副车架全智能生产设备
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及副车架智能加工领域,尤其涉及一种副车架全智能生产设备。
背景技术
一种车的副车架主要由圆形的钢管制作而成,该副车架包括左纵梁、中部横梁和右纵梁,左纵梁和右纵梁的一端有一定的弯曲度,左纵梁和右纵梁的另一端上分别有一对通孔、并且端部有半圆形缺口,左纵梁和右纵梁两者相互对称,左纵梁和右纵梁上的通孔相互对称,中部横梁上有五个孔,编号为一号孔、二号孔、三号孔、四号孔、五号孔,每个孔位的位置不同,其中一号孔、二号孔为同一组,三号孔、四号孔为同一组,五号孔位于三号孔与四号孔位之间中点的对面,为加工该副车架,加工过程需经过包括折弯、钻孔、切边、切割等多道工序处理,现有的生产车间对该车架的生产采用人工加工操作,并且该副车架的左纵梁、中部横梁和右纵梁,都是单独先由工人取料,定好尺寸后对钢管进行折弯,折弯完成后对折弯好的钢管进行孔位定位,然后放入钻孔机进行钻孔,由于多道工序都是单独分开由工人手动操作,加工效率非常低,导致的误差很大,产品生产效率非常低,产生的残次品数量过多。
发明内容
本发明的目的在于提供一种能够自动进料、自动钻孔、自动切割、自动出料的副车架全智能生产设备,旨在解决对副车架加工时每个工序都需要人工操作加工,加工设备智能化程度低,产品产出率低下的问题。
本发明采用的技术方案是:一种副车架全智能生产设备,包括电气控制系统、机械臂装置、折弯装置、进料平台、第一工作平台、第二工作平台和第三工作平台以及出料平台,机械臂装置包括驱动电机、安装框架、第一机械手、第二机械手和行走轨道,行走轨道位于安装框架的正上方,第一机械手、第二机械手均向下吊装在行走轨道上,由驱动电机驱动在行走轨道上移动并可向下伸长或向上收起,驱动电机由电气控制系统控制启停;所述折弯装置、进料平台、第一工作平台、第二工作平台和第三工作平台以及出料平台,从左至右依次排列,所述安装框架将折弯装置、进料平台、第一工作平台、第二工作平台和第三工作平台以及出料平台罩在安装框架内部;
折弯装置包括底座,位于底座左下方的预进料平台,所述底座一侧向外侧凸出,在凸出部上安装有由液压驱动移动的支撑块,底座的一端竖直安装有旋转轴承,在旋转轴承上安装有可顺时针或逆时针旋转90°的旋转座,旋转座包括一个安装在在旋转轴上的旋转块和一个由液压杆推动可倾斜移动与旋转块侧部相贴合的升降块,所述旋转块一端为半圆形另一端为方形,所述支撑块与旋转块相向的侧面上设置有半圆形凹槽,所述旋转块呈半圆形的侧面以及与半圆形面相连的两个侧面上均设置有半圆形凹槽,所述升降块与旋转块相向的侧面上设置有半圆形凹槽,所述支撑块、旋转块、升降块上的半圆形凹槽大小和高度均一致,在底座上靠近旋转座的位置上设置有夹持翻转块,在底座的另一端设置有翻转电机,电机转轴与夹持翻转块之间通过一根旋转轴连接,所述夹持翻转块包括三个大小一致的圆弧形夹持块,夹持块通过气泵驱动进行缩紧或放松动作,电机驱动旋转轴带动夹持翻转块进行翻转动作;
进料平台包括副车架放置台,副车架放置台上设置三个支撑槽,分别支撑副车架的左纵梁、右纵梁和中部横梁,一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,机械手由电气控制系统控制运行;
