高炉炉身送风喷吹系统及安装方法
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及高炉低碳冶炼技术领域,特别是涉及一种高炉炉身送风喷吹系统及安装方法。
背景技术
2020年全球粗钢产量约18.78亿吨,中国产量占全球比例约56.7%,全球范围内每年约60%以上的钢铁由高炉、转炉长流程生产。高炉炼铁工艺依赖焦炭和煤提供热量和还原剂,钢铁生产碳排放量占全球碳排放量约7%~8%,我国钢铁碳排放量仅次于电力行业,约占全国总排放量18%。在全球碳中和发展背景下,钢铁行业减碳发展任重道远。
高炉炼铁减碳主要技术路线之一是炉顶煤气循环,即把高炉煤气中未被利用的CO加热后回喷入高炉,尤其是将热CO喷入高炉炉身部位时,能显著提高炉内CO浓度,提高间接还原势。高炉炉身部位物料体积密度大,料柱孔隙率低,高温CO气体须以一定的鼓风动能送入炉内,便于与炉内物料充分结合。
现有高炉的风口布置在炉缸部位,向炉内送入高温、高压富氧空气,市场上缺乏向高炉炉身输送喷吹高温、高压、还原性气体的设备。由于还原性气体介质输送至高炉内的路径较长、环境复杂恶劣,对于输送还原性气体介质设备的可靠性要求极高,不仅需要考虑到送风过程,还需要考虑到喷吹过程。因此,有必要开发一种高炉炉身送风喷吹系统,以用于稳定可靠地向高炉炉身送入高温、高压、还原气体介质,实现提高效率减少碳排放的目标。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种高炉炉身送风喷吹系统及安装方法,以达到降低高炉炼铁碳排放的目的。
为实现上述目的及其他相关目的,本发明提供一种高炉炉身送风喷吹系统,包括:
送风围管;
喷吹装置,所述喷吹装置用于与高炉的炉壳刚性连接,并穿过高炉炉身部位的炉墙后伸入高炉内部;
送风装置,所述送风装置的两端分别与所述送风围管和所述喷吹装置连接,所述送风装置能够膨胀变形以补偿所述送风围管与所述高炉之间的膨胀位移差值。
可选的,所述送风装置包括变径管、波纹膨胀节组件、弯头管及耐材内衬,所述耐材内衬设置在由所述变径管、所述波纹膨胀节组件以及所述弯头管依次相连形成的送风管道内,所述送风管道的两端分别与所述送风围管和所述喷吹装置连通。
可选的,所述送风管道上安装有用于监测所述送风管道内的流量和压力的检测机构;所述检测机构包括检测管道、第一取压管和第二取压管,所述检测管道内设有耐火内衬层,所述耐火内衬层覆盖所述检测管道的内侧壁并形成检测通道,所述第一取压管和第二取压管安装在所述检测管道上,并沿检测管道的送风方向分布,且分别与检测通道的截面积变化段的前端和后端连通。
可选的,所述喷吹装置包括炉身喷吹件、安装套和调节套,所述安装套固定安装在所述高炉上,所述炉身喷吹件伸入所述安装套内,并通过所述调节套与所述安装套可拆卸连接,所述调节套外套于所述炉身喷吹件上。
可选的,所述炉身喷吹件包括喷吹件主体所述喷吹件主体内设有冷却通道以及沿喷吹件主体轴向贯穿设置的气流通道,所述冷却通道分布在所述气流通道的外侧,所述冷却通道包括第一通道段、第二通道段和第三通道段,所述第一通道段由喷吹件主体的后端沿喷吹件主体轴向延设至喷吹件主体的前端,所述第二通道段设置在喷吹件主体的前端侧壁上,所述第二通道段为沿喷吹件主体轴向延设的波状结构,所述第二通道段的前端与所述第一通道段的前端相连通,所述第二通道段的后端与设置在喷吹件主体后端的第三通道段的前端相连通,所述第一通道段的后端和所述第三通道段的后端分别设有冷却介质入口和冷却介质出口。
