一种基于NC点阵的工件检具平台及柔性自动测量系统
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及汽车制造技术领域,特别是涉及一种基于NC点阵的工件检具平台及柔性自动测量系统。
背景技术
尺寸精度测量是白车身质量管理的重要内容,从研发到量产,都需要对冲压件、焊接分件、车身总成等各层级工件状态按规定频次进行尺寸精度测量,累积数据分析评价尺寸精度符合性。其中,对冲压件和焊接分件的测量,需要检测功能点、线、面与理论模型的符合程度,包括定位孔、定位面;焊接搭接面、涂胶面及各配合面;内外板结合或扭转断面;装配孔的孔位及孔径;零件轮廓线及整体零件形状。对车身总成的测量,需要检测车身的功能点、线、面与理论模型的符合程度,包括工艺定位孔、定位面;零部件装配孔、装配面;尺寸技术规范(Dimensional Technical Specification,简称DTS)定义相关的轮廓线、面。
目前,对冲压件、焊接分件和车身进行测量时,通常采用与被测工件形状、轮廓相对应的偏置体作为检具,检测功能点、线、面与理论模型的符合程度。但是,检具通用性差,通常一个工件需要一套专用检具,一个车身自制冲压件检具投资约240万元,自制焊接件检具约180万元,多个车型需要累积投资检具。并且,检具体型大,占地面积(含作业空间)约为零件投影面积+4㎡,一个车身自制冲压件检具总占地≈170㎡,现生产检具已累积占地398㎡。
发明内容
鉴于以上问题,本发明的目的是提供一种基于NC点阵的工件检具平台及柔性自动测量系统,以解决现有检具通用性差、累积投资大、占地面积大的问题。
为了实现上述目的,本发明采用以下技术方案:
本发明的一个方面是提供一种基于NC点阵的工件检具平台,包括基准底座和多个数控单元,多个所述数控单元在所述基准底座上呈阵列排列;每个所述数控单元均包括数控定位模块和插接式定位单元,所述数控定位模块设置在所述基准底座上,所述插接式定位单元插接在所述数控定位模块的顶部,构成一个用于固定待测工件的定位点或定位面。
优选地,所述数控定位模块的顶部设置有插接口,所述插接式定位单元包括定位块和压紧块,所述定位块的底部固定在所述插接口中,所述压紧块压合在所述定位块的顶部,所述待测工件固定于所述压紧块与所述定位块之间,所述压紧块具有磁性。
优选地,所述数控单元的第一定位基准点位于所述数控定位模块的顶部,所述数控单元的第二定位基准点位于所述定位块的顶部,所述第一定位基准点和所述第二定位基准点之间的距离为设定距离。
优选地,所述数控定位模块的顶部设置有插接口,所述插接式定位单元包括定位销,所述定位销的底部固定在所述插接口中,所述定位销的顶部用于穿过所述待测工件的通孔。
优选地,所述工件检具平台还包括多个基准球,多个所述基准球均安装在所述基准底座上,多个所述基准球分布于待测区域的边缘。
优选地,所述插接式定位单元与所述数控定位模块螺纹连接。
本发明的另一个方面是提供一种柔性自动测量系统,包括控制系统、导轨、测量机器人和测量区,所述导轨设置于所述测量区的两侧,每个所述导轨上各安装有一个所述测量机器人,所述测量机器人沿所述导轨可移动,所述测量区内设置有如上所述的基于NC点阵的工件检具平台,待测工件放置于所述工件检具平台上;所述测量机器人和多个数控单元均与所述控制系统电信号连接,所述控制系统控制多个所述数控单元在基准底座上移动,所述控制系统控制所述测量机器人在所述导轨上移动,且所述控制系统控制所述测量机器人对所述待测工件进行测量。
