一种轴类零件自动上下料输送线
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及轴类零件加工技术领域,主要涉及一种轴类零件自动上下料输送线。
背景技术
轴是穿在轴承中间或车轮中间或齿轮中间的圆柱形物件,它是支承转动零件并与之一起回转用以传递运动、扭矩或弯矩的机械零件。轴的外部一般为金属圆杆状,各段可以有不同的直径,机器中作回转运动的零件一般就安装在轴上。
随着科学技术发展和产业结构的调整,各行业装备数字化、复杂化、高精度化,轴类零件的使用越来越广泛。轴的种类也有很多,常见的类似于齿轮轴等等。齿轮轴是齿轮与轴做成一体,用来与另一根轴上的齿轮啮合,传递运动与动力。由于其安装使用需求,通常需要利用滚齿机在轴的底部进行滚齿加工。
关于滚齿机自动上下料有很多方式,但是针对长轴类零件的自动上料不太好实现,由于轴类零件的底部需要进行滚齿,通常会带有毛刺,因此导致无法站立放置长轴,长轴站立放置容易出现倒料的现象,从而不便实现其自动上下料功能,进而影响了其加工效率。
发明内容
本发明提供一种轴类零件自动上下料输送线,能够有效避免产品立着放出现倒料的现象,较好地实现了轴类零件的自动上下料功能,以便保证其加工效率,其整体过程灵活有序,实用性好。
为了实现上述目的,本发明采用以下技术方案:一种轴类零件自动上下料输送线,包括上料输送线和下料输送线,所述上料输送线上可等距间隔输送有多个待加工的轴类零件,所述下料输送线上可等距间隔输送有多个加工好的轴类零件,所述上料输送线与下料输送线并排放置且输送方向相反;所述上料输送线及下料输送线的后侧对应设有零件搬运机构,该零件搬运机构上对应设有可左右移动且上下移动的机械爪,该机械爪还可竖向进行转动,通过零件搬运机构将轴类零件从上料输送线送去齿轮加工机床进行加工,再从齿轮加工机床送回下料输送线进行运输下料。
优选的,所述上料输送线包括上料机架,所述上料机架内对应设有可移动调节的调节板,所述调节板与上料机架一侧之间对应设有链条输送机构,所述链条输送机构的两条输送链条上等距间隔设有多个V形块,两条输送链条上V形块的位置相对应,所述轴类零件对应放置于两条输送链条顶部对应的两个V形块上。
优选的,所述链条输送机构两侧的驱动轴一端对应安装于上料机架一侧,其另一端穿过调节板后对应安装于上料机架另一侧;其中一根驱动轴的一端穿过上料机架侧部后通过链传动与第一驱动电机的输出轴对应连接。
优选的,其中一根驱动轴的另一端穿过上料机架侧部后对应安装有圆片,所述圆片的四周均匀设有多个延长块,所述圆片的一侧对应设有能够感应延长块的槽型光电传感器,所述槽型光电传感器以及第一驱动电机均可与PLC控制中心连接。
优选的,所述上料机架的两侧均对应设有可转动的丝杆,所述丝杆对应穿过调节板,并与调节板螺纹连接;两根丝杆的一端可通过链传动对应连接,所述上料机架的外部一侧对应设有可转动的摇轮,其中一根丝杆的一端穿过上料机架侧部后通过链传动与摇轮转动轴对应连接,转动摇轮便可驱动两根丝杆同时转动。
优选的,所述上料机架的中部间隔设有多根导向杆,所述导向杆对应穿过调节板,并与调节板滑动连接。
优选的,所述下料输送线包括下料机架,所述下料机架上对应设置有皮带输送机构,所述下料机架的一侧对应安装有用于驱动该皮带输送机构启动的第二驱动电机,所述皮带输送机构的输送皮带外表面等距间隔设有多个分隔条,该输送皮带的顶部间隔运输有多个轴类零件,通过分隔条将轴类零件分割开。
优选的,所述零件搬运机构包括固定机架、左右伺服移动机构和上下伺服移动机构,所述左右伺服移动机构对应安装于固定机架,所述上下伺服移动机构对应安装于左右伺服移动机构上,所述机械爪对应安装于上下伺服移动机构上,通过左右伺服移动机构和上下伺服移动机构实现机械爪的左右移动及上下移动。
优选的,所述上下伺服移动机构上对应安装有旋转气缸,该旋转气缸的输出端对应安装有连接板,所述连接板的侧部对应设有两个用于抓取轴类零件的机械爪,通过机械爪将轴类零件在水平方向与竖直方向之间切换。
优选的,所述上料输送线和下料输送线均对应设置于放置机架顶部,所述零件搬运机构对应设置于放置机架一侧,且放置机架的底部四周对应设有多个移动轮。
与现有技术相比,本发明的有益效果是:
本发明通过设置上料输送线、下料输送线及零件搬运机构这三个部分,并对各部分的具体结构进行优化设计,通过上料输送线将轴类零件间隔输送,通过零件搬运机构实现机械爪的上下移动、左右移动以及竖向转动,以便机械爪抓取上料输送线上的轴类零件后由水平方向转换至竖直方向,并将其送去齿轮加工机床进行加工,加工好后再送回下料输送线,再将轴类零件由竖直方向转换至水平方向后间隔放置在下料输送线,进行下料,其整体过程灵活有序,通过机械手实现转换角度,从而避免产品立着放出现倒料的现象,有效实现了轴类零件的自动上下料功能,以便保证其加工效率。
另外,本发明通过设置调节板,利用调节板实现长短料调节,以便兼容多种长短尺寸的产品,实现轴类零件长短料自动上下料的功能。且本发明还通过设置圆片及槽型光电传感器,从而实现轴类零件等间距运动,以便零件搬运机构能够有序抓取产品。
附图说明
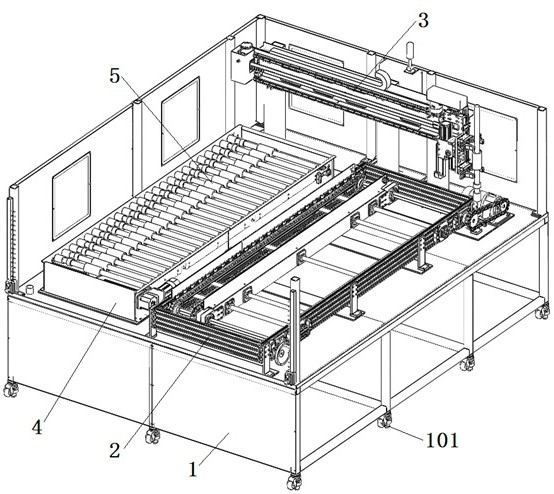
图1是本发明的整体结构示意图;
图2是本发明的上料输送线的结构示意图;
图3是本发明的下料输送线的结构示意图;
图4是本发明的零件搬运机构的结构示意图;
图5是本发明的V形块的安装分布示意图;
图6是本发明的圆片及槽型光电传感器的安装分布示意图。
图中:1、放置机架;101、移动轮;2、上料输送线;201、上料机架;202、驱动轴;203、丝杆;204、导向杆;205、调节板;206、输送链条;207、V形块;208、摇轮;209、第一传动链条;210、第一驱动电机;211、第二传动链条;212、圆片;213、槽型光电传感器;3、零件搬运机构;301、固定机架;302、左右伺服移动机构;303、上下伺服移动机构;304、机械爪;4、下料输送线;401、下料机架;402、输送皮带;403、第二驱动电机;404、分隔条;5、轴类零件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
请参阅图1-6,本实施例的一种轴类零件自动上下料输送线,包括上料输送线2和下料输送线4。所述上料输送线2上可等距间隔输送有多个待加工的轴类零件5,所述下料输送线4上可等距间隔输送有多个加工好的轴类零件5,所述上料输送线2与下料输送线4并排放置且输送方向相反。所述上料输送线2及下料输送线4的后侧对应设有零件搬运机构3(本发明的前、后、左、右、上、下方位可具体参考附图1),所述上料输送线2和下料输送线4均对应设置于放置机架1顶部,所述零件搬运机构3对应设置于放置机架1一侧,且放置机架1的底部四周对应设有多个移动轮101,便于其整体移动。所述零件搬运机构3上对应设有可左右移动且上下移动的机械爪304,该机械爪304还可竖向进行转动,通过零件搬运机构3将轴类零件5从上料输送线2送去齿轮加工机床进行加工,再从齿轮加工机床送回下料输送线4进行运输下料。所述齿轮加工机床即为滚齿机。
具体的,所述上料输送线2包括上料机架201,所述上料机架201内对应设有可移动调节的调节板205,所述调节板205与上料机架201一侧之间对应设有链条输送机构,该链条输送机构的两条输送链条206上等距间隔安装有多个V形块207,所述V形块207的顶部对应开设有V形槽,两条输送链条206上V形块207的位置相对应,所述轴类零件5对应放置于两条输送链条206顶部对应的两个V形块207上,轴类零件5的两侧可对应卡在V形槽内,实现轴类零件5的上料运输。所述调节板205可调整与上料机架201一侧的间距,使之可以限制轴类零件5两端V形块207之间的距离,以便顺利放置轴类零件5进行移动。
所述链条输送机构为现有常见机构,该链条输送机构两侧的驱动轴202一端对应安装于上料机架201一侧,其另一端穿过调节板205后对应安装于上料机架201另一侧。其中一根驱动轴202的一端穿过上料机架201侧部后通过链传动与第一驱动电机210的输出轴对应连接,即这根驱动轴202的一端穿过上料机架201侧部后对应安装有链轮,所述第一驱动电机210的输出轴上也对应安装有链轮,两个链轮之间对应安装有第二传动链条211,通过第一驱动电机210驱动链条输送机构开启进行轴类零件5的传送。
所述这根驱动轴202的另一端穿过上料机架201侧部后对应安装有圆片212,所述圆片212的四周均匀设有多个延长块,所述圆片212的一侧对应设有能够感应延长块的槽型光电传感器213,所述槽型光电传感器213以及第一驱动电机210均可与PLC控制中心连接。开启第一驱动电机210,驱动轴202转动时会带动圆片212转动,通过槽型光电传感器213感应圆片212上的延长块,并将其信号传输给PLC控制中心,通过PLC控制中心控制第一驱动电机210的启闭,从而实现轴类零件5等间距运动,以便零件搬运机构3能够有序抓取产品。