可选的,所述炉身喷吹件还包括护套,所述护套设置在所述喷吹件主体的后端外侧壁上,且所述护套的内侧壁与所述喷吹件主体的后端外侧壁紧密贴合,所述调节套和所述安装套位于所述护套的外侧。
可选的,所述喷吹件主体的前端外侧壁上设有硬质合金层,所述护套与所述硬质合金层覆盖所述炉身喷吹件的外壁。
为实现上述目的及其他相关目的,本申请还提供一种高炉炉身送风喷吹系统的安装方法,包括以下步骤:
在高炉的炉身部位安装多套沿炉身圆周均匀布置的喷吹装置;
在送风围管上安装多套与喷吹装置一一对应的送风装置,将送风装置与喷吹装置可拆卸地连接。
可选的,在高炉的炉身部位安装多套沿炉身圆周均匀布置的喷吹装置,包括:
将安装套穿过高炉的炉壳后伸入炉墙冷却壁,并将与炉壳固定连接;
将炉身喷吹件的前端穿过调节套和安装套后伸入高炉内部,并将调节套与炉身喷吹件和安装套可拆地连接;
其中,所述调节套的长度与炉身喷吹件伸入高炉内的长度对应,以使炉身喷吹件到达高炉内部指定的喷吹位置。
可选的,在送风围管上安装多套与喷吹装置一一对应的送风装置,将送风装置与喷吹装置可拆卸地连接,包括:
当送风围管和高炉停止作业时,将送风装置与喷吹装置和送风围管连接;其中,将波纹膨胀节组件的两端分别与变径管和弯头管固定连接,将变径管和弯头管分别与送风围管和喷吹装置固定连接。
如上所述,本发明的高炉炉身送风喷吹系统及方法,至少具有以下有益效果:送风装置将送风围管内的还原性气体介质输送至喷吹装置,通过喷吹装置从高炉的炉身部位喷吹到高炉内,确保喷吹效果,而且送风围管、送风装置和喷吹装置的配合,还能适应高炉不同作业状态下的膨胀变化,确保还原性气体介质输送过程的稳定性和可靠性,提高效率,降低碳排放。
附图说明
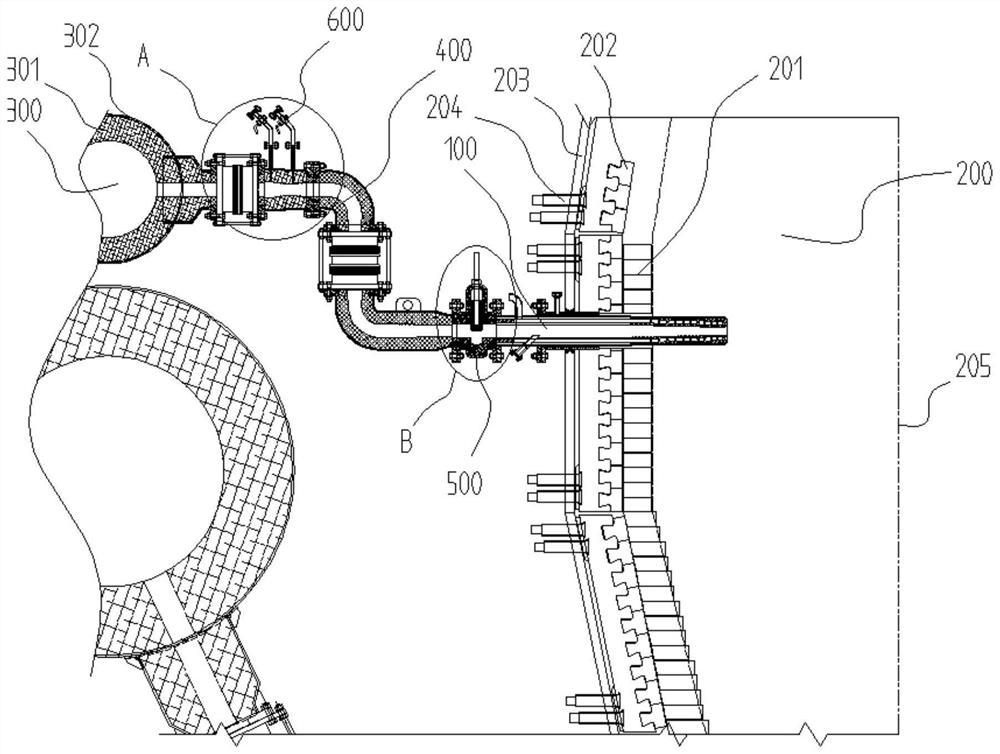
图1显示为本发明高炉炉身送风喷吹系统实施例一的结构示意图;
图2显示为图1中局部A的放大示意图;
图3显示为图1中局部B的放大示意图;
图4显示为图1中喷吹装置的结构示意图;
图5显示为图4中炉身喷吹件沿C-C的剖视图;
图6显示为喷吹装置的实施例二的结构示意图。
零件标号说明
100-喷吹装置;101-喷吹件主体;1011-气流通道;1012-冷却通道;1013-硬质合金层;1014-冷却介质入口;1015-第四连接部;1016-介质混合接口;102-护套;1021-第一连接部;103-安装套;1031-第二连接部;1032-填充孔;104-调节套;1041-第三连接部;105-间隙区;200-高炉;201-炉内耐材层;202-炉墙冷却壁;203-炉壳;204-冷却壁水管;205-高炉中心线;300-送风围管;301-围管耐材层;302-围管外壳;400-送风装置;401-变径管;402-波纹膨胀节;403-弯头管;404-送风管道;500-耐高温截止阀;501-阀体;5011-介质通道;502-阀杆;503-阀板;504-阀板耐材层;600-检测机构;601-检测管道;6041-第一直管段;6042-第一锥形段;6043-第二锥形段;602-第一取压管;603-第二取压管;604-耐火内衬层;800-耐材内衬。
具体实施方式
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
