一种激光束入射角测量工具及激光束入射角调整方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及激光加工领域,具体为一种激光束入射角测量工具及激光束入射角调整方法。
背景技术
在激光焊接、激光切割、激光熔覆等激光应用领域,经常需要寻找切割、焊接、熔覆工件时激光束的入射角度,以此来对激光的切割、焊接、熔覆生产工艺参数进行调整。
目前,获取上述激光束入射角度的方式包括:1、现场肉眼观察,结合加工工件反复测试和试验,其需要耗费大量的原材料和时间,且获取的入射角度结果不精确;2、将加工工件的数模外形尺寸导入计算机进行模拟仿真,以确定激光加工机械臂的各个轴的角度,再到现场对加工工件进行三坐标测量,由此获取激光束的入射角度,但其需要花巨资购买仿真软件,以及耗费大量时间进行现场三坐标测量。
发明内容
针对现有技术的不足,本发明提供了一种激光束入射角测量工具及激光束入射角调整方法,其可以快速获取激光束入射角的角度范围,并完成激光束入射角的调校,以此大幅减少调试过程中的材料浪费,极大缩短调试时间。
为实现上述目的,本发明提供如下技术方案:
提供了一种激光束入射角测量工具,其包括:
刻度盘,其表面设有用于表示激光束入射角度范围的若干刻度;
筒状件,其具有内部容纳空间,且一端垂直连接所述刻度盘,另一端具有与内部容纳空间连通的开口;
针状定位件,其部分容纳于所述筒状件内部,且具有尖端,且所述尖端可从所述筒状件中伸出/完全缩回至所述筒状件内部;
以及弹簧,其安装在所述筒状件内部,其一端连接所述针状定位件,另一端直接连接所述圆形刻度盘/直接连接筒状件内壁面/与连接筒状件内壁面的弹簧安装件连接。
优选的,所述刻度盘、筒状件、针状定位件以及弹簧同轴设置。
优选的,设置若干刻度的过程包括:
在刻度盘表面设置同心圆/同心弧,且获取每一同心圆/同心弧的半径;
以及获取筒状件的高度H;
假设某一引导光束的入射角为β,某一同心圆/同心弧的半径为R,当该引导光束的激光光斑落在该同心圆/同心弧上时,则根据β=arctan(R/H)解算出与该同心圆/同心弧对应的引导光束的入射角β,并将其设置在刻度盘表面;
重复上述步骤,以完成若干刻度的设置。
优选的,所述激光束入射角测量工具还包括:磁铁,其全部容纳于所述开口内,且与所述筒状件的内壁面连接。
优选的,所述磁铁为环状结构,且所述针状定位件的尖端穿过磁铁后从所述筒状件中伸出。
优选的,所述针状定位件包括:
限位部,其设置于所述筒状件的内部容纳空间内,且位于磁铁远离开口的一侧,且所述限位部同时连接弹簧的一端;以及针状部,其一端穿过磁体后连接所述限位部,另一端形成有所述尖端。
优选的,所述限位部在磁铁上的正投影完全/部分覆盖所述磁体上供针状部穿过的通孔。
优选的,所述激光束入射角测量工具还包括:盖板,其与所述筒状件可拆卸的连接,用于当所述针状定位件的尖端完全缩回至筒状件内部,且尖端无需与工件接触时封闭开口。
优选的,所述盖板与筒状件螺纹连接。
还提供一种通过上述激光束入射角测量工具实现的激光束入射角调整方法,其包括如下步骤:
将针状定位件的尖端垂直放在工件表面上的某一点,使得弹簧带动针状定位件的尖端完全缩回至筒状件内部,且使得筒状体底部与工件表面垂直接触;
启动引导光发生设备,产生引导光束,并使得引导光束的光斑落在圆形刻度盘的表面上,即可直接读取当前引导光束的入射角角度范围;
调节引导光发生设备,改变引导光束的入射角,同时观察引导光束的光斑落在刻度盘上的位置,直至光斑落在预定的刻度上,此时即认为激光束的入射角度调整完毕。
本发明中的激光束入射角测量工具只需要通过引导光束光斑落在刻度盘上的位置即可获取激光束入射角的角度范围,可快速完成激光束入射角的调校,以快速找到激光束的最佳入射角度,以此大幅减少调试过程中的材料浪费,极大缩短调试时间。