所述上料机架201的两侧均对应设有可转动的丝杆203,该丝杆203的两端对应安装于上料机架201上,所述丝杆203对应穿过调节板205,并与调节板205螺纹连接,转动丝杆203便可调整调节板205的位置,即调整调节板205与上料机架201一侧之间的距离,从而实现长短料调节,兼容不同长度的产品。两根丝杆203的一端可通过链传动对应连接,所述上料机架201的外部一侧对应设有可转动的摇轮208,其中一根丝杆203的一端穿过上料机架201侧部后通过链传动与摇轮208转动轴对应连接,转动摇轮208便可驱动两根丝杆203同时转动。具体的,所述摇轮208的转动轴上对应安装有链轮,其中一根丝杆203的一端穿过上料机架201侧部后也对应安装有链轮,两个链轮之间对应安装有第一传动链条209,转动摇轮208便可使得这根丝杆203转动。两根丝杆203位于上料机架201内侧的一端还对应安装有链轮,两个链轮之间对应安装有第三传动链条,通过第三传动链条实现两根丝杆203同步运动,使得转动摇轮208时,两根丝杆203可同步转动。所述上料机架201的中部间隔设有多根导向杆204,所述导向杆204对应穿过调节板205,并与调节板205滑动连接,通过设置导向杆204,从而对调节板205的移动起到导向作用,保证调节板205移动的稳定性。
所述下料输送线4包括下料机架401,所述下料机架401上对应设置有皮带输送机构。所述皮带输送机构为现有常见机构,所述下料机架401的一侧对应安装有用于驱动该皮带输送机构启动的第二驱动电机403,所述皮带输送机构的输送皮带402外表面等距间隔设有多个分隔条404。所述输送皮带402实际可采用PU皮带,该输送皮带402的顶部间隔运输有多个轴类零件5,通过分隔条404将轴类零件5分割开,既可使得轴类零件5能够等距间隔有序放置,又可有效避免轴类零件5在输送皮带402上任意滚动。
所述零件搬运机构3包括固定机架301、左右伺服移动机构302和上下伺服移动机构303,所述左右伺服移动机构302和上下伺服移动机构303均采用现有的直线驱动电机或直线导轨,所述左右伺服移动机构302对应安装于固定机架301,所述上下伺服移动机构303对应安装于左右伺服移动机构302上,所述机械爪304对应安装于上下伺服移动机构303上,通过左右伺服移动机构302和上下伺服移动机构303实现机械爪304的左右移动及上下移动。所述上下伺服移动机构303上对应安装有旋转气缸,该旋转气缸的输出端对应安装有连接板,所述连接板的侧部对应设有两个用于抓取轴类零件5的机械爪304,利用旋转气缸可驱动连接板转动,使得两个机械爪304位于底部或位于侧部,通过机械爪304将轴类零件5在水平方向与竖直方向之间切换。
本发明通过设置上料输送线2、下料输送线4及零件搬运机构3这三个部分,并对各部分的具体结构进行优化设计,通过上料输送线2将轴类零件5间隔输送,通过零件搬运机构3实现机械爪304的上下移动、左右移动以及竖向转动,以便机械爪304从上料输送线2的出料口一侧抓取待加工的轴类零件5后由水平方向转换至竖直方向,使得轴类零件5的加工端朝下,并将其送去齿轮加工机床进行加工;加工好后再由零件搬运机构3送回至下料输送线4的进料口一侧,再将轴类零件5由竖直方向转换至水平方向后间隔放置在下料输送线4上,进行下料,其整体过程灵活有序,通过机械手实现转换角度,从而避免产品立着放出现倒料的现象,有效实现了轴类零件5的自动上下料功能,以便保证其加工效率。
值得说明的是,本发明的自动上下料输送线不局限于仅用在轴类零件5的滚齿加工上,对于轴类零件5的其他加工时,根据其适用情况,也可使用本发明的自动上下料输送线,例如利用磨齿机对轴类零件5进行磨齿加工时便可适用。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种用于校直轴类零件的自动生产线
- 一种轴类零件自动加工装置及方法
- 一种轴类零件在线自动检测装置及其使用方法
- 一种轴类零件自动加工方法
- 一种短轴类零件自动检测设备
- 一种用于加工轴类零件的上、下料输送装置
- 一种长轴类零件自动定位输送线