在对本发明实施例进行详细叙述之前,先对本发明的应用环境进行描述。本发明的技术主要是应用于高炉低碳冶炼技术领域,尤其是应用于向高炉内部输送喷吹高温、高压、还原性气体的技术领域。通过送风围管、送风装置和喷吹装置配合,将还原性气体介质输送到喷吹装置,通过喷吹装置从高炉的炉身部位向高炉内部输送喷吹高温、高压、还原性介质,使得还原性介质能够在高炉内部合理分布,并与含铁原料充分接触反应,以解决反应效率低,碳排放量高的问题。
参见图1,在一实施例中,本申请提供了一种高炉炉身送风喷吹系统,包括送风围管300、喷吹装置100和送风装置400。其中,喷吹装置100用于与高炉200的炉壳203刚性连接,喷吹装置100并穿过高炉炉身部位的炉墙后伸入高炉内部;送风装置400的两端分别与送风围管300和喷吹装置100连接,送风装置400能够膨胀变形以补偿送风围管300与高炉200之间的膨胀位移差值。
上述实施例中的高炉炉身送风喷吹系统能够确保还原性气体介质达到送风过程中和喷吹过程中的要求,适应高炉不同的作业状态,从而确保还原性气体介质连续、稳定、可靠的从高炉的炉身部位喷入高炉内部,实现提高效率,减少碳排放。
参见图1,在一实施例中,送风围管300包括围管外壳302,围管外壳302内设有围管耐材层301,围管耐材层301作为围管外壳302的内衬,围管外壳302可以由钢制成,
围管耐材层301由耐高温耐材制成,有利于适应高温作业环境。
参见图1,在一实施例中,高炉200包括炉体,炉体包括由内至外依次分布的炉内耐材层201、炉墙冷却壁202和炉壳203,即炉内耐材层201、炉墙冷却壁202和炉壳203离高炉中心线205的距离依次增大。炉墙冷却壁202上安装有冷却壁水管204,冷却壁水管204的一端伸出炉壳203。
参见图1和图2,在一实施例中,送风装置400包括变径管401、波纹膨胀节组件、弯头管403及耐材内衬800,耐材内衬800设置在由变径管401、波纹膨胀节组件以及弯头管403依次相连形成的送风管道404内,送风管道404的两端分别用于与送风围管300和安装在高炉200上的喷吹装置100连通。
可选的,变径管401的大径端与送风围管300固定连接,弯头管403与喷吹装置100固定连接,波纹膨胀节组件位于变径管401和弯头管403之间,且波纹膨胀节组件的两端分别与变径管401和弯头管403固定连接,既能保证送风装置结构的稳固性和可靠性,又能通过波纹膨胀节组件变形补偿送风围管300与高炉200之间的膨胀位移差值。
可选的,变径管401可以沿送风围管300内通道的半径方向安装,即变径管401的轴心线与送风围管300的轴心线垂直并相交。
可选的,弯头管401的两端形成的夹角可以为直角或钝角,即弯头管可以为直角弯头管或为钝角弯头管,弯头管的弯折处圆滑过渡。
可选的,耐材内衬可以由耐火材料制成。
可选的,变径管、波纹膨胀节、弯头管上设有用于相互连接的法兰,通过螺栓穿过法兰实现各个部件之间的快速拆装,操作简单方便。
上述实施例中的送风装置,通过变径管、波纹膨胀节组件、弯头管、耐材内衬等部件相互配合,使得波纹膨胀节组件与变径管连接的一侧为固定点,另一侧为可动点;当高炉沿其高度或半径方向变形时,钝角弯头管首先将变形量分解为水平量和竖直量,波纹膨胀节组件发生角向位移和轴向位移,以消化、吸收两侧的变形位移差,使得送风装置能够在高温、高压下正常作业。
参见图1和图2,在一实施例中,波纹膨胀节组件包括至少一套波纹膨胀节402。其中,波纹膨胀节402可以为单式波纹膨胀节或复式波纹膨胀节。
可选的,当波纹膨胀节的数量为一套时,波纹膨胀节为复式波纹膨胀节;当波纹膨胀节的数量为两套时,两个波纹膨胀节中至少一套为单式波纹膨胀节。
