一种智能用电采集终端生产质量管控方法及系统
文献发布时间:2023-06-19 18:32:25
技术领域
本申请涉及数据处理技术领域,尤其涉及一种智能用电采集终端生产质量管控方法及系统。
背景技术
随着科学技术的发展,我国用电信息采集系统已经基本实现了全覆盖,现在正处于深化应用,为其他系统应用提供数据信息共享资源,从而实现更多业务系统的大数据高效共享,使资源更充分地运用。
目前,通过智能用电采集终端对用户用电量进行采集、存储和分析,是实现用电信息采集的基础设备。在进行采集终端采购的过程中,严格按照技术标准以及质量要求进行采购,明确终端功能和类型,防止制造厂家生产的采集终端存在标准的差异。
然而,在对采集终端进行检验往往是通过电能计量中心在发货前通过对采集终端的质量进行全性能检验,由于与生产制造间隔时间过长,得到的检验信息对生产控制的反馈时间过长,导致生产质量无法满足要求时,生产调整时间长,无法及时反馈问题。现有技术中存在用电采集终端生产质量管控智能化程度低,缺乏对生产质量进行精确控制的技术问题。
发明内容
本申请的目的是提供一种智能用电采集终端生产质量管控方法及系统,用以解决现有技术中存在用电采集终端生产质量管控智能化程度低,缺乏对生产质量进行精确控制的技术问题。
鉴于上述问题,本申请提供了一种智能用电采集终端生产质量管控方法及系统。
第一方面,本申请提供了一种智能用电采集终端生产质量管控方法,其中,所述方法包括:获得用电采集终端的生产工艺信息,基于所述生产工艺信息构建参数工艺关联系数集合;采集得到所述用电采集终端的组成零件批次标识信息;对所述用电采集终端进行质量抽样采集,基于抽样采集结果生成质量评价数据;基于所述质量评价数据定位获得影响零件,并根据所述组成零件批次标识信息获得所述影响零件的批次信息;根据所述质量评价数据和所述批次信息进行同批次影响分析,生成同批次影响结果;通过所述同批次影响结果生成抽检数据,基于所述抽检数据进行所述影响零件的质量检测,生成质量检测结果;根据所述质量检测结果和所述参数工艺关联系数集合生成工艺反馈参数,基于所述工艺反馈参数进行所述用电采集终端的生产质量管控。
另一方面,本申请还提供了一种智能用电采集终端生产质量管控系统,其中,所述系统包括:关联系数集合构建模块,所述关联系数集合构建模块用于获得用电采集终端的生产工艺信息,基于所述生产工艺信息构建参数工艺关联系数集合;标识信息采集模块,所述标识信息采集模块用于采集得到所述用电采集终端的组成零件批次标识信息;评价数据生成模块,所述评价数据生成模块用于对所述用电采集终端进行质量抽样采集,基于抽样采集结果生成质量评价数据;批次信息获得模块,所述批次信息获得模块用于基于所述质量评价数据定位获得影响零件,并根据所述组成零件批次标识信息获得所述影响零件的批次信息;影响结果获得模块,所述影响结果获得模块用于根据所述质量评价数据和所述批次信息进行同批次影响分析,生成同批次影响结果;检测结果获得模块,所述检测结果获得模块用于通过所述同批次影响结果生成抽检数据,基于所述抽检数据进行所述影响零件的质量检测,生成质量检测结果;生产质量管控模块,所述生产质量管控模块用于根据所述质量检测结果和所述参数工艺关联系数集合生成工艺反馈参数,基于所述工艺反馈参数进行所述用电采集终端的生产质量管控。