附图说明
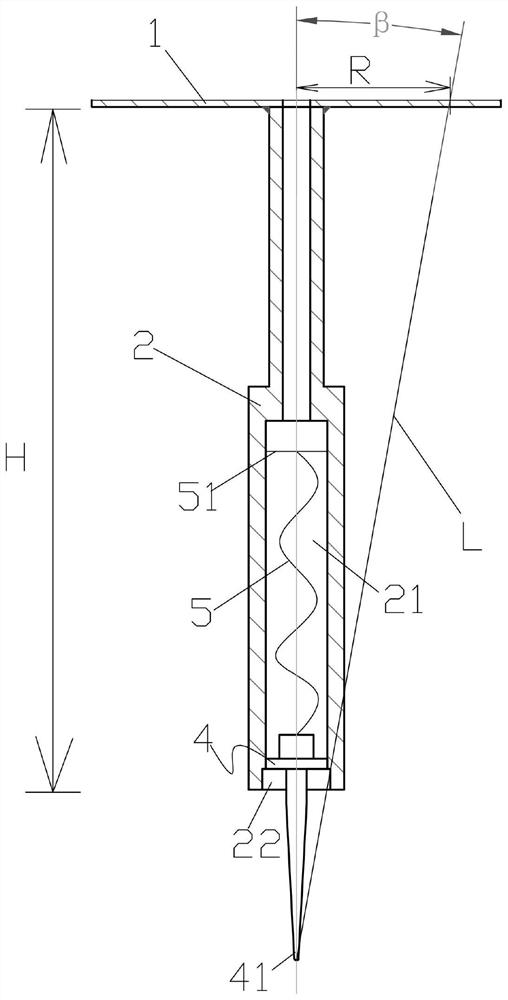
图1为本发明实施例1中激光束入射角测量工具(尖端伸出时)的剖视图;
图2为本发明实施例1中激光束入射角测量工具(尖端缩回时)的剖视图;
图3为本发明实施例1中刻度盘的俯视图;
图4为本发明实施例2中激光束入射角测量工具(尖端伸出时)的剖视图;
图5为本发明实施例2中激光束入射角测量工具(尖端缩回时)的剖视图;
图6为本发明实施例4中激光束入射角测量工具(尖端缩回时)的剖视图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1:
如图1-2所示,本实施例中的激光束入射角测量工具包括:
刻度盘1,其表面设有用于表示激光束入射角度范围的若干刻度11,所述刻度11可根据入射角获取精度的需要进行设置,如0.1°、0.2°、0.5°、1°、2°、3°等;
筒状件2,其具有内部容纳空间21,且一端通过焊接、粘接等方式垂直连接所述刻度盘1,另一端具有与内部容纳空间21连通的开口22;本实施例中,所述筒状件2的横截面为圆形、长方形、椭圆形、正N边形等规则几何形状;
针状定位件4,其部分容纳于所述筒状件2内部,且具有尖端41,且所述尖端41可从所述筒状件2中伸出/完全缩回至所述筒状件2内部;
以及弹簧5,其安装在所述筒状件2内部,其一端连接所述针状定位件4,另一端直接连接所述圆形刻度盘1/直接连接筒状件2内壁面/与连接筒状件3内壁面的弹簧安装件51连接;
所述刻度盘1、筒状件2、针状定位件4以及弹簧5同轴设置;
所述针状定位件4与工件100垂直接触,且与工件100表面有力的相互作用时,所述弹簧5被压缩,以带动针状定位件4的尖端41完全缩回至筒状件2内部,且所述筒状件2与工件100表面保持垂直接触,此时通过引导光束的光斑落在刻度盘1表面的位置来获取引导光束的入射角度范围,需要说明的是,由于激光束本身不可见,因此在激光加工、调试过程中需要引导光来指示激光束光斑的位置,因此,上述引导光束的入射角度范围即为激光束的入射角度范围。
本实施例中,如图1,3所示,设置若干刻度11的过程包括:
在刻度盘1表面设置同心圆/同心弧12,且获取每一同心圆/同心弧12的半径;
以及获取筒状件2的高度H;
假设某一引导光束L的入射角为β,某一同心圆/同心弧12的半径为R,当该引导光束L的激光光斑落在该同心圆/同心弧12上时,则有tanβ=R/H,进一步的,根据β=arctan(R/H)即可解算出与该同心圆/同心弧12对应的引导光束L的入射角β,如2°,并将其设置在刻度盘1表面,例如2°;
重复上述步骤,以完成若干刻度11的设置,如2°、3°、5°等。
本实施例中的通过激光束入射角测量工具获取入射角度范围的过程如下:
如图1所示,针状定位件4的尖端41与工件100无相互作用时,弹簧5伸长,使得针状定位件4的尖端41从所述筒状件2中伸出;
需要获取当前激光束的入射角时,如图2所示,首先将针状定位件4的尖端41垂直放在工件100表面上的某一点,尖端41受到工件100的压力后,弹簧5被压缩,以带动针状定位件4的尖端41完全缩回至筒状件2内部;
然后启动引导光发生设备,产生引导光束L’,并使得引导光束L’的光斑P落在圆形刻度盘1的表面上,由此即可直接读取当前引导光束L’的入射角β’角度范围,如图3所示,当前引导光束L’的入射角β’角度(也即当前激光束的入射角度)即在4°-5°之间;
进一步的,可调节引导光发生设备,改变引导光束L’的入射角,同时观察引导光束L’的光斑P落在刻度盘1上的位置,直至光斑P落在预定的刻度11上,如6°上,此时则认为引导光束L’的入射角度(也即激光束的入射角度)调整完毕。