可选的,当波纹膨胀节402的数量为两套或两套以上时,检测机构可以安装在两套波纹膨胀节之间。两套波纹膨胀节可以通过检测机构直接连接,或者相邻两套波纹膨胀节之间可以通过检测机构和弯头管实现连接,相邻两套波纹膨胀节之间是否设置弯头管可以根据需求设置。波纹膨胀节的数量、组合方式,可以根据使用环境发生的角向位移和轴向位移的需求进行设置。
可选的,耐材内衬位于波纹膨胀节组件内的部分呈间断式布置,即波纹膨胀节内的耐材内衬为非连续的,以便适应波纹膨胀节的变形。
参见图1和图2,在一实施例中,送风管道404上安装有用于监测送风管道404内的流量和压力的检测机构600。通过检测机构实施监测送风管道内的介质的流量和压力,根据检测参数实时调整介质输送量以确保送风管道能够持续可靠、稳定的进行作业,从而提高效率,降低碳排放。
可选的,检测机构600包括检测管道601、第一取压管602和第二取压管603,检测管道601内设有耐火内衬层604,耐火内衬层604覆盖检测管道601的内侧壁并形成检测通道,第一取压管602和第二取压管603安装在检测管道601上,并沿检测管道601的送风方向分布,且分别与检测通道的截面积变化段的前端和后端连通。
可选的,耐火内衬层604可以由耐火材料制成。
可选的,检测通道包括沿送风方向分布的第一直管段6041、第一锥形段6042和第二锥形段6043,第一锥形段6042的大径端和小径端分别与第一直管段6041和第二锥形段6043的小径端相连,第一取压管602和第二取压管603分别安装在第一锥形段6042和第二锥形段6043上。
其中,检测通道内的压力可以通过第一取压管和第二取压管直接检测得到,检测通道内的体积流量Q
式中的C表示流出系数,为已知常数;ε表示可膨胀系数,为已知常数;A表示第一锥形段与第二锥形段连接处的截面积,为已知数值,单位为m
上述实施例中,在检测管道内设置耐火内衬层使得检测机构能够适应高温作业环境,确保检测机构能够长时间的正常作业;并且通过耐火内衬层使得检测通道的各段内径不同,以便检测出的压力值更加准确可靠。
参见图1至图3,在一实施例中,送风管道300用于与喷吹装置100连接的一端安装有耐高温截止阀500,耐高温截止阀500用于控制送风管道404的通断。
可选的,耐高温截止阀500包括阀体501、阀板503和安装在阀体501上的阀杆502,阀体501内设有与送风管道404连通的介质通道5011,介质通道5011的内壁覆盖有耐材内衬800,阀杆502与阀板503连接,并能够带动阀板503运动以控制介质通道通断,阀板503上包覆有阀板耐材层504。其中,阀杆502活动安装在阀体501上,阀杆502能够伸缩运动以带动阀板503运动;介质通道5011内设有与阀板503配合的槽位,阀杆带动阀板落入槽位阻断介质通道时,利用送风围管与高炉炉内的压力差推动阀板压紧槽位并与槽位形成密封面,使得送风管道关闭停止送风。
在一实施例中,送风管道具有沿水平方向分布的水平管段,耐高温截止阀竖直安装在水平管段上,与送风方向垂直。以便利用压差使得阀板受到与阀板垂直的压力,有利于使得阀板与槽位保持密封以形成稳定的阻断状态。
可选的,水平管段可以设置在与喷吹装置相连的弯头管上,该弯头管靠近喷吹装置的一端延伸形成水平管段,耐高温截止阀可以直接安装在水平管段的端部,即耐高温调节阀直接将弯头管与喷吹装置相连,结构简单,拆装连接方便;或者水平管段位于两套波纹膨胀节相连的管段上。
