一种K438高温合金焊接方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及高温合金连接成型技术领域,特别涉及一种K438高温合金焊接方法。
背景技术
K438合金是一种在航空航天领域中应用最为广泛的时效硬化型镍基合金,该种合金由于具有良好的组织稳定性、高温强度以及抗腐蚀性,广泛用作舰船及工业地面燃机、航空发动机长寿命的涡轮叶片及耐腐蚀热端部件材料。K438合金含较多的Al,Ti元素,且该种合金焊接时具有很大的热裂倾向,导致焊缝合格率较低,零件焊接成型品质较差。
发明内容
本发明提供一种K438高温合金焊接方法,解决现有技术中的K438合金热裂倾向大,焊缝合格率较低,零件焊接成型品质较差的技术问题。
为解决上述技术问题,本发明提供了一种K438高温合金焊接方法,包括:
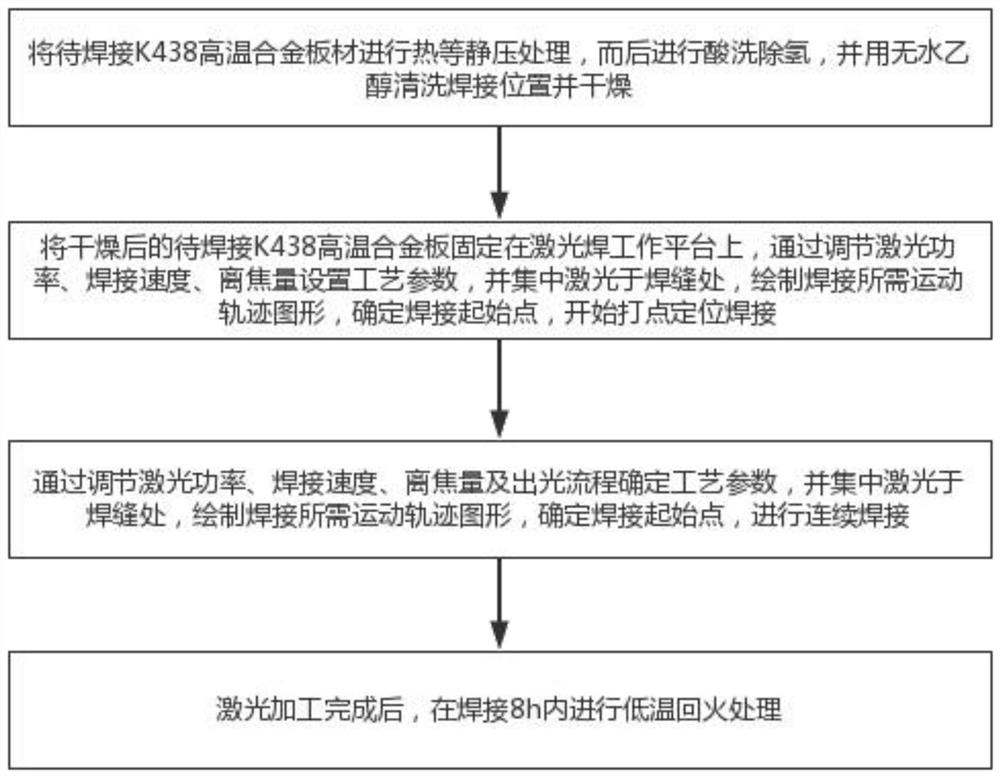
将待焊接K438高温合金板材进行热等静压处理,而后进行酸洗除氢,并用无水乙醇清洗焊接位置并干燥;
将干燥后的待焊接K438高温合金板固定在激光焊工作平台上,通过调节激光功率、焊接速度、离焦量设置工艺参数,并集中激光于焊缝处,绘制焊接所需运动轨迹图形,确定焊接起始点,开始打点定位焊接;
通过调节激光功率、焊接速度、离焦量及出光流程确定工艺参数,并集中激光于焊缝处,绘制焊接所需运动轨迹图形,确定焊接起始点,进行连续焊接;
激光加工完成后,在焊接8h内进行低温回火处理。
进一步地,所述热等静压处理的工艺参数包括:
K438合金板材厚度2~5mm,热等静压温度1160~1180℃,压强140~150MPa,保温时常3~6h。
进一步地,所述打点定位焊接的工艺参数包括:
激光功率:500~1000W,焊接速度:1200mm~2000mm/min,离焦量:-5~+5mm,保护气:氩气。
进一步地,所述K438高温合金焊接方法还包括:开始焊接前,打磨定位焊点,去除焊接飞溅及表面焊接烟尘。
进一步地,所述连续焊接的激光焊接工艺参数包括:
激光功率:1500~2500W,焊接速度:1200mm~2000mm/min,离焦量:-5~+5mm,保护气:氩气,焊接收弧处激光功率衰减至400~600W。
进一步地,所述回火处理包括:
冷态装炉,以≤3℃/min升温,至350±10℃,保温30min;
再以≤3℃/min升温,至650±10℃,保温4h,随炉冷却至100℃以下出炉空冷,且全过程真空压强:10~0.1Pa。
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
本申请实施例中提供的K438高温合金焊接方法,采用热等静压与激光焊接技术,利用热等静压有效闭合K438高温合金的显微疏松,优化焊接试板;利用激光焊接能量集中、热输入量低特点,较好的控制热输入,从而减小K438高温合金的热裂纹倾向,并且在激光熔覆的过程中,由于熔池在近快速凝固(冷却速度约102~105K/s)下超高的温度梯度,有利于材料的定向凝固生长,使得材料具有明显的非平衡凝固组织特点,表现为材料显微组织均匀细小、合金元素固溶度高、树枝晶壁不发达和无宏观偏析等;本发明采用激光焊接方法连接K438高温合金,可有效避免热输入过大的弊端,从而减小高温合金的热裂纹倾向,极大提高焊缝合格率,节约生产成本,使K438高温合金零件焊接成型成为可能。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例提供的K438高温合金焊接方法的流程图;
图2为本发明实施例提供的K438高温合金焊接方法操作示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
需要说明的是,本申请实施例中所有方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
下文的公开提供了许多不同的实施例或例子用来实现本申请的不同结构。为了简化本申请的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本申请。此外,本申请可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施例和/或设置之间的关系。此外,本申请提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
下面结合附图并参考具体实施例描述本申请。
本申请实施例通过提供一种K438高温合金焊接方法,解决现有技术中的K438合金热裂倾向大,焊缝合格率较低,零件焊接成型品质较差的技术问题。
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细说明,应当理解本发明实施例以及实施例中的具体特征是对本申请技术方案的详细的说明,而不是对本申请技术方案的限定,在不冲突的情况下,本申请实施例以及实施例中的技术特征可以相互组合。
参见图1,本实施例提供一种K438高温合金焊接方法,包括:
