一种环形件的自动刷胶装置及其刷胶方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及涂胶装备技术领域,尤其是一种环形件的自动刷胶装置及其刷胶方法。
背景技术
衬套在硫化前需要粘接胶粘剂,达到橡胶与内芯铁件的黏合;现有技术中,衬套或类似工件,通常采用手动或者半自动人工方式刷涂胶粘剂在铁件内芯上。不仅效率低,而且环境恶劣,存在人员职业病害的问题;另一方面,由于胶粘剂为易燃物品,还存在一定的安全隐患。
发明内容
本申请人针对上述现有生产技术中的缺点,提供一种结构合理的环形件的自动刷胶装置及其刷胶方法,从而大大提升了刷胶效率和效果,助力于减少人工在恶劣环境中的工作,有效保障生产和人员安全。
本发明所采用的技术方案如下:
一种环形件的自动刷胶装置,包括工作平台,所述工作平台上转动安装有转台,转台周向边缘处均匀密布有放置产品的工装位,工作平台上还沿着转台的周向均匀布置有两个或两个以上的涂胶工位,相邻涂胶工位之间的工作平台上设置有加热装置;
所述涂胶工位的结构为:包括将产品沿轴向相对于工装位固定的顶料机构,带动产品周向转动的转动驱动机构,以及向产品圆周外壁面涂胶的刷胶机构。
作为上述技术方案的进一步改进:
所述转台边缘处间隔转动安装有多个挂料杆,单个挂料杆均沿着转台的径向布置并向外伸出转台;所述产品沿轴向套装于挂料杆上。
位于转台边缘处还设置有视觉检测机构,视觉检测机构的相机组件朝下正对着工装位上对应的产品。
位于视觉检测机构正下方处的工作平台上安装有下料机构,以及与下料机构配合使用的下料料道;与视觉检测机构相对方向处的工作平台上,位于转台边缘工装位的下方,安装有相同的下料机构,并经过相应的下料料道衔接至下料输送线。
所述下料机构的具体结构为:包括相对于工作平台固定安装、位于转台下方的推料气缸,推料气缸的输出端沿着转台径向向外,推料气缸输出端安装有小气缸,小气缸输出端向上朝向转台边缘外部的挂料杆,小气缸输出端安装有开口朝上、U型结构的推料块。
所述转台上方间隔设置有边缘缩进、并相互平行的圆盘,圆盘相对于工作平台固定为一体,涂胶工位中的转动驱动机构设置于圆盘顶面边缘处,涂胶工位中的刷胶机构、顶料机构则并列布置于转台边缘外部的工作平台上。
所述转动驱动机构的结构为:包括轮座,轮座通过支板在下方安装有压料轮,压料轮的轴向与转台的径向一致,轮座由压料气缸推动而带动压料轮下行或上行,轮座与压料气缸衔接处安装有弹性件;所述压料轮下行并施加压力于挂料杆的尾端,压料轮由转动驱动电机带动转动,压料轮通过摩擦力带动挂料杆同步转动;还包括用于监测挂料杆转动情况的转动检测传感器。
还包括布置于工作平台侧面外部的移载上料机构,移载上料机构正下方设置有传送产品的传送链条,套置于传送链条链节顶部的产品,由移载上料机构抓取并翻转90°后,挂装于转台边缘处的工装位上。