参见图6,在一实施例中,喷吹装置100包括炉身喷吹件、安装套103和调节套104,安装套103固定安装在高炉200上,炉身喷吹件伸入安装套104内,并通过调节套104与安装套103可拆卸连接,调节套104外套于炉身喷吹件上。通过设置调节套104可以快速方便的调节炉身喷吹件伸入高炉200内的深度,并且调节操作难度低,调节灵活方便,以便适应不同工况要求,适用范围更加广泛。
参见图1、图4和图6,在一些实施例中,安装套103穿过炉壳203伸入至炉墙冷却壁202,并通过焊接方式与炉壳203焊接固定,炉身喷吹件的前端伸入安装套103内,并通过螺栓与安装套103固定连接。
参见图1、图4和图5,在一实施例中,炉身喷吹件包括喷吹件主体101,喷吹件主体101内设有冷却通道1012以及沿喷吹件主体101轴向贯穿设置的气流通道1011,冷却通道1012分布在气流通道1011的外侧,冷却通道1012包括第一通道段1012a、第二通道段1012b和第三通道段1012c,第一通道段1012a由喷吹件主体101的后端沿喷吹件主体101轴向延设至喷吹件主体101的前端,第二通道段1012b设置在喷吹件主体101的前端侧壁上,第二通道段1012b为沿喷吹件主体101轴向延设的波状结构,第二通道段1012b的前端与第一通道段1012a的前端相连通,第二通道段1012b的后端与设置在喷吹件主体101后端的第三通道段1012c的前端相连通,第一通道段1012a的后端和第三通道段1012c的后端分别设有冷却介质入口1014和冷却介质出口1017。
冷却介质从位于喷吹件主体101后端的冷却介质入口1014进入第一通道段1012a,并依次流经第一通道段1012a、第二通道段1012b、第三通道段1012c后再由位于喷吹件主体101后端的冷却介质出口1017排出。通过第一通道段1012a将冷却介质直接输送至喷吹件主体101的前端,使得新进入冷却通道1012内的低温冷却介质能够快速输送到喷吹件主体101前端高热负荷区域;冷却介质在第二冷却段1012b内沿喷吹件主体101周向往复式流动,使得冷却介质频繁变换流动方向,有利于冷却介质在喷吹件主体101前端高热负荷区域高速绕流,既能快速带走热量,又能快速带走受热产生的气泡,并且第一通道段1012a的前端与第二通道段1012b分布在喷吹件主体101前端的同一壁厚层上,即第一通道段1012a的前端与第二通道段1012b分布在喷吹件主体101前端的同一圆周上,布局紧凑合理,有利于减小喷吹件主体101的壁厚,减轻产品重量,降低成本。
参见图5,在一实施例中,冷却介质由冷却介质入口1014进入第一通道段1012a,沿流通路径a1到达第一通道段1012a的前端进入第二通道段1012b,冷却介质依次流经第二通道段1012b后依次经过路径b1、b2、b3、b4、b5、b6、b7和b8后进入第三通道段1012c中,并依次流经路径c1、c2、c3后由冷却介质出口1017排出第三通道段。
参见图4,在一实施例中,冷却介质入口1014可以外接水管,水管将冷却水送入冷却介质入口1014。
参见图4和图5,在一实施例中,第三通道段1012c设置在喷吹件主体101的后端,第三通道段1012c位于喷吹件主体101后端低热负荷区域,冷却介质在第三通道段1012c流向改变次数少、流速低,有利于降低流动阻力,降低设备冷却介质的阻力损失。
参见图4,在一实施例中,气流通道1011的后端为圆形通道,前端为锥形通道或拉瓦尔管型通道,使得介质通过气流通道1011的前端时,介质流动速度能够连续地提高。气流通道1011前端的出气口可以为一个、两个或多个,在本实施例中,气流通道1011前端的出气口为一个。