本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
本申请通过采集用电采集终端的生产工艺信息,然后根据生产工艺信息构建参数工艺关联系数集合,进而采集用电采集终端的组成零件批次标识信息,通过对用电采集终端进行质量抽样采集,基于抽样采集结果得到对用电采集终端的质量评价数据,基于质量评价数据定位获得影响零件,并根据组成零件批次标识信息获得影响零件的批次信息,根据质量评价数据和批次信息进行同批次影响分析,生成同批次影响结果,通过同批次影响结果生成抽检数据,基于抽检数据进行影响零件的质量检测,生成质量检测结果,根据质量检测结果和参数工艺关联系数集合生成工艺反馈参数,基于工艺反馈参数进行用电采集终端的生产质量管控。达到了提高生产质量的管控精度,减少反馈时间,提高管控效率的技术效果。
附图说明
为了更清楚地说明本申请或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
图1为本申请实施例提供的一种智能用电采集终端生产质量管控方法的流程示意图;
图2为本申请实施例提供的一种智能用电采集终端生产质量管控方法中生成同批次影响结果的流程示意图;
图3为本申请实施例提供的一种智能用电采集终端生产质量管控方法中获得工艺反馈参数的流程示意图;
图4为本申请一种智能用电采集终端生产质量管控系统的结构示意图。
附图标记说明:关联系数集合构建模块11,标识信息采集模块12,评价数据生成模块13,批次信息获得模块14,影响结果获得模块15,检测结果获得模块16,生产质量管控模块17。
具体实施方式
本申请通过提供一种智能用电采集终端生产质量管控方法及系统,解决了用电采集终端生产质量管控智能化程度低,缺乏对生产质量进行精确控制的技术问题,达到了提高终端生产质量,减少反馈周期的技术效果。
本申请技术方案中对数据的获取、存储、使用、处理等均符合国家法律法规的相关规定。
下面,将参考附图对本申请中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请的一部分实施例,而不是本申请的全部实施例,应理解,本申请不受这里描述的示例实施例的限制。基于本申请的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。另外还需要说明的是,为了便于描述,附图中仅示出了与本申请相关的部分而非全部。
实施例一
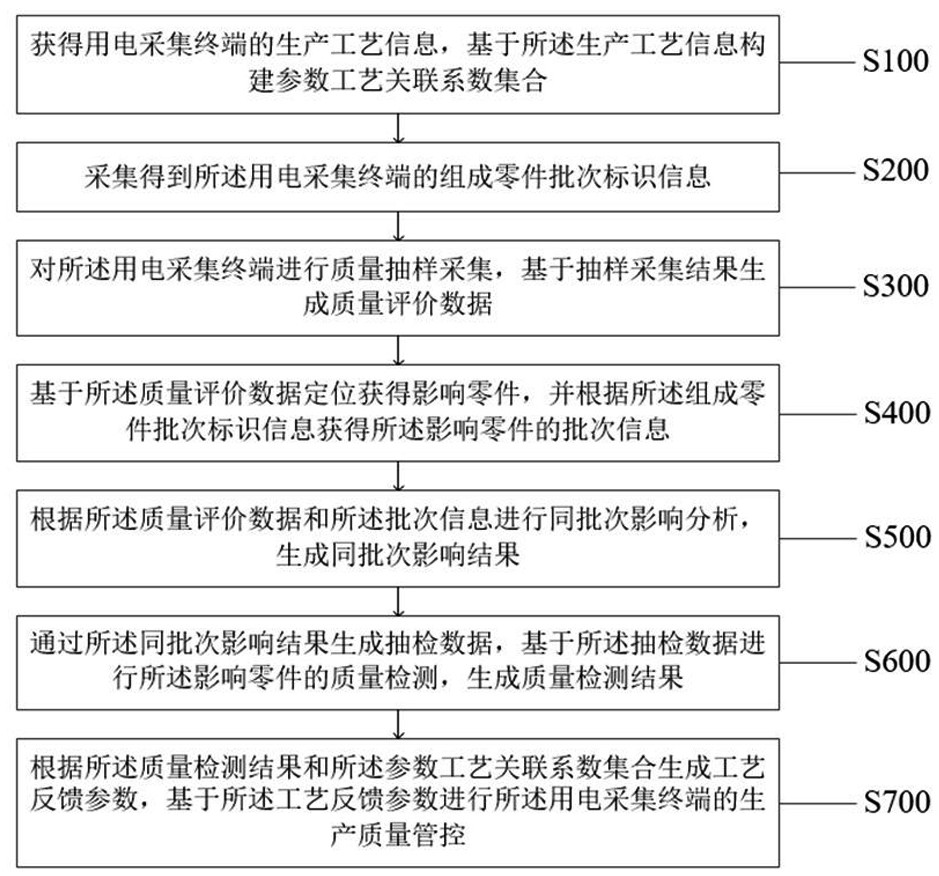
如图1所示,本申请提供了一种智能用电采集终端生产质量管控方法,其中,所述方法包括:
步骤S100:获得用电采集终端的生产工艺信息,基于所述生产工艺信息构建参数工艺关联系数集合;
具体而言,所述用电采集终端是对信息采集点的用电信息进行采集,用于通过数据双向传输以及转发或执行控制命令,完成数据采集及数据管理等任务。所述生产工艺信息是通过对用电采集终端的各个零部件原材料进行加工得到终端的工作过程以及采用的方法。所述参数工艺关联系数集合是根据工艺对参数的表征影响程度确定的关联系数,反映了参数受到工艺的影响程度,参数工艺关联系数越高,表明参数受到该工艺的影响程度越大。通过对生产工艺信息中的每一个工艺构建参数工艺关联系数,可以在终端参数出现问题时,高效定位相关的工艺,从而对工艺进行分析,达到了提高反馈效率,提高管控质量的技术效果。