优选地,所述测量区包括柔性件测量区和刚性件测量区,所述柔性件测量区和所述刚性件测量区内各设置有一个所述工件检具平台。
优选地,所述柔性件测量区内的所述工件检具平台包括12个数控单元,所述刚性件测量区内的所述工件检具平台包括四个数控单元。
优选地,所述柔性件测量区和所述刚性件测量区的交界处间隔设置有多个基准球。
本发明实施例一种基于NC点阵的工件检具平台及柔性自动测量系统与现有技术相比,其有益效果在于:
本发明实施例的基于NC点阵的工件检具平台在基准底座上阵列排列多个数控单元对待测工件进行定位固定,一方面,多个数控单元的排列形式与待测工件相匹配,方便对不同的待测工件进行定位;另一方面,每个数控单元上的插接式定位单元与数控定位模块采用插接的连接方式,便于根据待测工件的不同对插接式定位单元进行更换,使得数控单元可以对不同的待测工件进行夹紧定位,从而使得工件检具平台适用于对多种待测工件进行定位夹紧,增强工件检具平台的通用性,且减小了检具的体型和占地面积,节约投资成本。并且,由于插接式定位单元可以构成定位点或定位面,使得数控单元可以对待测工件的面或孔等进行定位固定,增强通用性。并且,由于本发明的工件检具平台通用性较强,无需每个待测工件均配备一套专用检具,从而可以进一步减少工件检具的占用空间,且无需累积投资。
本发明实施例的柔性自动测量系统利用基于NC点阵的工件检具平台对待测工件进行测量,可以适用于不同待测工件,既包括冲压件等柔性件,又包括焊接分件、白车身等刚性件,扩大了适用范围。
附图说明
图1是本发明实施例所述基于NC点阵的工件检具平台的结构示意图;
图2是本发明实施例所述数控单元的三维结构示意图一;
图3是图2中数控单元的主视示意图;
图4是图2中插接式定位单元的主视示意图;
图5是图2中插接式定位单元的侧视示意图;
图6是本发明实施例所述数控单元的三维结构示意图二;
图7是图6中数控单元的主视示意图;
图8是图6中插接式定位单元的主视示意图;
图9是图6中插接式定位单元的侧视示意图;
图10是本发明所述基于NC点阵的工件检具平台的空置状态示意图;
图11是本发明所述基于NC点阵的工件检具平台定位后围外板的状态示意图;
图12是本发明所述基于NC点阵的工件检具平台定位前顶外板的状态示意图;
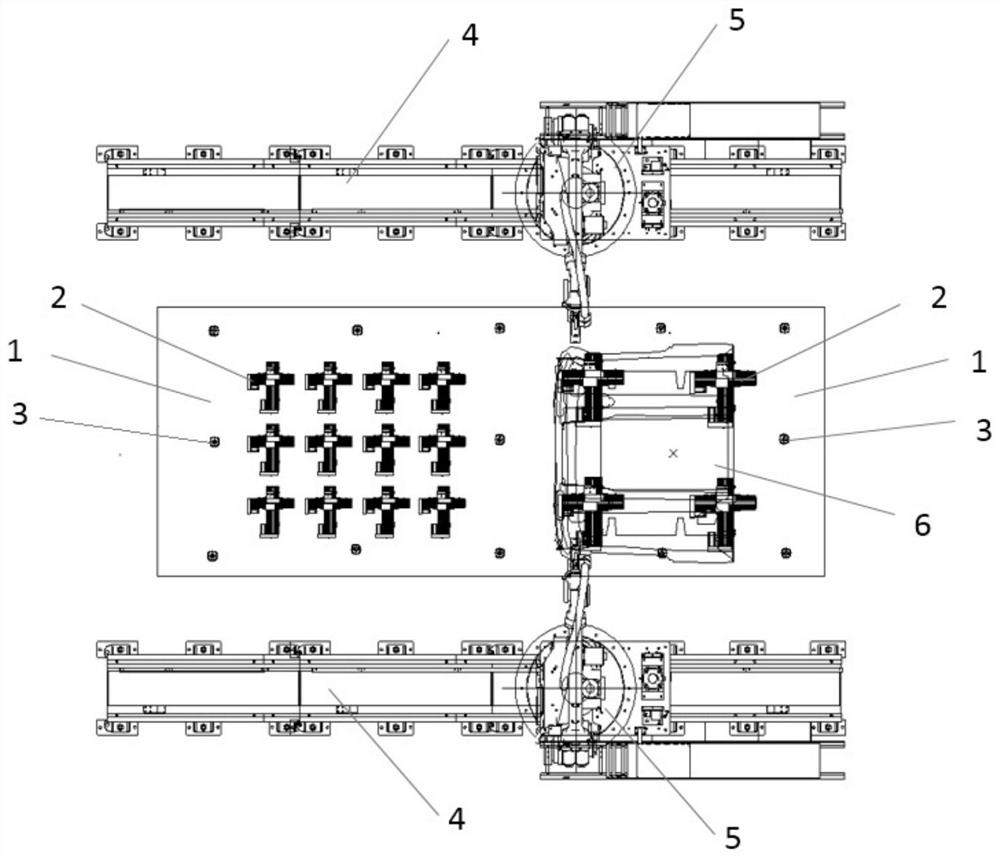
图13是本发明实施例所述柔性自动测量系统的构成示意图;
图中,1、基准底座;2、数控单元;21、数控定位模块;22、压紧块;23、定位块;24、插接连接件;25、蝶形锁紧螺母;26、定位销;3、基准球;4、导轨;5、测量机器人;6、待测工件;61、后围外板;62、前顶外板。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
如图1,本发明实施例优选实施例的一种基于NC点阵的工件检具平台,包括基准底座1和多个数控(Numerical Control,NC)单元,多个所述数控单元2(简称NC单元)在所述基准底座1上呈阵列排列,多个数控单元2的阵列排列方式由待测工件6的形状确定,通过多个数控单元2在多个定位点对待测工件6进行夹紧定位,通过变换多个数控单元2的定位坐标位置,使得该工件检具平台适用于多种不同形式的待测工件6。