参见图6,在一实施例中,气流通道1011的前端内侧壁为锥形结构,喷吹件主体101的前端外侧壁为圆柱面,即喷吹件主体101前端的壁厚不均,深入炉内深度越深的部位壁厚越厚,由于炉内中心温度更高,固体物料流动速度快,壁厚越厚有利于提高喷吹件主体101的耐磨损性能。
参见图4,在一实施例中,气流通道1011的前端内侧壁和外侧壁均为锥形结构,且气流通道1011前端外侧壁的锥形面与内侧壁的锥形面的锥度相同,即喷吹件主体101前端的壁厚是相同的,壁厚均匀使得冷却效果更均匀,确保喷吹件主体101能够在合理的工作温度下持久可靠的进行喷吹作业。
参见图4,在一实施例中,炉身喷吹件还包括护套102,护套102设置在喷吹件主体101的后端外侧壁上,且护套102的内侧壁与喷吹件主体101的后端外侧壁紧密贴合,调节套104和安装套103位于护套102的外侧。通过护套102包裹喷吹件主体101的外壁,安装套、调节套通过护套与喷吹件主体相连,有利于提高喷吹件主体101的结构强度。
参见图4,在一实施例中,炉身喷吹件的整体外轮廓可以呈圆棒状或圆台状。
参见图4,在一实施例中,护套102可以为筒状结构,护套102套设在喷吹件主体101上,并通过焊接、粘接或其它固定方式与喷吹件主体101密封固定成一体。
参见图4,在一实施例中,护套102可以与喷吹件主体101一体成型。
参见图4,在一实施例中,安装套103外套于护套102上,并与护套102连接,使得炉身喷吹件通过安装套103便能够直接安装在高炉200上,既简化了安装结构,安装操作简单,又保证了安装结构的强度。
可选的,安装套103可以为筒状结构。
可选的,安装套103可以由硬质耐高温材料制造而成,护套102也可以由硬质耐高温材料制造而成,喷吹件主体101通过护套102与安装套103实现装配连接,增大了接触面积,结构连接稳固可靠。其中,安装套103通过焊接方式与高炉200固定连接。
参见图4,在一实施例中,喷吹件主体101的前端外壁上设有硬质合金层1013,护套102与硬质合金层1013配合覆盖炉身喷吹件的外壁,护套102和硬质合金层1013配合保护喷吹件主体101,既保证了炉身喷吹件的结构强度,又保证了炉身喷吹件的使用寿命。其中,硬质合金层1013可以通过堆焊方式或电镀方式或其它方式布满喷吹件主体101的前端侧壁和前端端部壁面,提高喷吹件主体101的耐磨耐高温性能。
参见图4,在一些实施例中,护套102上设有第一连接部1021,安装套103上设有与第一连接部1021可拆卸连接的第二连接部1031。
可选的,第一连接部1021和第二连接部1031可以为法兰,第一连接部1021和第二连接部1031之间通过螺栓锁紧连接,结构简单,生产制造难度低,拆装操作简单方便,降低了成本。
参见图6,在一实施例中,调节套104位于第一连接部1021和第二连接部1031之间,调节套104的两端分别与第一连接部1021和第二连接部1031可拆卸地连接。
可选的,调节套104可以为筒状结构,调节套104的两端均设有第三连接部1041,两端的第三连接部1041分别与第一连接部1021和第二连接部1031可拆卸地连接。进一步的,第三连接部1041可以为法兰,第三连接部1031通过螺栓与第一连接部1021和第二连接部1031连接,拆装更换快速方便。其中,螺栓可以直接穿过第一连接部1021、第三连接部1041和第二连接部1031将炉身喷吹件、调节套104和安装套103直接固定相连,即保证了装配的精度,又保证了结构的强度。