第一工作平台包括两个支撑槽,支撑槽分别对应副车架的左纵梁和右纵梁,两个支撑槽之间设置有一个由液压杆控制的可沿顺时针方向向下翻转90度的托架,支撑槽的右外侧位置上设置有两个钻孔机,钻孔机钻头位置分别对应副车架中部横梁上的一号孔孔位和二号孔的孔位,钻孔机的钻头可伸缩,在第一工作平台的一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,钻孔机由电气控制系统控制启停;第一工作平台还包括两个分别位于左纵梁和右纵梁两端的半圆形缺口冲压装置,所述冲压装置包括基座、带半圆形缺口的外模安装在基座的端部,半圆形形状的内模用螺栓锁死在液压杆上放置于外模的半圆形缺口内,液压杆安装在基座上沿外模的半圆形缺口方向做伸缩运动,所述基座沿前后方向运动使得半圆形缺口冲压装置进出工作位置完成左纵梁和右纵梁的半圆形缺口冲压工作;
第二工作平台包括三个支撑槽,在其中一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,钻孔机由电气控制系统控制启停,第二工作平台上设置有左纵梁钻孔机、右纵梁钻孔机和三个中部横梁钻孔机,所述左纵梁钻孔机、右纵梁钻孔机的钻头位置分别对应左纵梁、右纵梁上的通孔的孔位,所述三个中部横梁钻孔机的钻头位置分别对应副车架中部横梁的三号孔、四号孔和五号孔的孔位;
第三工作平台包括三个支撑槽和两个切割装置,在其中一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,切割装置由电气控制系统控制启停,所述切割装置包括控制器、切割电机、锯盘和液压泵,控制器通过信号线与电气控制系统连接,控制器的输出端分别与切割电机、液压泵连接,锯盘安装在切割电机转轴上且锯盘部分露出第三工作平台台面,液压泵安装在第三工作平台下部,液压泵的液压推杆沿纵向方向倾斜向上,切割电机安装固定在液压泵的液压推杆端部并由液压杆推动,使得锯盘的切割路线为在纵向方向上倾斜向上切割;
出料平台包括左纵梁传送架、中部横梁传送架和右纵梁传送架,各传送架均由两根相互平行的圆形钢管通过连接杆连接构成,相互平行的圆形钢管形成倾斜向下的出料平台台面,传送架由支撑脚支撑,靠近所述第三工作平台的一端的支撑脚较高,远离第三工作平台的一端的支撑脚较矮。
本发明的进一步技术方案是:第二机械手包括四个拾取爪,其中两个拾取爪分别对应副车架的左纵梁和右纵梁,另外两个拾取爪对应副车架的中部横梁。
本发明的进一步技术方案是:所述第二机械手的拾取爪形状为两个半圆形,两个半圆可相互收紧或放松。
本发明的进一步技术方案是:拾取爪的半圆顶上部安装有探针。
本发明的进一步技术方案是:在所述钻孔机的钻头旁设置有润滑剂和冷却水喷嘴。
本发明的进一步技术方案是:所述左纵梁钻孔机、右纵梁钻孔机分别为左右对称的可同时相向钻孔的钻孔机。
本发明的进一步技术方案是:所述锯盘外设置有护罩。
本发明的进一步技术方案是:所述支撑槽上设置有扣紧装置,扣紧装置包括扣板和气动装置,气动装置控制扣板的打开或扣紧。
本发明的进一步技术方案是:第三工作平台的一侧设置有气嘴,气嘴正对副车架的一端内部,将气体从副车架内部的一端吹到另一端。
本发明的有益效果是:由于采用上述技术方案,本发明之副车架全智能生产设备在生产一种副车架时能够实现高度的自动化生产作业,极大程度上减少工作人员负担,而且左纵梁、中部横梁和右纵梁三个产品一次得出,能够有效的提高产品生产效率和质量。