所述工作平台侧面设置有小平台,小平台上布置有带动传送链条传送的多个链轮,其中一个链轮由主电机驱动转动;位于传送链条流经处的小平台上还设置有相同的加热装置;所述产品由移载机构上料至加热装置前方的传送链条上,或者,产品经传送链条由外部工序流转至加热装置、移载上料机构。
一种所述的环形件的自动刷胶装置的刷胶方法,包括如下步骤:
将产品上料挂装于挂料杆上,产品随着转台的转动运动至对应的涂胶工位;
顶料机构从侧面向产品施加轴向力,使得产品受力被压紧于挂料杆轴肩处呈相对固定;
由转动驱动机构带动挂料杆及其上的产品同步转动,同时由刷胶机构对产品外圆周面进行刷胶;
产品随转台的转动运动至视觉检测机构下方,由视觉检测机构取像分析来判断产品涂胶情况;
涂胶不合格的产品于视觉检测机构处,由下料机构推动至下料料道中;涂胶合格的产品随着转台的转动继续运动至与下料输送线相对应的下料料道处,由下料机构推动下料。
本发明的有益效果如下:
本发明结构紧凑、合理,操作方便,通过自动转动的转台,配合边缘处设置的涂胶工位,在顶料机构、转动驱动机构以及刷胶机构的联合作用下,对转台边缘处的产品外壁面进行自动涂胶,并随着转台的转动由加热装置进行烘干,从而大大提升了环形产品外壁面上胶粘剂的刷涂效率和效果,有效替代了人工作业,有效保障生产和人员操作的安全性;
本发明还包括如下优点:
通过挂料杆对产品的挂装,实现产品在转台边缘处的可靠放置,并结合顶料机构、转动驱动机构,实现产品在涂胶过程中的周向转动,构思巧妙,结构紧凑,实用性好。
附图说明
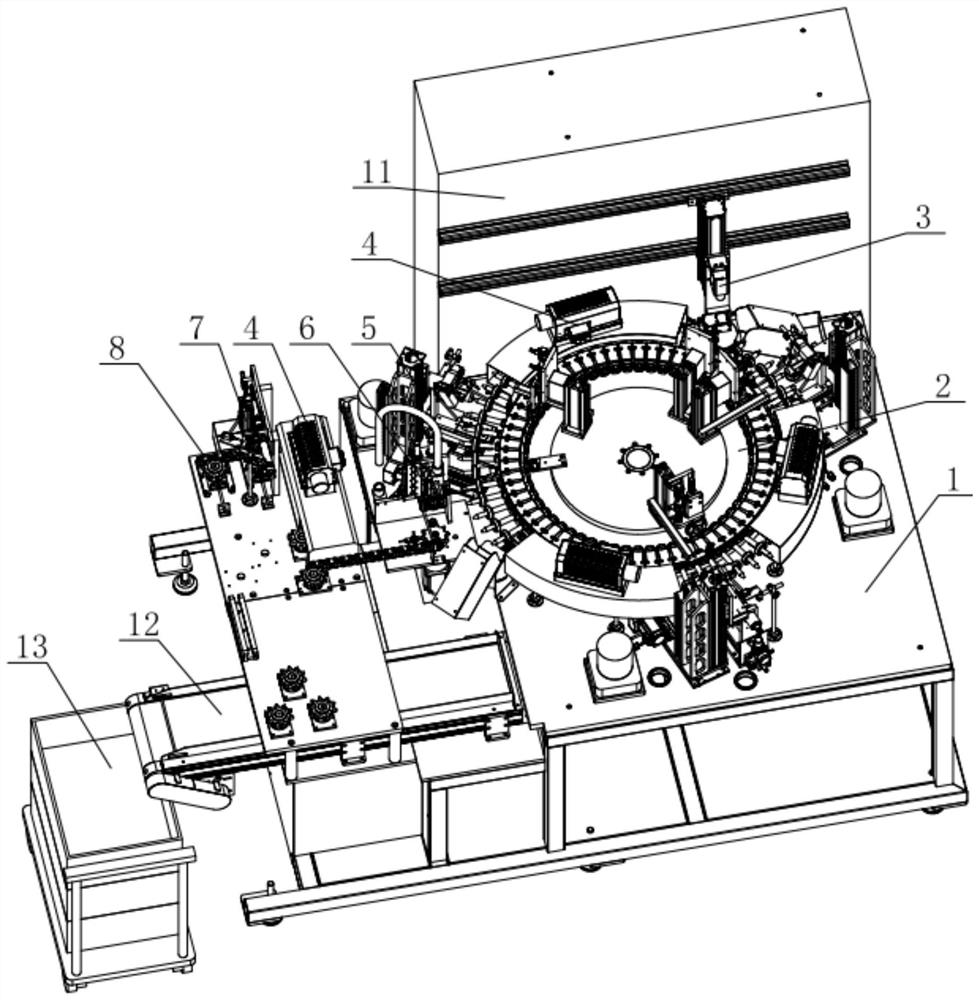
图1为本发明的结构示意图。
图2为本发明工作平台上转台以及各个涂胶工位的布置示意图。
图3为本发明单个涂胶工位的结构示意图。
图4为本发明下料机构的结构示意图。
图5为本发明转动驱动机构的结构示意图。
图6为本发明小平台处移载机构、移载上料机构、传送链条的布置示意图。
图7为本发明视觉检测机构的结构示意图。
其中:1、工作平台;2、转台;3、视觉检测机构;4、加热装置;5、涂胶工位;6、移载上料机构;7、移载机构;8、传送链条;9、下料机构;10、产品;
11、电控柜;12、下料输送线;13、下料框;14、工装位;15、圆盘;16、小平台;141、挂料杆;142、挂料座;
31、升降模组;32、相机组件;33、遮光罩;
41、加热罩壳;
51、转动驱动机构;52、刷胶机构;53、顶料机构;
511、压料气缸;512、弹性件;513、轮座;514、压料轮;515、转动检测传感器;516、转动驱动电机;521、刷胶水平移动模组;522、刷胶竖直移动模组;523、刷胶电机;524、毛刷笔;531、顶料水平移动模组;532、顶料杆;
61、旋转气缸;62、升降气缸;63、夹指组件;
81、主电机;82、链轮;
