通过以下技术方案实现的:
本发明的一种不易残胶破坏力小的漆面膜,包括涂层薄膜;
所述涂层薄膜上部通过低粘涂层粘黏有剥离膜;所述涂层薄膜的下部通过磁控溅射方式复合有磁控溅射金属镀膜,所述磁控溅射金属镀膜下部通过涂胶层复合有基膜层;所述涂层薄膜采用厚度为5-8μm的高精度、高平整度、光学级的pet薄膜;所述低粘涂层采用厚度为6-10μm的亚克力胶低粘涂层或丙烯酸低粘胶涂层;所述剥离膜采用厚度为30-60μm的麦拉膜或离型膜。
一种不易残胶破坏力小的漆面膜的生产设备,包括自上而下设置的用于卷绕剥离膜的剥离膜放卷机构、用于卷绕涂层薄膜的涂层薄膜放卷机构、用于卷绕基膜层的基膜卷绕机构;
所述剥离膜经第一张紧机构进入第一复合涂布机构进行涂胶;所述涂层薄膜经平行设置的第一传输辊和第二传输辊进行传动,所述第一传输辊与第二传输辊之间设置有对涂层薄膜下表面进行磁控溅射金属镀膜的磁控溅射镀膜机,所述涂层薄膜穿过磁控溅射镀膜机与涂胶后的剥离膜并入至第一复合机构上进行复合;
所述基膜层经第二复合涂布机构进行涂胶,涂胶后的基膜层与复合后的剥离膜、涂层薄膜形成的复合层于第二复合机构上进行复合,形成的复合层由末端的收卷机构进行收卷。
进一步地,所述第二传输辊与第一复合机构之间设置有电晕机,涂层薄膜上部与低粘涂层相对的面采用电晕机进行电晕磁化处理,利用高频率高电压在被处理的低粘涂层上表面电晕放电,而产生低温等离子体,使低粘涂层上表面产生游离基反应而使聚合物发生交联,低粘涂层表面变粗糙并增加其对极性溶剂的润湿性。
进一步地,所述第一复合涂布机构与第一复合机构之间设置有第一烘箱,所述第二复合涂布机构与第二复合机构之间设置有第二烘箱,所述第一复合机构与第二复合机构之间设置有第三烘箱,所述第二复合机构与收卷机构之间设置有第四烘箱。
进一步地,所述第一复合涂布机构包括用于涂胶的300目的且呈相向滚动的第一金属网纹辊以及第一橡胶辊,所述剥离膜穿过第一金属网纹辊与第一橡胶辊之间。
进一步地,所述第二复合涂布机构包括350目的且呈相向滚动的用于涂胶的第二金属网纹辊以及第二橡胶辊,所述基膜层穿过第二金属网纹辊与第二橡胶辊之间。
进一步地,所述第一复合机构包括相向滚动的第一压合辊和第二压合辊。
进一步地,所述第二复合机构包括相向滚动的第三压合辊和第四压合辊。
一种不易残胶破坏力小的漆面膜的生产方法,包括如下步骤:
S01、在剥离膜底部通过第一复合涂布机构涂覆一层低粘涂层,并通过第一烘箱进行烘干,蒸发掉低粘涂层中的部分水分,烘干温度为60-80℃;
S02、在涂层薄膜上表面通过磁控溅射镀膜机溅射一层磁控溅射金属镀膜;
S03、由第一复合机构通过压合的方式将涂覆有低粘涂层的剥离膜与表面磁控溅射有磁控溅射金属镀膜进行冷压合,然后由第三烘箱以50-60℃温度进行定型和进一步烘干;
S04、在基膜层上表面通过第二复合涂布机构涂覆一层涂胶层,并通过第二烘箱进行烘干,蒸发掉涂胶层中的部分水分,烘干温度为60-80℃;
S05、将所述S03步骤所得的经进一步烘干后的复合膜与S04步骤所得的经涂覆涂胶层并烘干后的基膜层在第二复合机构内进行冷压压合,然后由第四烘箱以20-30℃温度进行进一步定型和烘干,最终由收卷机构进行收卷,即完成本保护膜的生产。
本发明相对于现有技术包括有以下有益效果:
1、本发明在基膜层上通过涂胶层复合带有磁控溅射金属镀膜层的高精度、高平整度、光学级的pet薄膜,并通过低粘涂层设置剥离膜,金属化膜和磁控溅射金属镀膜层的设置使保护膜具有耐磨、耐高温、表面硬度高、韧性强的优良特性,能够对玻璃进行很好的保护,且与玻璃板的粘着力适中,采用电晕磁化的方式,增加承印物表面的附着能力,能够轻易从玻璃板上撕除且无残胶,并且金属化膜和磁控溅射金属镀膜层与基膜层的层与层之间粘着力高,提高了整体保护膜的强度和使用寿命。