将待焊接K438高温合金板材进行热等静压处理,而后进行酸洗除氢,并用无水乙醇清洗焊接位置并干燥;
将干燥后的待焊接K438高温合金板固定在激光焊工作平台上,通过调节激光功率、焊接速度、离焦量设置工艺参数,并集中激光于焊缝处,绘制焊接所需运动轨迹图形,确定焊接起始点,开始打点定位焊接;
通过调节激光功率、焊接速度、离焦量及出光流程确定工艺参数,并集中激光于焊缝处,绘制焊接所需运动轨迹图形,确定焊接起始点,进行连续焊接;
激光加工完成后,在焊接8h内进行低温回火处理。
其中,所述热等静压处理的工艺参数包括:
K438合金板材厚度2~5mm,热等静压温度1160~1180℃,压强140~150MPa,保温时常3~6h。
所述打点定位焊接的工艺参数包括:
激光功率:500~1000W,焊接速度:1200mm~2000mm/min,离焦量:-5~+5mm,保护气:氩气。
所述K438高温合金焊接方法还包括:开始焊接前,打磨定位焊点,去除焊接飞溅及表面焊接烟尘。
所述连续焊接的激光焊接工艺参数包括:
激光功率:1500~2500W,焊接速度:1200mm~2000mm/min,离焦量:-5~+5mm,保护气:氩气,焊接收弧处激光功率衰减至400~600W。
所述回火处理包括:
冷态装炉,以≤3℃/min升温,至350±10℃,保温30min;
再以≤3℃/min升温,至650±10℃,保温4h,随炉冷却至100℃以下出炉空冷,且全过程真空压强:10~0.1Pa。
参见图2,所示本实施例采用K438高温合金对接焊缝举例,选用试板尺寸约为80×200×3mm,包含焊前焊后热处理及激光焊接全过程。
该激光焊接的工艺过程如下:
对K438高温合金试板进行热等静压处理;
将已经过热等静压处理的板材送表面处理去除表面杂质及油污,即经酸洗(可加超声波清洗)除氢后,备用,焊前采用无水乙醇清洗焊接位置并用吹风机吹干;
把K438第一试板3和K438第二试板8按照对接焊缝间隙≤0.1,错边≤0.1的焊接要求固定在激光焊工作平台上,通过调整垫铁6控制压板5与平台平行,采用螺栓4压紧进而实现K438试板3与试板8的固定。
调节激光焊接设备1的激光2的参数:激光功率:1000W,焊接速度1800mm/min,离焦量+3mm,氩气保护,使用保护工装7对试板背面同时通气,采用打点定位焊接工序,单个点2~3mm,间隔5mm以上;聚焦激光焦点在焊缝处,绘制焊接所需运动轨迹图形,确定焊接起始点,确认保护气处于通气状态,开始焊接;
打磨定位焊点,去除焊接表面烟尘及飞溅;调节激光参数:激光功率:1800W,焊接速度1800mm/min,离焦量+3,氩气保护,使用保护工装对试板背面同时通气,采用连续焊接程序,焊接收弧处激光功率衰减至400~600W;聚焦激光焦点在焊缝处,绘制焊接所需运动轨迹图形,确定焊接起始点,确认保护气处于通气状态,开始焊接;
激光加工完成后,取出工件;
焊后热处理,热处理制度:冷态装炉,以≤3℃/min升温,至350±10℃,保温30min,再以≤3℃/min升温,至650±10℃,保温4h,随炉冷却至100℃以下出炉空冷,全过程真空压强:10~0.1Pa。
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
本申请实施例中提供的K438高温合金焊接方法,采用热等静压与激光焊接技术,利用热等静压有效闭合K438高温合金的显微疏松,优化焊接母材;利用激光焊接能量集中、热输入量低等特点,较好的控制热输入,从而减小K438高温合金的热裂纹倾向,并且在激光熔覆的过程中,由于熔池在近快速凝固(冷却速度约102~105K/s)下超高的温度梯度,有利于材料的定向凝固生长,使得材料具有明显的非平衡凝固组织特点,表现为材料显微组织均匀细小、合金元素固溶度高、树枝晶壁不发达和无宏观偏析等;本发明采用激光焊接方法连接K438高温合金,可有效避免热输入过大的弊端,从而减小高温合金的热裂纹倾向,极大提高焊缝合格率,节约生产成本,使K438高温合金零件焊接成型成为可能。
在本申请中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
另外,在本申请中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本申请要求的保护范围之内。
在本发明的描述中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本申请的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合
尽管已描述了本申请的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本申请范围的所有变更和修改。
显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
- 一种K438高温合金焊接方法
- 一种高温合金焊接用钴基合金焊丝及其制备方法和应用