如图2-图5所示,所述数控单元2包括数控定位模块21和插接式定位单元,数控定位模块21的顶部设置有插接连接件24,插接式定位单元与插接连接件24插接连接。插接连接件24包括连接框架和连接板,连接板与连接框架固定,连接板上设置有插接口,插接式定位单元固定在插接口中。插接式定位单元包括压紧块22和定位块23,所述定位块23的底部固定在所述数控定位模块21的顶部的插接连接件24(数控模块端)的插接口中,定位块23的顶部构成定位面,所述压紧块22压合在所述定位块23的顶部,将待测工件6固定于所述压紧块22与所述定位块23之间,实现对待测工件6的定位固定。通过定位块23与数控定位模块21的插接连接方式,使得定位块23可快速插接切换,以适用于不同形式的待测工件6或同一待测工件6的不同测量部位,便于对待测工件6进行夹紧定位。优选地,定位块23与插接连接件24通过蝶形锁紧螺母25固定。如图4和图5所示,定位块23的底部穿过连接板上的插接口,蝶形锁紧螺母25将定位块23与连接板固定。其中,插接口为标准插接口,蝶形锁紧螺母25为标准件,方便快速拆装,插接口有防转结构设计。
本实施例中,所述压紧块22具有磁性。磁性压紧块22用于提供压紧力,满足检具夹紧力的要求。利用压紧块22的磁性提供压紧力,方便使用。
本实施例中,所述数控单元2的第一定位基准点位于所述数控定位模块21的顶部,具体为连接板上,所述数控单元2的第二定位基准点位于所述定位块23的顶部的定位面上,所述第一定位基准点和所述第二定位基准点之间的距离为设定距离,该设定距离根据定位块23的高度确定。第一定位基准点的位置可通过数控定位模块21进行定位确定,并由于第一定位基准点和第二定位基准点相差设定距离,因此,确定第一定位基准点即可以确定第二定位基准点的位置。因此,可以通过数控定位模块21对第二定位基准点的位置进行间接控制。并且,由于第一定位基准点可以在一定空间范围内移动,相应地,第二定位基准点可以在一定空间范围内变化,第二定位基准点的位置可以根据待测工件6的形态进行调整,所以,利用数控单元2可以对不同待测工件6进行柔性定位、夹紧。需要说明的是,第一定位基准点即为数控定位模块21向待测工件6提供的定位支撑点。
需要说明的是,对第一定位基准点位置、第二定位基准点位置的调整均包括水平位置和竖直位置。
本发明中,插接式定位单元的形式根据待测工件6的具体形态设计,为1个或若干个待测工件6使用。对于待测工件6的不同定位位置,插接式定位单元的形式可不同。如图6-图9所示,插接式定位单元包括定位销26,定位销26的底部固定在插接连接件24的插接口中,定位销26的顶部构成定位点,用于穿过待测工件6的通孔,使得待测工件6与定位销26固定。优选地,定位销26与插接连接件24通过蝶形锁紧螺母25固定。如图8和图9所示,定位销26的底部穿过连接板上的插接口,蝶形锁紧螺母25将定位销26与连接板固定。其中,插接口为标准插接口,蝶形锁紧螺母25为标准件,方便快速拆装,插接口有防转结构设计。
需要指出的是,对于同一个基准底座1上的多个数控单元2,根据其夹紧定位的待测工件6的部位不同,在数控定位模块21的顶部所插接的插接式定位单元的结构形式可不同。