2、本发明的低粘涂层的结构和设置能够使剥离膜很容易的剥离,与玻璃面板的粘着力适宜,并且金属化膜和磁控溅射金属镀膜层与基膜层的层与层之间粘着力高,提高了整体保护膜的强度和使用寿命。
3、本发明的不易残胶保护膜生产设备结构简单,无需复杂的工艺流程,保护膜制备过程中生产成本低,结构稳定性高。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
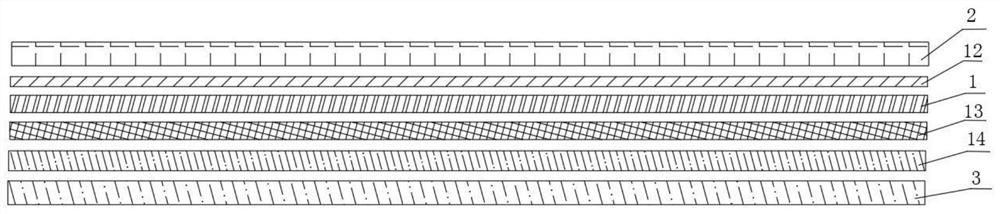
图1为本发明的一种不易残胶破坏力小的漆面膜的层结构示意图;
图2为本发明的一种不易残胶破坏力小的漆面膜的生产设备的结构图;
附图中,各标号所代表的部件列表如下:
1-涂层薄膜,101-涂层薄膜放卷机构,102-第一传输辊,103-第二传输辊,2-低粘涂层,201-剥离膜放卷机构,202-第一张紧机构,3-基膜层,301-基膜卷绕机构,4-第一复合涂布机构,401-第一橡胶辊,402-第一金属网纹辊,5-第二复合涂布机构,501-第二金属网纹辊,502-第二橡胶辊,6-第一复合机构,601-第一压合辊,602-第二压合辊,7-第二复合机构,701-第三压合辊,702-第四压合辊,8-磁控溅射镀膜机,9-第三烘箱,10-第四烘箱,11-收卷机构,12-低粘涂层,13-磁控溅射金属镀膜,14-涂胶层,15-第一烘箱,16-第二烘箱,17-电晕机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“上部”、“下部”、“厚度”、“自上而下”、“平行设置”、“末端”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
请参阅图1所示,本发明的一种不易残胶破坏力小的漆面膜,包括涂层薄膜1;
涂层薄膜1上部通过低粘涂层12粘黏有剥离膜2;涂层薄膜1的下部通过磁控溅射方式复合有磁控溅射金属镀膜13,磁控溅射金属镀膜13下部通过涂胶层14复合有基膜层3;涂层薄膜1采用厚度为5-8μm的高精度、高平整度、光学级的pet薄膜;所述低粘涂层2采用厚度为6-10μm的亚克力胶低粘涂层或丙烯酸低粘胶涂层;剥离膜3采用厚度为30-60μm的麦拉膜或离型膜。
其中,涂层薄膜1采用高精度、高平整度、光学级的pet薄膜;低粘涂层2采用亚克力胶低粘涂层或丙烯酸低粘胶涂层,低粘涂层2用于粘附于玻璃面板上,低粘涂层2与玻璃面板之间的粘着力为15~30(g/25mm);剥离膜3采用麦拉膜或离型膜,剥离膜3与低粘涂层2之间的粘着力为2~3(g/25mm);低粘涂层2与涂层薄膜1之间的粘着力为800~1000(g/25mm);涂胶层5采用弹性体型压敏胶或树脂型压敏胶,涂胶层5与磁控溅射金属镀膜4以及基膜层6之间的粘着力为800~1200(g/25mm);涂胶层5厚度为5-8μm;基膜层6采用高性能聚氨酯TPU膜、PE膜、PP膜、PVC膜或PET膜中任意一种膜,或由多种复合形成的产品膜;本优选实施例采用高性能聚氨酯TPU膜。
其中,磁控溅射金属镀膜4所采用的金属为铝、铜、铬、钛、镍铬合金、氧化锌、氧化锡、氧化钛、氮化钛、氮化铬中一种或多种混合。
如图2所示,本发明的一种不易残胶破坏力小的漆面膜的生产设备,包括自上而下设置的用于卷绕剥离膜2的剥离膜放卷机构201、用于卷绕涂层薄膜1的涂层薄膜放卷机构101、用于卷绕基膜层3的基膜卷绕机构301;
剥离膜2经第一张紧机构202进入第一复合涂布机构4进行涂胶;涂层薄膜1经平行设置的第一传输辊102和第二传输辊103进行传动,第一传输辊102与第二传输辊103之间设置有对涂层薄膜1下表面进行磁控溅射金属镀膜的磁控溅射镀膜机8,涂层薄膜1穿过磁控溅射镀膜机8与涂胶后的剥离膜2并入至第一复合机构6上进行复合;