步骤S200:采集得到所述用电采集终端的组成零件批次标识信息;
具体而言,所述组成零件批次标识信息是指对零件在生产制造过程中进行加工的设备进行标识的相关信息,包括:加工设备、加工时间等。由此,为精确定位零件的生产设备提供标识信息,从而为后续根据质量评价数据确定需要进行生产管控的对象奠定了基础。
步骤S300:对所述用电采集终端进行质量抽样采集,基于抽样采集结果生成质量评价数据;
进一步的,本申请实施例步骤S300还包括:
步骤S310:设定预定抽检合格数量阈值;
步骤S320:判断所述质量评价数据中合格品数量是否满足所述预定抽检合格数量阈值;
步骤S330:当所述质量评价数据不能满足所述预定抽检合格数量阈值时,则对所述用电采集终端进行遍历检测。
具体而言,按照抽样规则对生产的所述用电采集终端进行质量抽样检查,对抽样的用电采集终端质量数据进行采集,然后根据抽样采集结果得到所述用电采集终端的质量评价数据。质量评价数据反映了所述用电采集终端的质量合格率情况。可选的,抽样规则可以是根据用电采集终端的规模,从中随机抽取10%的终端作为抽样样本,以抽样样本的质量情况来反映整体的质量。
所述预定抽检合格数量阈值是根据预先设定的合格用电采集终端占总抽样用电采集终端的比例,结合抽样数量,计算得到抽检质量检测中合格用电采集终端数量的最低数量。具体数值由工作人员自行设定,在此不做限制。进而判断质量评价数据中合格品数量是否满足预定抽检合格数量阈值,不满足时表明整体用电采集终端的质量不符合要求,不能通过抽样检测,此时需要对用电采集终端逐一进行检测。在抽样检测的结果不符合要求时,表明用电采集终端的整体质量出现问题,仅仅依靠抽样检测已经不能满足质量管控的需求,通过遍历检测可以达到提高生产质量管控的质量,实现全面保证终端整体质量的技术效果。
步骤S400:基于所述质量评价数据定位获得影响零件,并根据所述组成零件批次标识信息获得所述影响零件的批次信息;
具体而言,根据所述质量评价数据获得用电采集终端质量不合格的项目,然后根据不合格项目对涉及的零件进行采集,得到影响零件。所述影响零件是对不合格质量项目产生影响的零件。所述批次信息是通过各个影响零件上的组成零件批次标识信息得到的生产加工影响零件的设备信息,即所述批次信息。在批量生产的过程中,同一类型的零件处于不同的加工状态,一部分可能已经与其他零部件一起组装成用电采集终端,一部分为半成品状态,还有的可能处于正在加工的状态。同时,由于是批量生产,同一类型的零件可能不是由同一加工设备进行加工,因此,通过组成零件批次标识信息可以得到影响零件属于那个加工设备的加工批次,得到所述批次信息。当质量评价数据中存在不合格项目时,可能是相关影响零件在加工时由于加工设备的参数调整出现问题,因此,通过批次信息可以定位加工设备,达到了提高生产管控的精细化程度的技术效果。
示例性的,用电采集终端的显示模块无法显示用户的电压信息,表明用电采集终端的液晶显示屏出现故障。进而获取影响液晶显示屏显示功能的零件,可选的,包括行电极、列电极、偏振玻璃板等。然后根据组成零件批次标识信息得到加工生产上述影响零件的相关设备信息。