本发明中,数控定位模块21为标准NC模块,数控定位模块21用于对待测工件6进行定位,可在一定空间范围内为待测工件6提供一个柔性的定位支撑点。本实施例中,该空间范围为400mm×400mm×400mm。需要说明的是,数控定位模块21的结构为现有技术,本发明不做详细赘述。例如,数控定位模块21包括第一水平移位模块、第二水平移位模块和竖直移位模块,利用第一水平移位模块和第二水平移位模块实现插接式定位单元在水平面上的移动定位,利用竖直移位模块实现插接式定位单元在竖直面上的移动定位。需要指出的是,在基准底座上的多个数控单元可以是独立设置的(如图1所示),同一行的数控单元2的第一水平移位模块可以相互连接,同一列的数控单元2的第二水平移位模块可以相互连接(如图10-图12所示)。
本实施例中,所述工件检具平台还包括多个基准球3,多个所述基准球3均安装在所述基准底座1上,多个所述基准球3分布于待测区域的边缘,作为测量机器人5沿导轨4移动后的基准标定,以保持整个测量系统的测量系统分析(Measurement Systems Analysis,MSA)符合标准,实现大量程、无盲区测量。
本发明中,待测工件6可以为后围外板(如图11所示)、侧围外板、侧围门框、前顶外板(如图12所示)、中顶外板等,其中,后围外板的尺寸最大、定位点最多,设置有12个车身定位系统(Reference Points System,RPS)定位点,其它钣件(如侧围外板、侧围门框、前顶外板、中顶外板等)的定位点为6~10个,因此,基准底座1上优选设置12个数控单元2,由12个数控单元2构成的阵列可以满足所有待测工件6的定位点数需求,适用范围广泛。具体地,通过比较所有测量工件在检具平台上放置的姿态,不同测量工件的对应的定位点的相邻距离均小于800mm,由于每个数控单元2提供的定位支撑点可在400mm×400mm×400mm的空间范围内移动,因此,所有待测工件6的定位点均能分配到一个数控单元2去对应,从而使得由12个数控单元2构成的点阵可以满足所有待测工件6的定位点数需求。
如图13所示,本发明实施例提供一种柔性自动测量系统,包括控制系统、导轨4、测量机器人5和测量区;所述导轨4设置于所述测量区的两侧;每个所述导轨4上各安装有一个所述测量机器人5,所述测量机器人5沿所述导轨4可移动,利用测量机器人5对待测工件6进行测量;所述测量区内设置有如上所述的基于NC点阵的工件检具平台,待测工件6放置于所述工件检具平台上,利用工件检具平台上的多个数控单元2对待测工件6进行定位夹紧;所述测量机器人5和多个数控单元2均与所述控制系统电信号连接,所述控制系统控制多个所述数控单元2在基准底座1上移动,使得数控单元2在待测工件6的定位点对待测工件6进行夹紧定位;所述控制系统控制所述测量机器人5在所述导轨4上移动,且所述控制系统控制所述测量机器人5对所述待测工件6进行测量。进一步地,控制系统还可以接收测量机器人5的测量结果,并对测量结果进行处理和分析,得到待测工件6的尺寸精度。进一步地,控制系统对待测工件6的尺寸精度进行存储,并输出规定格式报告。
本实施例中,导轨4为机器人第七轴导轨4,以扩展测量机器人5的量程范围。
需要说明的是,本发明中,测量机器人5采用白光或激光自动拍照测量技术对待测工件6进行测量,对于测量机器人5的结构以及测量机器人5的拍照测量方式均为现有技术,本发明不做详细赘述。