参见图6,在一实施例中,调节套104、安装套103与护套102之间的间隙区105内填充有耐火材料,安装套103上设有用于耐火材料充入间隙区105的填充孔1032。将可流动耐火材料从填充孔1032送入间隙区105,填充炉身喷吹件与安装套103、护套102之间的间隙,一方面使得结构更加稳固可靠,另一方面提高设备的耐火性能,有利于适应高温工作环境。另外,耐火材料能够封堵高炉内部的气体或物质外溢。
参见图6,在一实施例中,护套102、安装套103和调节套104可以均由硬质耐高温材料制成,喷吹件主体101可以由导热材料制成。一方面,保证了结构的高强度性能,另一方面,又能提供高强冷却能力。
可选的,护套102、安装套103和调节套104均可以由钢制成,结构强度高;喷吹件主体101可以由铜或铝制成,导热性能好,以便喷吹件主体101内设置的冷却通道在冷却介质的作用下能够快速带走热量,降低设备工作温度,有利于设备长期稳定作业。
参见图4,在一实施例中,炉身喷吹件上设有介质混合接口1016,介质混合接口1016倾斜设置在炉身喷吹件的后端侧壁上,并与气流通道1011连通,通过介质混合接口1016可以根据不同工况需求向气流通道1011中通入所需介质。例如,介质混合接口1016可以用于混合喷吹低温还原气体或其它燃料进入气流通道1011,燃料可以为固体燃料、气体燃料或液体燃料;或者介质混合接口1016可以用于喷入氮气或氩气等惰性气体,能有效防止炉身喷吹口堵塞。介质混合接口1016倾斜设置,使得介质混合接口1016与喷吹件主体101前端形成的夹角为钝角,介质混合接口1016与喷吹件主体101呈一固定角度,便于介质混入。
参见图1,在一实施例中,本申请还提供了一种高炉炉身送风喷吹系统的安装方法,包括以下步骤:
在高炉的炉身部位安装多套沿炉身圆周均匀布置的喷吹装置;
在送风围管上安装多套与喷吹装置一一对应的送风装置,将送风装置与喷吹装置可拆卸地连接。
可选的,在高炉的炉身部位安装多套沿炉身圆周均匀布置的喷吹装置,包括:将安装套穿过高炉的炉壳后伸入炉墙冷却壁,并将与炉壳固定连接;将炉身喷吹件的前端穿过调节套和安装套后伸入高炉内部,并将调节套与炉身喷吹件和安装套可拆地连接;其中,调节套的长度与炉身喷吹件伸入高炉内的长度对应,以使炉身喷吹件到达高炉内部指定的喷吹位置。
可选的,在送风围管上安装多套与喷吹装置一一对应的送风装置,将送风装置与喷吹装置可拆卸地连接,包括:当送风围管和高炉停止作业时,将送风装置与喷吹装置和送风围管连接;其中,将波纹膨胀节组件的两端分别与变径管和弯头管固定连接,将变径管和弯头管分别与送风围管和喷吹装置固定连接。高炉停止作业时,高炉处于常温低压状态,此时将送风装置分别与喷吹装置和送风围管连接,连接操作简单、方便、安全、可靠;当高炉处于作业状态时,高炉内的压力和温度升高至工作状态,由此产生的膨胀或变形的相对位移差便能够通过送风装置消化、吸收。
上述实施例的高炉炉身送风喷吹系统的安装方法,安装操作简单方便,使得高炉炉身送风系统能够可靠、稳定地与高炉连接,适应高炉的不同作业状态,以便持续、稳定地将还原性气体介质输入高炉内的指定位置,提高反应效率,降低碳排放。
在本说明书的描述中,参考术语“本实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 高炉炉身送风装置及高炉炉身喷吹送风设备
- 一种炉身喷吹还原气的氧气高炉炉型结构