一种罐缝焊接装置及方法
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及焊接技术领域,具体涉及一种罐缝焊接装置及方法。
背景技术
目前,在进行罐缝焊接时,一般通过控制减小前后段电流防止焊缝过烧来保证翻边不裂口,解决罐缝焊接时存在的翻边裂口问题,这对于优质的马口铁是完全能保证焊缝翻边不裂口的,对马口铁材质要求较高。但这种焊接方式对于马口铁质量不高时,就不能保证翻边质量,仍会出现焊缝过烧和拖尾毛刺的问题,既不美观又影响罐身焊缝质量,由于过烧的原因,从而引起罐子进入下一工序翻边与盖子组合封口时翻边裂口而造成废品,影响生产效率。
发明内容
针对现有技术的不足,本发明提供一种罐缝焊接装置。
一种罐缝焊接装置,包括缝焊机,所述缝焊机设有控制模块,所述控制模块包括:
IGBT驱动电路,用于接收控制信号,并根据控制信号改变焊接电流和焊接频率;
电流控制模块,与IGBT驱动电路电性连接,用于输出控制信号改变IGBT驱动电路的IGBT的导通占空比,从而改变焊接电流;
频率控制模块,与IGBT驱动电路电性连接,用于输出控制信号改变IGBT驱动电路的IGBT的导通频率,从而改变焊接频率。
还包括送罐机构,所述送罐机构包括曲柄轴、拐臂、连杆、导轨、推罐头,所述曲柄轴转动能带动拐臂转动,从而带动连杆动作,使推罐头在导轨上进行横向移动。
所述送罐机构还包括曲柄轴控制器,所述曲柄轴控制器用于接收焊接信号,并控制曲柄轴的运动。
所述电流控制模块包括前段电流控制电路、中段电流控制电路、后段电流控制电路、PWM脉宽调制电路,所述前段电流控制电路、中段电流控制电路、后段电流控制电路并联并通过电流控制电子开关和与非门控制通断,输出数值送入PWM脉宽调制电路完成脉宽改变,改变后的脉宽信号经IGBT驱动电路后改变其IGBT的导通占空比,从而改变焊接电流。
所述电流控制模块还包括前段电流指示电路、中段电流指示电路、后段电流指示电路,所述电流控制电子开关包括第一电子开关IC1A、第二电子开关IC1C、第三电子开关IC1B,所述前段电流指示电路与前段电流控制电路通过第一光耦UT1与第一电子开关IC1A电性连接,所述中段电流指示电路与第二电子开关IC1C电性连接,所述后段电流指示电路与后段电流控制电路通过第二光耦UT2与第三电子开关IC1B电性连接。
所述频率控制模块包括前后段频率控制电路、中段频率控制电路、V/F压控振荡电路,所述前后段频率控制电路、中段频率控制电路并联并通过频率控制电子开关和与非门控制通断,输出数值并送入V/F压控振荡电路完成频率改变,改变后的频率信号经IGBT驱动电路后改变其IGBT的导通频率,从而改变焊接频率。
所述频率控制模块还包括前后段频率指示电路、中段频率指示电路,所述频率控制电子开关包括第四电子开关IC4A、第五电子开关IC4B,所述前后段频率指示电路与前后段频率控制电路通过第三光耦UT3与第四电子开关IC4A电性连接,所述中段频率指示电路与第五电子开关IC4B电性连接。
本发明还提供一种罐缝焊接方法,包括以下步骤:
步骤一,将罐子推入缝焊机上下焊轮之间;
步骤二,在罐子前段进入上下焊轮之间后,缝焊机的控制模块输出控制信号,逐渐升高焊接电流,并逐渐增大焊接频率使焊点的间距逐渐减小,并在罐子中段进入上下焊轮之间后保持焊接电流和焊接频率不变;