步骤S500:根据所述质量评价数据和所述批次信息进行同批次影响分析,生成同批次影响结果;
进一步的,如图2所示,所述根据所述质量评价数据和所述批次信息进行同批次影响分析,生成同批次影响结果,本申请实施例步骤S500还包括:
步骤S510:基于所述批次信息进行所述质量评价数据的数据批次分类,生成带有批次标识的质量评价数据;
步骤S520:基于所述质量评价数据进行同批次下的异常偏向方向分析,生成异常偏向分析结果;
步骤S530:获得所述质量评价数据中不同批次的数量数据;
步骤S540:通过所述异常偏向分析结果和所述数量数据生成所述同批次影响结果。
具体而言,根据质量评价数据可以获得生产质量不合格的项目,以及不合格项目的影响零件,进而根据批次信息可以获得影响零件的生产批次,以所述批次信息为索引,对质量评价数据中的零件进行逐个标识查找,得到批次标识与批次信息相同的零件。进而,通过分析零件的质量情况进行同批次影响分析。
具体的,根据批次信息对质量评价数据的数据批次进行分类,按照不同的批次得到不同的批次标识的质量评价数据。进而根据带有批次标识的质量评价数据,对同批次的质量评价数据进行分析,分析同批次的质量评价项目是否一致,即不合格的方向是否一致,由此得到异常偏向分析结果,其中,所述异常偏向分析结果反映了同批次的异常情况的一致程度。进而获得不同批次的数量数据,及每个批次不合格的数量。然后综合分析所述异常偏向分析结果和数量数据,如果异常偏向分析结果表示是同一批次的异常情况一致,并根据数量数据得到异常的零件都是同一批次,则表明异常是由同批次生产的零件影响的结果,即所述同批次影响结果。由此,实现了对异常是否是由同批次的零件产生进行判断的目标,达到了对异常的深入分析,提高异常分析准确度,为后续进行精确的生产管控奠定基础的技术效果。
示例性的,质量评价数据中显示用电采集终端的通信功能产生异常,与通信功能密切相关的零部件就是通信模块,对应组成零件批次标识信息得到通信模块的批次信息为一号设备和三号设备。进而抽样采集结果产生的质量评价数据按照批次信息分为一号设备质量评价数据和三号设备质量评价数据,分析一号设备质量评价数据和三号设备质量评价数据中的通信模块的异常点,若异常通信模块都是由一号设备加工生成,进一步判断异常点是否一致,如果都是由于线路焊接不牢固导致的通信模块异常,则异常偏向分析结果就是异常偏向一致。通信模块异常是由于加工设备的加工工艺引起的。
步骤S600:通过所述同批次影响结果生成抽检数据,基于所述抽检数据进行所述影响零件的质量检测,生成质量检测结果;
步骤S700:根据所述质量检测结果和所述参数工艺关联系数集合生成工艺反馈参数,基于所述工艺反馈参数进行所述用电采集终端的生产质量管控。
进一步的,如图3所示,本申请实施例步骤S700还包括:
步骤S710:基于所述质量检测结果获得所述影响零件的异常参数;
步骤S720:基于所述异常参数进行所述参数工艺关联系数集合中的系数匹配,获得匹配关联系数集合;
步骤S730:获得所述匹配关联系数集合中对应工艺的执行顺序信息;
步骤S740:基于所述匹配关联系数集合和所述执行顺序信息生成工艺检测参数;
步骤S750:通过所述工艺检测参数进行工艺的执行检测,基于执行检测结果获得所述工艺反馈参数。
