防粘附导热管及制造方法
文献发布时间:2023-06-19 12:27:31
技术领域
本发明涉及的是一种导热管,具体是一种防粘附导热管。
背景技术
现在市场上滚筒干燥仓和换热装置中使用的导热管多是金属管制作的,高粘度的物料或湿气中的粉尘极易粘附在导热管上,粘附有物料颗粒的导热管很难对物料进行导热换热操作,导热管的导热换热效率低,影响物料的干燥效果和热能的换热效果。
参见百度百科‘不粘锅’词条内容:不粘锅的不粘涂层有一个先天缺陷,就是它的结合强度不高,不粘锅不是完全覆盖聚四氟乙烯的不粘涂层,总有些部位裸露着金属表面。酸性物质容易腐蚀金属机体,锅的金属机体一旦被腐蚀就会膨胀,从而把涂层涨开,导致涂层大面积脱落。不粘锅的不粘涂层主要用于防粘,只是喷了薄薄一层,再加上结合不牢靠,用铁铲炒菜是肯定不行的;不粘涂层易被铁铲磨掉了,不粘涂层的不粘附性马上就没有了。
为解决上述的导热管的粘管缺点,大家借鉴不粘锅的不粘涂层技术,采用热喷涂或化学粘涂在导热管上直接喷涂或涂敷不粘涂料制作不粘涂层。导热管开始使用时的不粘涂层的不粘附性能很好,但是过不了多长时间,导热管上的不粘涂料(犹如被铁铲磨掉)就被大颗粒物料的冲击磨掉,或因金属的腐蚀膨胀造成不粘涂层大面积脱离,导热管的不粘附性马上就没有了,影响热能的导热换热效果。
发明内容
本发明要解决的问题是克服现有导热管存在的不足,提供一种防粘附导热管。
为了到达上述目的,本发明通过下述技术方案实现的:一种防粘附导热管包括金属管,金属丝网,不粘涂层。
所述的金属管是圆管状,或者是方管状,或者是板状的。
所述的金属管的直径是10~58mm,壁厚是0.1~2mm,长度为800~40000mm。制作好的防粘附导热管可以根据需要的尺寸进行切割使用。
所述的金属丝网是由金属丝编织而成,金属丝的直径是0.03~0.5mm。
金属丝网的宽度是10~80mm,长度根据金属管的长度进行所需长度而裁剪使用;金属丝网的网孔的长度是0.5~5mm,宽度是0.5~5mm。
所述的金属丝是钢丝,或者是铜丝,或者是不锈钢丝,或者是铝丝。
不粘涂料通过采用热喷涂或化学粘涂技术,将不粘涂料通过喷涂或涂抹在金属管和金属丝网上后形成了不粘涂层。本申请使用的不粘涂料根据产品要求选用市场上陶瓷、特氟龙、聚四氟乙烯树脂等合适的不粘涂料,制作不粘涂层的热喷涂或化学粘涂技术是市场上成熟技术,本申请就不详细介绍了。
一种防粘附导热管的制造方法包括如下步骤:
步骤一、将金属管管面进行处理:涂层前对金属管进行表面除油除垢、打磨喷砂等加工处理,增加金属管管面的粗糙度和加大附着力,从而加大不粘涂层和金属管之间的附着牢度。
步骤二、金属丝网固定在金属管上:将金属丝网一端通过另外备用的一根金属丝捆绑固定在金属管一端上后,顺着金属管将金属丝网平整地缠绕在金属管上,下一圈金属丝网的上边挨着上一圈金属丝网的下边,金属丝网依次旋转缠绕在金属管上,金属丝网缠绕到金属管另一端后,将金属丝网的另一端通过另外备用的一根金属丝捆绑固定在金属管上,缠绕在金属管上的金属丝网和金属管贴合固定为一体。
金属丝网缠绕固定贴在在金属管上,由于金属丝网中交叉编织的金属丝的结构位置不同,有的金属丝贴在金属管上,有的金属丝没有贴在金属管上。
步骤三、喷涂不粘涂料:采用热喷涂或化学粘涂技术,在对缠绕金属丝网后的金属管管面上喷涂或涂敷不粘涂料,不粘涂料覆盖着金属丝网和金属管管面,不粘涂料填充了金属丝没有贴在金属管之间的空隙,使得金属管管面和金属丝网上涂覆有不粘涂层,金属丝网是不粘涂层中的“架立钢筋”,金属丝网将不粘涂层与金属管固定为一体;不粘涂层的厚度是0.015~0.1mm。
金属管管面的粗糙度加大不粘涂层和金属管之间的附着牢度,网孔内的不粘涂层在金属丝网的金属丝的固定作用下。不粘涂层在金属丝网和金属管的双重作用下,金属丝网、不粘涂层和金属管三者固定为一体,增大了不粘涂层和金属管的结合强度。