附图说明
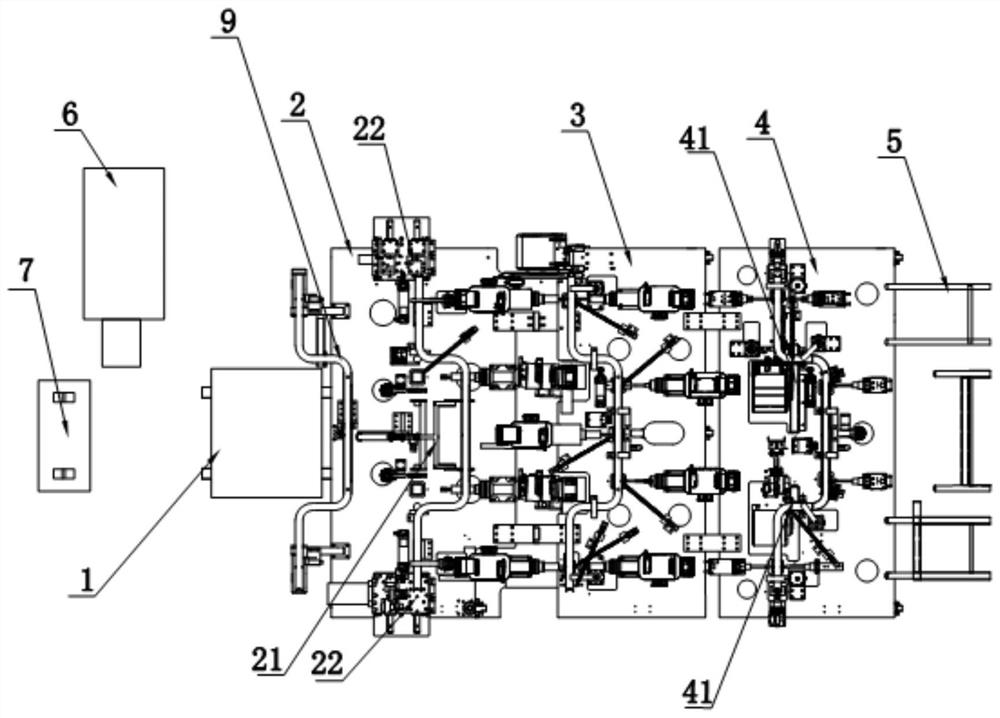
图1是本发明所述副车架全智能生产设备的结构示意图;
图2是本发明所述副车架全智能生产设备的整体示意图;
图3是本发明所述托架的结构示意图;
图4是本发明所述冲压装置的结构示意图;
图5是本发明所述折弯机的结构示意图;
图6是本发明所述折弯机的侧面结构示意图;
图7是本发明所述夹持翻转块松开状态时的结构示意图;
图8是本发明所述夹持翻转块收紧状态时的结构示意图。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步的说明。
实施例:
如图1至8所示的一种副车架全智能生产设备,包括电气控制系统10、机械臂装置8、折弯装置6、进料平台1、第一工作平台2、第二工作平台3和第三工作平台4以及出料平台5,机械臂装置8包括驱动电机81、安装框架82、两个机械手和行走轨道85,行走轨道85位于安装框架的正上方,机械手向下吊装在行走轨道85上,由驱动电机驱动在行走轨道上移动并可向下伸长或向上收起,驱动电机由电气控制系统控制启停;所述折弯装置、进料平台、第一工作平台、第二工作平台和第三工作平台以及出料平台,从左至右依次排列,所述安装框架将折弯装置、进料平台、第一工作平台、第二工作平台和第三工作平台以及出料平台罩在安装框架内部。
折弯装置包括底座61,位于底座左下方的预进料平台7,所述底座61一侧向外侧凸出,在凸出部上安装有由液压驱动移动的支撑块62,底座的一端竖直安装有旋转轴承63,在旋转轴承上安装有可顺时针或逆时针旋转90°的旋转座64,旋转座包括一个安装在在旋转轴上的旋转块65和一个由液压杆推动可倾斜移动与旋转块侧部相贴合的升降块66,所述旋转块65一端为半圆形另一端为方形,所述支撑块62与旋转块65相向的侧面上设置有半圆形凹槽,所述旋转块65呈半圆形的侧面以及与半圆形面相连的两个侧面上均设置有半圆形凹槽,所述升降块66与旋转块65相向的侧面上设置有半圆形凹槽,所述支撑块62、旋转块65、升降块66上的半圆形凹槽大小和高度均一致,在底座上靠近旋转座的位置上设置有夹持翻转块67,在底座的另一端设置有翻转电机68,电机转轴与夹持翻转块67之间通过一根旋转轴连接,所述夹持翻转块67包括三个大小一致的圆弧形夹持块671,夹持块通过气泵驱动进行缩紧或放松动作,电机驱动旋转轴带动夹持翻转块67进行翻转动作。
进料平台1包括副车架放置台,副车架放置台上设置三个支撑槽,分别支撑副车架的左纵梁、右纵梁和中部横梁,一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,机械手由电气控制系统控制运行。
第一工作平台2包括两个支撑槽,支撑槽分别对应副车架的左纵梁和右纵梁,两个支撑槽之间设置有一个由液压杆控制的可沿顺时针方向向下翻转90度的托架21,支撑槽的右外侧位置上设置有两个钻孔机,钻孔机钻头位置分别对应副车架中部横梁上的一号孔孔位和二号孔的孔位,钻孔机的钻头可伸缩,在第一工作平台的一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,钻孔机由电气控制系统控制启停;第一工作平台还包括两个分别位于左纵梁和右纵梁两端的半圆形缺口冲压装置22,所述冲压装置包括基座221、带半圆形缺口的外模223安装在基座的端部,半圆形形状的内模222用螺栓锁死在液压杆上放置于外模的半圆形缺口内,液压杆安装在基座221上沿外模223的半圆形缺口方向做伸缩运动,所述基座221沿前后方向运动使得半圆形缺口冲压装置进出工作位置完成左纵梁和右纵梁的半圆形缺口冲压工作。