步骤三,在罐子后段进入上下焊轮之间后,缝焊机的控制模块输出控制信号,逐渐降低焊接电流,并逐渐减小焊接频率使焊点的间距逐渐增大,完成焊接。
所述步骤三在完成焊接后,可直接衔接下一个罐子,并重复步骤二、步骤三,循环生产。
所述前段的焊点间距的最大值与中段的焊点间距之比为1.1-1.25:1。
本发明的有益效果:本申请提供的一种罐缝焊接装置及方法,其采用在现有焊接罐缝控制减小前后段电流的基础上增加了改变焊接频率从而改变焊点间距的方式,使罐体焊接前后段焊缝相较于单一只改变电流焊接方式翻边封口更可靠,确保焊缝翻边不裂口,适用于不同质量的马口铁。
附图说明
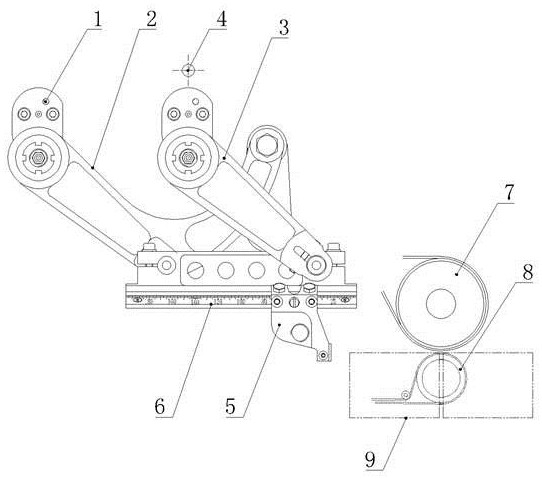
图1为本发明实施例送罐机构的结构示意图。
图2为本发明实施例电流控制模块的电路原理图。
图3为本发明实施例频率控制模块的电路原理图。
具体实施方式
下面结合附图对本发明的实施例作进一步说明。
一种罐缝焊接装置,包括缝焊机,所述缝焊机设有控制模块,所述控制模块包括:
IGBT驱动电路,用于接收控制信号,并根据控制信号改变焊接电流和焊接频率;
电流控制模块,与IGBT驱动电路电性连接,用于输出控制信号改变IGBT驱动电路的IGBT的导通占空比,从而改变焊接电流;
频率控制模块,与IGBT驱动电路电性连接,用于输出控制信号改变IGBT驱动电路的IGBT的导通频率,从而改变焊接频率。
如图1所示,还包括送罐机构,所述送罐机构包括曲柄轴1、拐臂2、连杆3、导轨6、推罐头5,所述曲柄轴1转动能带动拐臂2转动,从而带动连杆3动作,使推罐头5在导轨6上进行横向移动,还包括曲柄轴控制器4,所述曲柄轴控制器4用于接收焊接信号,并控制曲柄轴1的转动,并且根据曲柄轴1的转动路径计算并指示罐子的运动路程,并根据罐子的运动路程向缝焊机的控制模块发送罐子9前段或中段或后段进入上焊轮7和下焊轮9之间的位置信号,缝焊机的控制模块在接收到位置信号后根据情况输出控制信号启动电流控制模块和频率控制模块。
如图2所示,所述电流控制模块包括前段电流控制电路、中段电流控制电路、后段电流控制电路、PWM脉宽调制电路、前段电流指示电路、中段电流指示电路、后段电流指示电路,所述前段电流控制电路、中段电流控制电路、后段电流控制电路并联,所述前段电流指示电路与前段电流控制电路通过第一光耦UT1与第一电子开关IC1A电性连接,所述中段电流指示电路与第二电子开关IC1C电性连接,所述后段电流指示电路与后段电流控制电路通过第二光耦UT2与第三电子开关IC1B电性连接。
具体的,当控制模块取得罐身前段进入上焊轮7和下焊轮9之间的位置信号,启动前段电流控制控制电路,经第一光耦UT1打开第一电子开关IC1A同时通过与非门IC2A输出关闭第二电子开关IC1C将中段电流控制电路切断,前段电流调节RP1电压,经运算放大器IC3A运算后数值,通过电子开关IC1A送入PWM脉宽调制电路完成脉宽改变,改变的脉宽信号,经IGBT驱动电路后,将控制信号G1、G2、G3、G4送达到控制IGBT1、IGBT2、IGBT3、IGBT4的导通占空比改变,通过输出电压进行脉宽改变并驱动IGBT驱动电路为现有技术,本文不再赘述,当控制模块取得罐身中段进入上焊轮7和下焊轮9之间的位置信号,第二电子开关IC1C将中段电流控制电路接通,当控制模块取得罐身后段进入上焊轮7和下焊轮9之间的位置信号,第二电子开关IC1C将中段电流控制电路切断,第一电子开关IC1A将前段电流控制电路切断,第三电子开关IC1B将后端电流控制电路接通,实现前段焊接电流从一个较小值逐渐增大,中段保持不变,后段逐渐减小。