基膜层3经第二复合涂布机构5进行涂胶,涂胶后的基膜层3与复合后的剥离膜2、涂层薄膜1形成的复合层于第二复合机构7上进行复合,形成的复合层由末端的收卷机构11进行收卷。
其中,第二传输辊103与第一复合机构6之间设置有电晕机17,涂层薄膜1上部与低粘涂层12相对的面采用电晕机17进行电晕磁化处理,利用高频率高电压在被处理的低粘涂层12上表面电晕放电,而产生低温等离子体,使低粘涂层12上表面产生游离基反应而使聚合物发生交联,低粘涂层12表面变粗糙并增加其对极性溶剂的润湿性,这些离子体由电击和渗透进入被印体的表面破坏其分子结构,进而将被处理的表面分子氧化和极化,离子电击侵蚀表面,以致增加承印物表面的附着能力。
其中,第一复合涂布机构4与第一复合机构6之间设置有第一烘箱15,第二复合涂布机构5与第二复合机构7之间设置有第二烘箱16,第一复合机构6与第二复合机构7之间设置有第三烘箱9,第二复合机构7与收卷机构11之间设置有第四烘箱10。
其中,第一复合涂布机构4包括用于涂胶的300目的且呈相向滚动的第一金属网纹辊402以及第一橡胶辊401,剥离膜2穿过第一金属网纹辊402与第一橡胶辊401之间。
其中,第二复合涂布机构5包括350目的且呈相向滚动的用于涂胶的第二金属网纹辊501以及第二橡胶辊502,基膜层3穿过第二金属网纹辊501与第二橡胶辊502之间。
其中,第一复合机构6包括相向滚动的第一压合辊601和第二压合辊602。
其中,第二复合机构7包括相向滚动的第三压合辊701和第四压合辊702。
一种不易残胶破坏力小的漆面膜的生产方法,包括如下步骤:
S01、在剥离膜2底部通过第一复合涂布机构4涂覆一层低粘涂层12,并通过第一烘箱15进行烘干,蒸发掉低粘涂层12中的部分水分,烘干温度为60-80℃;
S02、在涂层薄膜1上表面通过磁控溅射镀膜机8溅射一层磁控溅射金属镀膜13;
S03、由第一复合机构6通过压合的方式将涂覆有低粘涂层12的剥离膜2与表面磁控溅射有磁控溅射金属镀膜13进行冷压合,然后由第三烘箱9以50-60℃温度进行定型和进一步烘干;
S04、在基膜层3上表面通过第二复合涂布机构5涂覆一层涂胶层14,并通过第二烘箱16进行烘干,蒸发掉涂胶层14中的部分水分,烘干温度为60-80℃;
S05、将S03步骤所得的经进一步烘干后的复合膜与S04步骤所得的经涂覆涂胶层14并烘干后的基膜层3在第二复合机构7内进行冷压压合,然后由第四烘箱10以20-30℃温度进行进一步定型和烘干,最终由收卷机构11进行收卷,即完成本保护膜的生产。
有益效果:
1、本发明在基膜层上通过涂胶层复合带有磁控溅射金属镀膜层的高精度、高平整度、光学级的pet薄膜,并通过低粘涂层设置剥离膜,金属化膜和磁控溅射金属镀膜层的设置使保护膜具有耐磨、耐高温、表面硬度高、韧性强的优良特性,能够对玻璃进行很好的保护,且与玻璃板的粘着力适中,能够轻易从玻璃板上撕除且无残胶。
2、本发明的低粘涂层的结构和设置能够使剥离膜很容易的剥离,与玻璃面板的粘着力适宜,并且金属化膜和磁控溅射金属镀膜层与基膜层的层与层之间粘着力高;采用电晕磁化的方式,增加承印物表面的附着能力,能够轻易从玻璃板上撕除且无残胶,并且金属化膜和磁控溅射金属镀膜层与基膜层的层与层之间粘着力高,提高了整体保护膜的强度和使用寿命。
3、本发明的不易残胶保护膜生产设备结构简单,无需复杂的工艺流程,保护膜制备过程中生产成本低,结构稳定性高。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种不易残胶破坏力小的漆面膜及其生产设备和方法
- 一种不易焦烧的贴合法耐油鞋用小底胶