进一步的,本申请实施例步骤S750还包括:
步骤S751:基于所述匹配关联系数集合进行工艺权重占比分布,获得工艺权重占比分布结果;
步骤S752:根据所述质量检测结果进行质量异常特征提取,基于异常特征提取结果生成工艺关联度评价信息;
步骤S753:通过所述工艺关联度评价信息和所述工艺占比权重分布结果进行工艺检测权重分布,基于工艺检测权重分布结果生成所述工艺检测参数。
具体而言,根据同批次影响结果,如果用电采集终端的质量问题是由于同批次零件引起的,获取该批次的影响零件总数,进而根据影响零件总数获得抽检数量,即所述抽检数据。对影响零件的质量进行检测,得到反映影响零件质量的质量检测结果,进而根据所述质量检测结果得到影响零件的异常参数,其中,所述异常参数是影响零件出现问题的参数,可选的,包括:电压、电流、屏幕亮度等。根据所述异常参数与能够反映参数与相关工艺之间的关联程度的所述工艺关联系数集合进行匹配,得到所述匹配关联系数集合。其中,所述匹配关联系数集合是反映与异常参数相关度较高的工艺关联系数。根据匹配关联系数集合可以获得系数对应的工艺,根据工艺在零件加工过程中的顺序可以得到所述执行顺序信息。所述执行顺序信息是对零件进行加工的工艺顺序。在工艺检测过程中按照执行顺序进行检测,可以提高确定使生产质量出现偏差的工艺位置的准确程度。
具体的,根据所述匹配关联系数集合中关联系数的大小,确定工艺在零件加工过程中的重要程度,进而根据重要程度的大小确定所述工艺权重占比分布,重要程度越大,所占的工艺权重越大,进而得到所述工艺权重占比分布结果。根据所述质量检测结果对检测结果中的异常特征进行提取,示例性的,异常特征是用来描述异常点的特征,包括:通信模块的信号断连次数,断连持续时间等。进而根据异常特征提取结果获取与特征相关的工艺,根据工艺对异常点的加工程度来确定所述工艺关联度评价信息。所述工艺关联度评价信息可以反映工艺与异常特征的联系程度。进而,综合分析工艺关联度评价信息和工艺占比权重分布结果可以确定对每个工艺检测的比例,进而根据工艺检测权重分布结果得到所述工艺检测参数。所述工艺检测参数是反映对每个工艺进行检测顺序以及每个工艺抽样检测的比例的参数。通过对工艺进行监测,获得反映工艺是否出现问题的工艺反馈参数。
示例性的,在对用电采集终端的外壳模具加工的过程中,工艺包括加料、塑化、注射、冷却和脱模。加料和脱模对模具的生产质量影响最大。当外壳模具的质量检测结果显示模具的间隙过大时,可以根据工艺流程顺序对上述5个工艺中正在加工的零件逐步进行检测。在进行确定每个工艺的零件抽检数量时,考虑到加料和脱模对模具的生产质量影响比较大,因此,加料工艺和脱模工艺的抽检比例较大。通过对流程中的零件进行质量检测,根据检测的结果可以得到各个工艺的质量情况,从而确定出现问题的工艺。
进一步的,本申请实施例步骤S700还包括:
步骤S760:对所述用电采集终端进行历史质量检测数据整合,获得历史质量检测数据集合;
步骤S770:构建时序约束参数集合,基于所述时序约束参数集合进行所述历史质量检测数据集合的工艺异常分析,生成工艺异常值集合;
步骤S780:基于所述工艺异常值集合得到工艺监测约束数据,通过所述工艺监测约束数据进行生产管控。
进一步的,本申请实施例步骤S780还包括:
步骤S781:获得合作企业的企业反馈信息;