91、下料料道;92、推料气缸;93、小气缸;94、推料块。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1和图2所示,本实施例的一种环形件的自动刷胶装置,包括工作平台1,工作平台1上转动安装有转台2,转台2周向边缘处均匀密布有放置产品10的工装位14,工作平台1上还沿着转台2的周向均匀布置有两个或两个以上的涂胶工位5,相邻涂胶工位5之间的工作平台1上设置有加热装置4;
涂胶工位5的结构为:包括将产品10沿轴向相对于工装位14固定的顶料机构53,带动产品10周向转动的转动驱动机构51,以及向产品10圆周外壁面涂胶的刷胶机构52。
通过自动转动的转台2,配合边缘处设置的涂胶工位5,在顶料机构53、转动驱动机构51以及刷胶机构52的联合作用下,对转台2边缘处的产品10外壁面进行自动涂胶,并随着转台2的转动由加热装置4进行烘干,从而实现环形产品10外壁面上的自动化涂胶。
如图3所示,转台2边缘处间隔转动安装有多个挂料杆141,单个挂料杆141均沿着转台2的径向布置并向外伸出转台2;产品10沿轴向套装于挂料杆141上。
通过挂料杆141对产品10的挂装,实现产品10在转台2边缘处的可靠放置,并结合顶料机构53、转动驱动机构51,实现产品10在涂胶过程中的周向转动,构思巧妙,结构紧凑,实用性好。
本实施例中,位于转台2外部的挂料杆141上沿周向设置有向外凸起的台阶构成轴肩,在顶料机构53向产品10施加轴向的力时,产品10受力与轴肩靠近并贴合,从而与挂料杆141相对固定。
位于转台2边缘处还设置有视觉检测机构3,视觉检测机构3的相机组件32朝下正对着工装位14上对应的产品10。
位于视觉检测机构3正下方处的工作平台1上安装有下料机构9,以及与下料机构9配合使用的下料料道91;与视觉检测机构3相对方向处的工作平台1上,位于转台2边缘工装位14的下方,安装有相同的下料机构9,并经过相应的下料料道91衔接至下料输送线12。
如图4所示,下料机构9的具体结构为:包括相对于工作平台1固定安装、位于转台2下方的推料气缸92,推料气缸92的输出端沿着转台2径向向外,推料气缸92输出端安装有小气缸93,小气缸93输出端向上朝向转台2边缘外部的挂料杆141,小气缸93输出端安装有开口朝上、U型结构的推料块94。
使用时,小气缸93的输出端先上行,使得推料块94移动至产品10后方,然后推料气缸92的输出端沿着转台2的径向向外伸出,从而使得推料块94径向施力于产品10,产品10受力从挂料杆141上被向外推出。
转台2上方间隔设置有边缘缩进、并相互平行的圆盘15,圆盘15相对于工作平台1固定为一体,涂胶工位5中的转动驱动机构51设置于圆盘15顶面边缘处,涂胶工位5中的刷胶机构52、顶料机构53则并列布置于转台2边缘外部的工作平台1上。
通过在转台2上下分别设置相对固定的圆盘15、工作平台1,从而合理布局各个涂胶工位5上的转动驱动机构51、刷胶机构52和顶料机构53;转台2为环形结构,其中部贯穿的柱形结构将上方的圆盘15、下方的工作平台1相对固定。