如图3所示,所述频率控制模块包括前后段频率控制电路、中段频率控制电路、V/F压控振荡电路、前后段频率指示电路、中段频率指示电路,所述前后段频率控制电路、中段频率控制电路并联,所述前后段频率指示电路与前后段频率控制电路通过第三光耦UT3与第四电子开关IC4A电性连接,所述中段频率指示电路与第五电子开关IC4B电性连接。
具体的,当控制模块取得罐身前段进入上焊轮7和下焊轮9之间的位置信号,启动前后段频率控制电路,经第三光耦UT3打开第四电子开关IC4A同时通过与非门IC6A输出关闭第五电子开关IC4B将中段频率控制电路切断,前段频率调节RP3电压,经运算放大器IC5A运算后数值,通过第四电子开关IC4A送入V/F压控振荡电路完成焊接频率改变,改变后的频率信号,经IGBT驱动电路后,将控制信号G1、G2、G3、G4送达到控制IGBT1、IGBT2、IGBT3、IGBT4的导通频率,通过输出电压送入V/F压控振荡电路进行频率改变并驱动IGBT驱动电路为现有技术,本文不再赘述,当控制模块取得罐身中段进入上焊轮7和下焊轮9之间的位置信号,第五电子开关IC4B将中段频率控制电路接通,当控制模块取得罐身后段进入上焊轮7和下焊轮9之间的位置信号,第五电子开关IC4B将中段频率控制电路切断,实现前段焊接频率从一个较小值逐渐增大,中段保持不变,后段逐渐减小,使焊点间距从前段一个较大值逐渐减小,中段保持不变,后段逐渐增大。
采用上述罐缝焊接装置,可采用以下步骤进行焊接生产:
步骤一,将罐子推入缝焊机上下焊轮之间;
步骤二,在罐子前段进入上下焊轮之间后,缝焊机的控制模块输出控制信号,逐渐升高焊接电流,并逐渐增大焊接频率使焊点的间距逐渐减小,并在罐子中段进入上下焊轮之间后保持焊接电流和焊接频率不变;
步骤三,在罐子后段进入上下焊轮之间后,缝焊机的控制模块输出控制信号,逐渐降低焊接电流,并逐渐减小焊接频率使焊点的间距逐渐增大,完成焊接。
在所述步骤三在完成焊接后,也可直接衔接下一个罐子,并重复步骤二、步骤三,循环生产。
本实施例中,所述前段总长为3.48mm,后段总长为3.48mm,所述前段的焊点间距与中段的焊点间距之比为1.1-1.25:1,中段的焊点间距优选0.8mm,前段的焊点间距的最大值优选0.88-1mm,前段的焊点间距从起始至中段分别为0.9mm、0.89mm、0.86mm、0.83mm、0.8mm,在接近中段方向逐渐减小,并在中段保持0.8mm,在后段起始至末尾分别为0.8mm、0.83mm、0.86mm、0.89mm、0.9mm,在接近后段末尾逐渐增大,这种焊点结构是焊缝更平顺,翻边不裂口。
本实施例综合改变焊接电流和焊接频率,罐体焊接前后段焊缝,比单一只改变电流,翻边封口更加可靠,更有效的提高了对不同材质马口铁进行翻边不裂口可靠性,使用IGBT大功率器件驱动控制可快速关断、关断可靠、开关频率高、响应快,使焊接更稳定可靠。
实施例不应作为本发明的限制,任何基于本发明的精神所作的非创造性改进都应视为本发明的保护范围。
- 一种用于焊接纵缝和环缝的焊接设备及其焊接方法
- 钛合金筒体环缝可调节自动焊接装置及焊接方法
- 一种三片罐制备用罐身缝焊接装置
- 一种焊接小车及带有其的异型罐环缝盖面焊接机构