金属丝网的金属丝突出在金属管管面上,呈凸状金属丝造成了金属管管面是高低凹凸不平的。金属丝网的网孔内的不粘涂层面是凹面的,网孔内的不粘涂层在金属丝网的金属丝的固定作用下,增大了不粘涂层和金属管的结合强度,不粘涂层不易被物料磨掉,延长了不粘涂层的不粘性的使用时间。
大颗粒物料产生的冲击力大,直接冲击(犹如被铁铲磨掉)不粘涂层的掉层脱落。小颗粒物料的直径小于金属丝网的网孔,小颗粒物料产生的冲击力小,对不粘涂层的冲击破坏性不大。
大颗粒物料的直径大于金属丝网的网孔大小时,大颗粒物料向金属丝网网孔内的不粘涂层进行快速冲击,大颗粒物料产生的冲击力通过金属丝网传导在金属管上,大颗粒物料(犹如被铁铲磨掉)产生的冲击力不会对不粘涂层造成损害。大颗粒物料会被网孔边的金属丝阻挡,大颗粒物料碰不到不粘涂层,避免了网孔内不粘涂层被大颗粒物料冲击掉层脱落。
金属丝网网孔内的不粘涂层在金属丝网的固定作用下,网孔内的不粘涂层因金属的腐蚀膨胀仅仅造成网孔内的不粘涂层小面积脱离,不会造成金属管上的不粘涂层大范围大面积的脱离。
本申请的防粘附导热管的管面上不易粘附物料,携带热能或冷能的导热介质在导热管管内通过没有粘附物的导热管管体对热能进行导热换热的效率高,提高了导热管内的导热介质携带热能的传导速度,加快了粘性物料的干燥效果和热能的换热效果。
本发明与现有导热管相比有如下有益效果:一种防粘附导热管包括金属管,金属丝网,不粘涂层。对缠绕金属丝网后的金属管表面进行喷涂不粘涂料,不粘涂料填充了金属丝没有贴在金属管之间的空隙,使得金属管管面和金属丝网上涂覆有不粘涂层,金属丝网是不粘涂层中的“架立钢筋”,金属丝网将不粘涂层与金属管固定为一体,金属丝网网孔内的不粘涂层在金属丝网的金属丝的固定作用下,增大了不粘涂层和金属管的结合强度,不粘涂层不易被物料磨掉,延长了不粘涂层的不粘性的使用时间,没有粘附物的导热管对热能进行导热换热的效率高,提高了干燥效果和热能的换热效果。
附图说明:
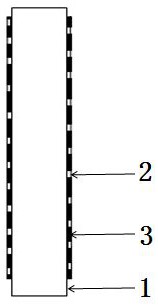
图1、为本发明防粘附导热管的结构示意图;
图2、为本发明防粘附导热管的结构效果图。
图中:1、金属管,2、金属丝,3、不粘涂层,4、凹面。
具体实施方式:
下面结合附图和实施例对本发明做进一步的说明。
实施例:
如图1,图2所示的一种防粘附导热管包括金属管1,金属丝网,不粘涂层3。
所述的金属管1是圆管。
所述的金属管1的直径是32mm,壁厚是0.2mm,长度为38000mm。
所述的金属丝网是金属丝2编织而成,金属丝2是不锈钢丝。金属丝2的直径是0.06mm。
所述的金属丝网的宽度是15mm,长度根据金属管1的长度进行所需长度而裁剪使用,金属丝网的网孔长度是2mm,宽度是1mm。
如图2所示的金属丝网中交叉编织的金属丝2结构位置不同,有的金属丝2贴在金属管1上,有的金属丝2没有贴在金属管1上。
一种防粘附导热管的制造方法包括如下步骤:
步骤一、涂层前对金属管1进行表面除油垢、打磨。
步骤二、金属丝网缠绕贴合在金属管1上,金属丝网和金属管1贴合固定为一体。
步骤三、对缠绕金属丝网后的金属管1管面上喷涂不粘涂料,不粘涂料填充了金属丝2没有贴在金属管1之间的空隙,使得金属管1管面和金属丝网上涂覆有不粘涂层3。不粘涂层3的厚度是0.02mm。
所述的金属丝网是不粘涂层3中的“架立钢筋”,金属丝网网孔内的不粘涂层3在金属丝网的金属丝2的固定作用下,金属丝网将不粘涂层3与金属管1固定为一体,金属丝网增大了不粘涂层3和金属管1的结合强度。
金属丝网的网孔内的不粘涂层3面是凹面4的,不粘涂层3在金属丝网的金属丝2的固定作用下,网孔内不粘涂层3不易被物料磨掉,延长了不粘涂层3不粘性的使用时间。
以上实施例只是用于帮助理解本发明的制作方法及其核心思想,具体实施不局限于上述具体的实施方式,本领域的技术人员从上述构思出发,不经过创造性的劳动,所做出的变化,均落在本发明的保护范围。
- 防粘附导热管及制造方法
- 一种高导热橡胶软管及其制造方法