本实施例中,所述测量区包括柔性件测量区和刚性件测量区,所述柔性件测量区和所述刚性件测量区内各设置有一个所述工件检具平台。通过设置的柔性件测量区和刚性件测量区对柔性件和刚性件分别进行测量。柔性件包括冲压件,刚性件包括焊接件和白车身。柔性件测量区内的多个数控单元2在基准底座1上呈阵列排列,可变换为各种不同待测工件6的定位组合方式,使得工件保持位置及形态的一致性;刚性件测量区内的多个数控单元2在基准底座1上呈阵列排列,由于刚性件的刚性较好,多个数控单元2的排列方式只需满足待测工件6位置一致性要求。本实施例中,柔性件测量区内的数控单元2的承载力与刚性件测量区内的数控单元2的承载力不同,柔性件测量区内的数控单元2的承载力小于刚性件测量区内的数控单元2的承载力。
进一步地,所述柔性件测量区内的所述工件检具平台包括12个数控单元2,12个数控单元2在基准底座1上呈阵列排列;所述刚性件测量区内的所述工件检具平台包括四个数控单元2,四个数控单元2在基准底座1上呈阵列排列。
本实施例中,导轨4的长度大于测量区的长度,使得测量区一侧的测量机器人5可以在柔性件测量区和刚性件测量区之间切换位置。进一步地,导轨4的长度可以仅涵盖柔性件测量区和刚性件测量区内待测工件6放置的空间长度,如图3中所示,只需测量机器人5的测量量程可以涵盖两个工件检具平台的测量区域即可。
本实施例中,测量区的边缘间隔设置有多个基准球3。进一步地,所述柔性件测量区和所述刚性件测量区的交界处间隔设置有多个基准球3。本实施例中,基准球3具有13个。当测量机器人5的位置移动时,利用基准球3对测量机器人5的位置进行标定,以修正柔性测量系统的测量偏差,减小误差。
本发明的工作过程为:
根据待测工件6的形态和定位点分布确定基准底座1上各个数控单元2的位置以及数控单元2中插接式定位单元的结构形式。并确定插接式定位单元中第一定位基准点的位置,从而确定各个数控单元2中第二定位基准点的位置;或者确定插接式定位单元中定位销的定位点位置。利用磁性压紧块22将待测工件6压紧在定位块23上,实现对待测工件6的夹紧定位;或者将待测工件6的通孔穿过定位销进行定位固定。利用测量机器人5对待测工件6进行测量,并将测量结果发送至控制系统,控制系统对测量结果进行处理分析得到待测工件6的尺寸精度,并对分析结果进行存储,输出规定格式报告。
综上,本发明实施例提供一种基于NC点阵的工件检具平台,其在基准底座1上阵列排列多个数控单元2对待测工件6进行定位固定,一方面,多个数控单元2的排列形式与待测工件6相匹配,方便对不同的待测工件6进行定位;另一方面,每个数控单元2上的插接式定位单元与数控定位模块21采用插接的连接方式,便于根据待测工件6的不同对插接式定位单元进行更换,使得数控单元2可以对不同的待测工件6进行夹紧定位,从而使得工件检具平台适用于对多种待测工件进行定位夹紧,增强工件检具平台的通用性,且减小了检具的体型和占地面积,节约投资成本。并且,由于本发明的工件检具平台通用性较强,无需每个待测工件均配备一套专用检具,从而可以进一步减少工件检具的占用空间。本发明实施例的柔性自动测量系统利用基于NC点阵的工件检具平台对待测工件进行测量,可以适用于不同待测工件,既包括冲压件等柔性件,又包括焊接分件、白车身等刚性件,扩大了适用范围。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
- 一种基于NC点阵的工件检具平台及柔性自动测量系统
- 一种基于图像处理确定工件坐标原点的机载自动测量系统