如图5所示,转动驱动机构51的结构为:包括轮座513,轮座513通过支板在下方安装有压料轮514,压料轮514的轴向与转台2的径向一致,轮座513由压料气缸511推动而带动压料轮514下行或上行,轮座513与压料气缸511衔接处安装有弹性件512,弹性件512的存在,使得压料轮514下行施加于产品10上的力具有缓冲和弹性,助力于通过摩擦力可靠顺畅地带动产品10同步转动;压料轮514下行并施加压力于挂料杆141的尾端,压料轮514由转动驱动电机516带动转动,压料轮514通过摩擦力带动挂料杆141同步转动;还包括用于监测挂料杆141转动情况的转动检测传感器515。
本实施例中,转台2边缘处沿周向均布有多个挂料座142,沿转台2径向贯穿挂料座142转动安装有挂料杆141,构成工装位14;转动驱动机构51的压料轮514贴合于挂料杆141的内部尾端,产品10则挂装于挂料杆141的外部端头。
如图1和图6所示,还包括布置于工作平台1侧面外部的移载上料机构6,移载上料机构6正下方设置有传送产品10的传送链条8,套置于传送链条8链节顶部的产品10,由移载上料机构6抓取并翻转90°后,挂装于转台2边缘处的工装位14上。
本实施例中,移载上料机构6包括有旋转气缸61,旋转气缸61输出端安装有升降气缸62,升降气缸62朝下的输出端安装有夹指组件63,夹指组件63通过朝下的相对或相背运动的两个夹指对产品10进行夹持,而后经由旋转气缸61转动90°,将产品10挂装于轴向水平的挂料杆141上。
工作平台1侧面设置有小平台16,小平台16上布置有带动传送链条8传送的多个链轮82,其中一个链轮82由主电机81驱动转动;位于传送链条8流经处的小平台16上还设置有相同的加热装置4,通过加热装置4对产品10涂胶前进行预热;产品10由移载机构7上料至加热装置4前方的传送链条8上,或者,产品10经传送链条8由外部工序流转至加热装置4、移载上料机构6。
移载机构7中包括有与移载上料机构6中相同的夹指组件63和升降气缸62。
本实施例中,工作平台1侧面贴紧设置有电控柜11,视觉检测机构3安装于电控柜11朝向工作平台1的侧面。如图7所示,视觉检测机构3的具体结构为:包括安装于电控柜11侧面的升降模组31,升降模组31侧面安装有背板,背板侧面上方安装有相机组件32,背板侧面下方安装有镜头组件和遮光罩33。
本实施例中,刷胶机构52位于转台2边缘外部的工作平台1上,其包括有工作方向与转台2径向一致的刷胶水平移动模组521,刷胶水平移动模组521上安装有刷胶竖直移动模组522,刷胶竖直移动模组522上通过安装板倾斜转动安装有毛刷笔524,毛刷笔524朝向转台2边缘挂料杆141上的产品10,毛刷笔524在刷胶电机523带动下沿着产品10外壁面轴向方向来回移动,实现涂胶。
本实施例中,顶料机构53位于转台2边缘外部的工作平台1上,其包括有顶料水平移动模组531,顶料水平移动模组531上通过立板安装有同为水平设置的顶料杆532,顶料杆532沿着转台2的径向布置;顶料杆532朝向产品10的端部转动套装有顶料环,通过顶料环套置挂料杆141端头,并由顶料环从周向向产品10施加轴向方向的力,涂胶过程中,相对于顶料杆532转动的顶料环随着产品10的转动而转动。