第二工作平台3包括三个支撑槽,在其中一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,钻孔机由电气控制系统控制启停,第二工作平台上设置有左纵梁钻孔机、右纵梁钻孔机和三个中部横梁钻孔机,所述左纵梁钻孔机、右纵梁钻孔机的钻头位置分别对应左纵梁、右纵梁上的通孔的孔位,所述三个中部横梁钻孔机的钻头位置分别对应副车架中部横梁的三号孔、四号孔和五号孔的孔位。
第三工作平台4包括三个支撑槽和两个切割装置41,在其中一个支撑槽上设置有探针,探针通过信号线与电气控制系统连接,切割装置由电气控制系统控制启停,所述切割装置包括控制器、切割电机、锯盘和液压泵,控制器通过信号线与电气控制系统连接,控制器的输出端分别与切割电机、液压泵连接,锯盘安装在切割电机转轴上且锯盘部分露出第三工作平台台面,液压泵安装在第三工作平台下部,液压泵的液压推杆沿纵向方向倾斜向上,切割电机安装固定在液压泵的液压推杆端部并由液压杆推动,使得锯盘的切割路线为在纵向方向上倾斜向上切割。
出料平台5包括左纵梁传送架、中部横梁传送架和右纵梁传送架,各传送架均由两根相互平行的圆形钢管通过连接杆连接构成,相互平行的圆形钢管形成倾斜向下的出料平台台面,传送架由支撑脚支撑,靠近所述第三工作平台的一端的支撑脚较高,远离第三工作平台的一端的支撑脚较矮。优选的,所述第二机械手包括四个拾取爪,其中两个拾取爪分别对应副车架的左纵梁和右纵梁,另外两个拾取爪对应副车架的中部横梁,使得抓取工件更为平稳。
优选的,机械手的拾取爪形状为两个半圆形,两个半圆可相互收紧或放松,使得拾取爪抓取时与工件面更为贴合抓取工件稳定。
优选的,机械手上设置的探针安装在拾取爪上,可对机械手上是否有工件进行检测,以便进行下一个动作。
优选的,在所述钻孔机的钻头旁设置有润滑剂和冷却水喷嘴。
优选的,所述左纵梁钻孔机、右纵梁钻孔机分别为左右对称的可同时相向钻孔的钻孔机,可同时进钻孔,提高工作效率。
优选的,所述锯盘外设置有护罩,能够有效防止铁屑的飞溅。
优选的,所述支撑槽上设置有扣紧装置,扣紧装置包括扣板和气动装置,气动装置控制扣板的打开或扣紧。
优选的,第三工作平台的一侧设置有气嘴,气嘴正对副车架的一端,在切割过程气嘴同时向副车架内喷气,将副车架内的铁屑等杂物吹出。
工作原理及过程:
首先,副车架的加工原料为圆形钢管,钢管总长根据车架需要设定裁剪好后放置装载车上,装载车驶入折弯机的工作区域内通过预进料平台7进料,预进料平台7两端设置有两个钢管槽,预进料平台7在两端设置有定位板,若钢管超出定位板将不能放入预进料平台,在一个钢管槽旁设置有一个判断探针,判断探针通过信号线与电气控制系统连接,当钢管9放在预进料平台7的钢管槽内时,钢管将判断探针压下,此时判断探针反馈一个信号给电气控制系统,电气控制系统收到该判断信号后,发出一个指令,命令第一机械手移动至钢管槽上方同时向下移动抓取钢管后将钢管放入折弯机进行加工。