由此,本实施例中的激光束入射角测量工具结构简单,只需要通过引导光束光斑落在刻度盘上的位置即可获取激光束入射角的角度范围,并且可通过观察光斑在刻度盘上的位置移动状况快速完成激光束入射角的调校,以快速找到激光束的最佳入射角度,以此大幅减少调试过程中的材料浪费,极大缩短调试时间。
实施例2:
本实施例与实施例1的不同之处仅在于,如图4-5所示,本实施例中的激光束入射角测量工具还包括:
磁铁3,其全部容纳于所述开口22内,且与所述筒状件2的内壁面通过粘接、焊接等方式连接;本实施例中,所述磁铁3为环状结构;且所述针状定位件4的尖端41穿过磁铁3后从所述筒状件2中伸出。
由此,当所述工件100为金属材质工件,且针状定位件4的尖端41完全缩回至筒状件2内部时,可通过磁铁3吸附工件100表面,使得激光束入射角测量工具与工件100保持垂直且接触,以保证入射角测量的准确性。
实施例3:
本实施例与实施例2的不同之处仅在于,如图4所示,所述针状定位件4包括:
限位部42,其设置于所述筒状件2的内部容纳空间21内,且位于磁铁3远离开口22的一侧,且所述限位部42同时连接弹簧5的一端;
以及针状部43,其一端穿过磁体3后连接所述限位部42,另一端形成有所述尖端41;
所述限位部42在磁铁3上的正投影完全/部分覆盖所述磁体3上供针状部43穿过的通孔。
由此,弹簧3可带动限位部42在内部容纳空间21内直线移动,进而带动尖端41伸出筒状件2或者缩回筒状件2内,且由于限位部42的阻挡作用,可避免针状定位件4完全从筒状件2中脱出,保证其正常使用。
实施例4:
本实施例与实施例1-3任一项的不同之处仅在于,如图6所示,本实施例中的激光束入射角测量工具还包括:
盖板6,其与所述筒状件2可拆卸的连接,用于当所述针状定位件4的尖端41完全缩回至筒状件2内部,且尖端41无需与工件100接触时,封闭开口22,以防止尖端41外露,造成人员伤害。
例如,本实施例中,可在筒状件2外周面设置外螺纹,盖板6内设置内螺纹,通过螺纹连接来封闭开口22。
实施例5:
本实施例还提供了一种通过实施例1-4任一项所述激光束入射角测量工具实现的激光束入射角调整方法,其包括如下步骤:
如图2-3,5所示,将针状定位件4的尖端41垂直放在工件100表面上的某一点,尖端41受到工件100的压力后,弹簧5被压缩,以带动针状定位件4的尖端41完全缩回至筒状件2内部,使得筒状体2底部与工件100表面垂直接触,且当工件100为金属工件时,还可通过磁铁3的吸附作用使得筒状体2底部与工件100的接触更加稳固;
启动引导光发生设备,产生引导光束L’,并使得引导光束L’的光斑P落在圆形刻度盘1的表面上,由此即可直接读取当前引导光束L’的入射角β’角度范围(也即当前激光束的入射角度范围);
调节引导光发生设备,改变引导光束L’的入射角,同时观察引导光束L’的光斑P落在刻度盘1上的位置,直至光斑P落在预定的刻度11上,如6°上,此时即认为引导光束L’的入射角度(也即激光束的入射角度)调整完毕。
综上所述,本申请中的激光束入射角测量工具结构简单、携带方便,其只需要通过引导光束光斑落在刻度盘上的位置即可获取激光束入射角的角度范围,并且可通过实时观察光斑在刻度盘上的位置移动状况快速完成激光束入射角的调校,以快速找到激光束的最佳入射角度,以此大幅减少调试过程中的材料浪费,极大缩短调试时间。
需要说明的是,上述实施例1至5中的技术特征可进行任意组合,且组合而成的技术方案均属于本申请的保护范围。且在本文中,诸如术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。