本实施例中,位于视觉检测机构3处的工作平台1固接的圆盘15上设置有相同的转动驱动机构51,从而对产品10进行边转动边检测,实现其涂胶外周面的全检测。
本实施例中,下料输送线12从小平台16底部穿过后衔接至下料框13处,整体布局紧凑合理。
本实施例中,在加热装置4处均设置有加热罩壳41,产品10移动过程中穿过加热罩壳41,通过加热罩壳41的设置来保证预热、烘干效果,并节能环保。
本实施例的环形件的自动刷胶装置的刷胶方法,包括如下步骤:
由移载上料机构6将传送链条8上的产品10夹持,并旋转90°后将产品10上料挂装于挂料杆141上,产品10随着转台2的转动运动至对应的涂胶工位5;
顶料机构53中的顶料水平移动模组531向着转台2的方向移动,使得顶料杆532端部的顶料环套至挂料杆141上并贴近于产品10,经顶料环从侧面向产品10施加轴向方向的力,使得产品10受力被压紧于挂料杆141轴肩处呈相对固定;
由转动驱动机构51带动挂料杆141及其上的产品10同步转动,同时由刷胶机构52对产品10外圆周面进行刷胶;具体为:
压料气缸511输出端下行,使得压料轮514下行并贴紧于挂料杆141尾端,转动驱动电机516工作,带动压料轮514转动,使得压料轮514经摩擦力带动贴紧的挂料杆141转动,使得与挂料杆141轴肩贴紧的产品10随着转动,此时,顶料环也受力同步转动;刷胶水平移动模组521和刷胶竖直移动模组522配合工作,使得毛刷笔524的笔尖移动至产品10朝上的外圆周面上,刷胶电机523工作带动毛刷笔524沿着产品10外壁面的轴向方向来回摆动;从而实现产品10外壁圆周面上的涂胶;
产品10随转台2的转动运动至视觉检测机构3下方,由视觉检测机构3取像分析来判断产品涂胶情况;产品10运动至相机组件32下方时,升降模组31带动相机组件32、遮光罩33下行,对产品10进行取像;产品10可在同样的转动驱动机构51带动下转动,从而便于相机组件32对产品10整个外圆周面进行取像检测;
涂胶不合格的产品10于视觉检测机构3处,由下料机构9推动至下料料道91中;涂胶合格的产品10随着转台2的转动继续运动至与下料输送线12相对应的下料料道91处,由下料机构9推动下料。
本实施例中,转台2周向均布有三组涂胶工位5,转台2周向均匀设置有六十组工装位14,三组涂胶工位5按程序设定,同步同时工作,为相对应的工装位14上的产品10进行涂胶。
本发明构思巧妙,实现了环形件外壁面的可靠、稳定涂胶,大大提升了工作效率和工作效果,替代了现有的人工操作,助力于保障生产安全。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
- 一种环形件的自动刷胶装置及其刷胶方法
- 一种自动调压刷磨的封装半导体去溢胶装置及方法