一种抛钢后钢板速度的控制方法及装置
文献发布时间:2023-06-19 13:30:50
技术领域
本申请涉及冶金自动化控制技术领域,尤其涉及一种抛钢后钢板速度的控制方法及装置。
背景技术
为了提高钢板产品的质量,在精轧机后添加了预矫环节,采用预矫直机对钢板板形进行修正。但是,预矫直机从设备安全角度要求钢板需要以预设的咬入速度v
目前,对于抛钢后钢板先提速再降速到0.5米/秒的过程,最普遍的控制方式是:根据最大速度v
这种控制方式对于短板而言是合适的,但是对于长板来说,精轧机以固定速度抛钢后,钢板尾部离开精轧机,整个钢板完全进入辊道,此时钢板头部距离降速光栅较近,当钢板头部到达降速光栅位置时,钢板的速度并未达到最大速度v
发明内容
本申请提供了一种抛钢后钢板速度的控制方法及装置,以解决现有的抛钢后钢板速度的控制方法中,对于长板来说,到达预矫直机的时间长,减缓了轧钢节奏,从而影响了轧钢效率的问题。
第一方面,本申请提供了一种抛钢后钢板速度的控制方法,包括:
根据钢板的实时速度v
获取钢板的头部物理位置P
判断钢板头部与预矫直机之间的距离L是否小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L大于最小减速距离S
一些实施例中,所述最小减速距离S
一些实施例中,获取钢板的头部物理位置P
一些实施例中,所述采用影子跟踪法定位钢板的头部物理位置P
一些实施例中,钢板头部与预矫直机之间的距离L的计算公式为L=|P
第二方面,本申请还提供了一种抛钢后钢板速度的控制装置,包括:精轧机、辊道、预矫直机以及PLC控制器,其中,所述PLC控制器被配置为:
根据钢板的实时速度v
获取钢板的头部物理位置P
判断钢板头部与预矫直机之间的距离L是否小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L大于最小减速距离S
一些实施例中,所述辊道上设有数个修正光栅,所述修正光栅用于修正钢板的头部物理位置。
本申请提供了一种抛钢后钢板速度的控制方法及装置,根据钢板实际速度与位置进行在线调节降速点,在确保可满足咬入速度v
本申请的抛钢后钢板速度的控制方法及装置克服了精轧机抛钢后,将钢板传输至预矫直机过程中,无论是轧制的长板还是轧制的短板都是在固定位置进行减速,导致长板传输时间过长,从而影响了轧制效率的问题。本申请的抛钢后钢板速度的控制方法及装置加快了精轧机抛钢后长板的传输速度,提高生产效率,从而达到提高产量的目的,具有较好的推广性。
附图说明
为了更清楚地说明本申请的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
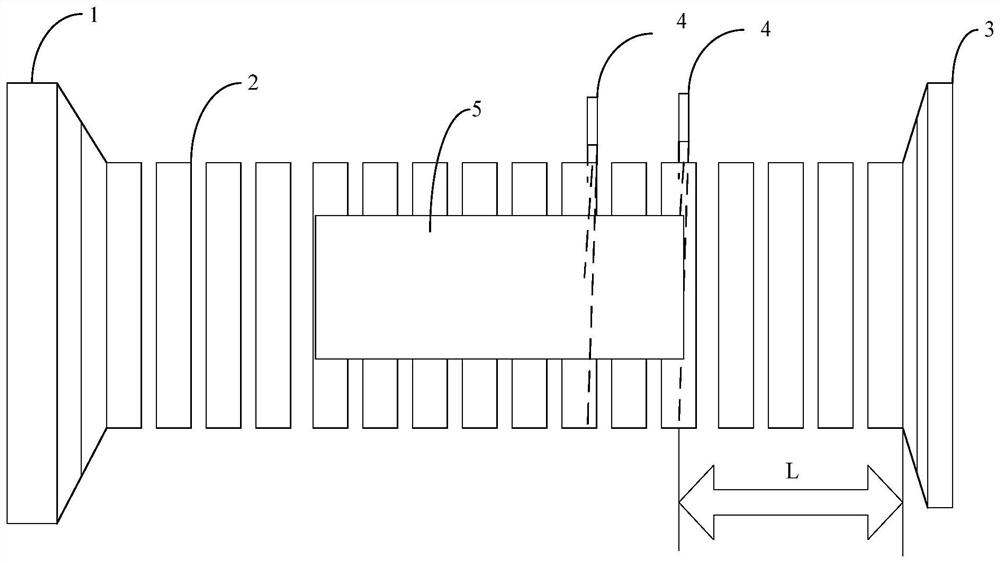
图1为本申请抛钢后钢板速度的控制装置的结构示意图。
图2为抛钢过程的运动示意图。
图1-2中的标号分别表示为:1-精轧机,2-辊道,3-预矫直机,4-修正光栅,5-钢板,6-降速光栅。
具体实施方式
现有的抛钢后钢板速度的控制方法中,精轧机抛钢后、传输至预矫直机过程中,无论是轧制的长板还是轧制的短板,都在固定位置进行减速,对于长板来说,加速时间短,传输时间过长,影响了轧制效率的问题。针对上述问题,本申请提供一种抛钢后钢板速度的控制方法及装置,根据钢板实际速度与位置进行在线调节降速点,加快了精轧机后长板的传输速度,提高生产效率,从而达到提高产量的目的。
本申请的抛钢后钢板速度的控制方法,具体包括以下步骤。
步骤S100,根据钢板的实时速度v
本实例中,所述最小减速距离S
应当说明,钢板的实时速度v
步骤S200,获取钢板的头部物理位置P
在此对物理位置进行说明,取运行设备上的一点作为参考原点,测量设备上的其他位置到参考原点上的距离,所得的距离即为物理位置。参考原点的选取可根据实际需要进行调整,实际应用时,一般选择钢板运动的起点作为参考原点,例如,本实例中,将辊道上与精轧机连接端处的中点作为参考原点,则钢板的头部物理位置P