当钢管被第一机械手进入折弯机后,第一机械手完成指令,电气控制系统在该指令完成后发出控制折弯机工作的指令,折弯机即开始工作对钢管进行折弯,当折弯机折弯完成后,回馈一个信号至电气控制系统,电气控制系统发出指令,命令第一机械手将折弯后的钢管抓取送到进料平台上,进料平台上设置有一个探针,当进料平台上有工件时,该探针被压下同时反馈一个信号至电气控制系统,电气控制系统收到该信号后发出一个指令,命令第二机械手移动至进料平台上方,然后下行将钢管抓取后上升移动至第一工作平台后将钢管放入第一工作平台上,第一工作平台上的探针被钢管压下,此时该探针回馈一个信号至电气控制系统,电气控制系统发出一个指令,命令控制第一工作平台托架的液压杆伸出达到最大行程后将托架推动翻转90度。由于钢管两端被支撑柱支撑着,当中部部分悬空后由于重力作用会顺时针旋转90度下落,当托架被推动翻转90度后,控制托架的液压杆达到最大行程后会反馈一个信号至电气控制系统,电气控制系统收到该信号后发出一个指令,该指令使基座向前运动使得半圆形缺口冲压装置进入工作位置,外模将钢管端口包裹、内模刚好进入钢管端口内,此时液压杆处于行程中间位置,液压杆收缩使得内模和外模将钢管冲压出一个侧面半圆形缺口,液压杆伸长到最大行程使得内模和外模将钢管冲压出另一个侧面半圆形缺口,液压杆伸长到最大行程后会反馈一个信号至电气控制系统,电气控制系统收到该信号后发出一个指令,该指令使钻孔机开始工作直至钻孔机伸出钻头进行钻孔达到设定的最大行程后收回钻头回到初始位置,此时电气控制系统会发出一个命令控制基座向后运动使得半圆形缺口冲压装置回到初始位置并反馈一个信号至电气控制系统,电气控制系统收到该信号后发出一个指令,该指令使托架的液压杆收缩,托架收起同时钢管也被托起,当托架收起后,托架完成一次工作过程,此时会反馈一个信号至电气控制系统,电气控制系收到该信号后发出下一个指令,命令机械臂移动至第一工作平台上将初步加工的钢管抓取后移放入第二工作平台。
当工件放入第二工作平台后,第二工作平台上的探针被初步加工的钢管压下,探针被压下后反馈信号至电气控制系统,电气控制系统收到该反馈信号后发出指令,该指令会命令第二工作平台上的钻孔机同时工作一次,钻孔机工作一次设定为钻头伸出钻孔达到最大行程后收回。在第二工作平台上的钻孔机完成一次工作动作后,电气控制系统发出指令命令机械臂移动至第二工作平台上将二次加工的钢管抓取移动放入第三工作平台。
经第二工作平台加工后的钢管上已经完成工件的所有开孔,当该钢管放入第三工作平台将进行切割处理,钢管在第三工作平台上会将第三工作平台的探针压下,探针反馈信号至电气控制系统,电气控制系统发出指令命令切割电机以及推动切割电机的液压泵工作,命令液压泵的液压杆做伸出并收回动作,切割电机被液压泵的液压杆推动斜向上将钢管切割分为三段,其中两端的部分为左、右纵梁,中间部分为中部横梁。液压泵的液压杆完成一个指令动作后,电气控制系统会发指令命令机械臂移动至第三工作平台将切割好的钢管抓取移动送入出料平台由出料平台送出。
需要指出的是,当钢管放入每个工作平台时,即探针被压下的同时支撑槽上设置的扣紧装置的扣板和气动装置会开始工作,钢管扣紧防止工件因震动弹出支撑槽,在钻孔或者切割动作完成时,扣紧装置会收到电气控制系统的指令命令气动阀工作将扣板打开。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 副车架全智能生产设备
- 副车架安装结构、副车架、副车架总成及车辆