本实例中,获取钢板的头部物理位置P
在实际运行过程中,钢板常因辊道打滑等外部原因,导致钢板实际的头部位置与通过影子跟踪法定位的头部位置存在偏差,为提高钢板的头部物理位置P
本实例中,修正的具体过程为,每个修正光栅对应一预设的物理位置,当修正光栅检测到钢板头部时,则将修正光栅的物理位置直接赋给钢板的头部物理位置P
本实例中,钢板头部与预矫直机之间的距离L的计算公式为L=|P
步骤S300,判断钢板头部与预矫直机之间的距离L是否小于或等于最小减速距离S
步骤S310,若钢板头部与预矫直机之间的距离L小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L等于最小减速距离S
若钢板头部与预矫直机之间的距离L小于最小减速距离Si,说明此时钢板头部与预矫直机之间的距离L不足够钢板将速度减至咬入速度v
因此,对于上述两者情况,不能再对钢板实时加速程序,均需要立马更改为减速程序。
步骤S320,若钢板头部与预矫直机之间的距离L大于最小减速距离S
若钢板头部与预矫直机之间的距离L大于最小减速距离S
对于抛钢后钢板先提速再降速、最终运动至预矫直机的过程,现有技术的控制方式是:根据最大速度v
理想状态下,当钢板到达降速光栅时,钢板已加速至最大速度v
为说明本申请的抛钢后钢板速度的控制方法相较于现有方法具有更快的传输速率,以下将通过一具体的实例说明采用两种方法具体在传输钢板过程中需要的时间,为便于理解,结合图2进行说明。
从抛钢起至进入预矫直机,对于提高这段工艺的效率,则应当尽量使钢板到达预矫直机使用较少时间。以下将通过本申请方法与现有技术方法,分别计算钢板到达预矫直机所需时间。考虑到不论是本申请,还是现有技术,在到达安全减速距离D(安全减速距离D为钢板已加速至最大速度v
对于短板(一般是指长度小于10米板材),采用本申请或现有方法,运动过程相似,均在安全减速距离D处开始减速。例如,v
对于长板,在现有技术中,钢板运动至安全减速距离D初始位置时,钢板并未达到最大速度v
对于长板,本申请中,钢板运动至安全减速距离D初始位置时,v
通过比较,可明显的得到,本申请钢板从抛钢后到进入预矫直机所需要的时间较少,因此,具有较高的效率。
本申请还提供一种抛钢后钢板速度的控制装置,如图1所示,本申请抛钢后钢板速度的控制装置包括:精轧机1、辊道2、预矫直机3以及PLC控制器(图中未画出),其中,所述PLC控制器被配置为:
根据钢板5的实时速度v
获取钢板的头部物理位置P
判断钢板头部与预矫直机之间的距离L是否小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L小于或等于最小减速距离S
若钢板头部与预矫直机之间的距离L大于最小减速距离S
另外,所述辊道上设有数个修正光栅4,所述修正光栅用于修正钢板的头部物理位置。应当说明,本领领域技术人员可根据实际需要设置修正光栅的数量与设置位置,例如设置2个修正光栅,第一修正光栅位于距离预矫直机D米处,第二修正光栅位于第一修正光栅与预矫直机之间,其均属于本申请的保护范围。
本申请提供了一种抛钢后钢板速度的控制方法及装置,根据钢板实际速度与位置进行在线调节降速点,在确保可满足咬入速度v
本申请的抛钢后钢板速度的控制方法及装置克服了精轧机抛钢后,将钢板传输至预矫直机过程中,无论是轧制的长板还是轧制的短板都是在固定位置进行减速,导致长板传输时间过长,从而影响了轧制效率的问题。本申请的抛钢后钢板速度的控制方法及装置加快了精轧机抛钢后长板的传输速度,提高生产效率,从而达到提高产量的目的,具有较好的推广性。
以上所述为本发明最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本发明的保护范围以权利要求的内容为准,任何基于本发明的技术启示而进行的等效变换,也在本发明的保护范围之内。
- 一种抛钢后钢板速度的控制方法及装置
- 一种热连轧机精轧抛钢速度的控制方法