步骤S782:基于所述企业反馈信息获得匹配工艺信息;
步骤S783:基于所述匹配工艺信息生成反馈监控参数;
步骤S784:基于所述反馈监控参数对所述工艺监测约束数据调整,获得调整工艺监测约束数据;
步骤S785:通过所述调整工艺监测约束数据进行生产管控。
具体而言,对用电采集终端的历史质量检测数据进行采集,得到过去对用电采集终端的质量进行检测后获得的数据,即所述历史质量检测数据集合。所述时序约束参数是指对历史质量检测数据集合的工艺异常进行分析时数据的可靠程度进行约束的参数。根据历史质量检测数据集合中的工艺进行异常分析,根据时序约束参数集合对不同历史时间段提取的工艺异常情况进行权重分配,进而根据权重分配结果对工艺异常数据进行加权计算得到所述工艺异常值集合。根据工艺异常集合得到在生产制造过程中容易出现异常的工艺,进而得到对工艺进行监测的所述工艺监测约束数据,对生产过程中的工艺进行监测,从而保证生产质量。
具体的,所述企业反馈信息是根据合格企业在收到用电采集终端后对产品质量的反馈情况。根据所述企业反馈信息中对用电采集终端不满意的项目,得到项目对应的工艺情况,得到所述匹配工艺信息,进而得到对生产过程进行监控的反馈监控参数,对所述工艺监测约束数据进行调整,优化其中的约束项目,得到综合考虑用户信息和历史工艺情况的所述调整工艺监测约束数据,进而对生产过程中的质量进行管控。由此,达到了提高生产质量管控的准确度,进而保证生产质量的技术效果。
综上所述,本申请所提供的一种智能用电采集终端生产质量管控方法具有如下技术效果:
1.本申请实施例通过对用电采集终端的生产工艺信息进行采集分析,根据工艺信息与用电采集终端的关联程度建立参数工艺关联系数集合,按照抽样检测的方法对用电采集终端进行质量抽样,根据抽样检测的结果得到用电采集终端的整体质量进行评价的数据,即质量评价数据,从而实现对用电采集终端质量进行评价的目标,继而根据评价数据可以获得不合格项目相关的零件,从而可以定位管控的对象,通过根据质量评价数据和影响零件的批次信息可以得到不合格项目的产生是否与批次有关,从而得到同批次影响结果,根据结果进行质量抽检,得到影响零件的质量检测结果,从而根据质量检测结果和参数工艺关联系数得到工艺反馈参数,得到生产管控的对象,通过根据工艺反馈参数对用电采集终端的生产质量进行管控,由此,达到了提高生产管控的准确度,提高生产管控质量的技术效果。
2.本申请实施例通过根据批次信息对质量评价数据中的数据按照批次进行分类,并将批次标识于数据上,进而根据标识信息对同批次的质量评价数据进行异常偏向分析,得到异常是否是同一个方向的结果,即异常偏向分析结果,进而根据不同批次异常数据情况,综合分析得到同批次影响结果。从而对同批次零件对生产质量的影响进行分析,达到了提高生产质量管控的准确度的技术效果。
实施例二
基于与前述实施例中一种智能用电采集终端生产质量管控方法同样的发明构思,如图4所示,本申请还提供了一种智能用电采集终端生产质量管控系统,其中,所述系统包括:
关联系数集合构建模块11,所述关联系数集合构建模块11用于获得用电采集终端的生产工艺信息,基于所述生产工艺信息构建参数工艺关联系数集合;
标识信息采集模块12,所述标识信息采集模块12用于采集得到所述用电采集终端的组成零件批次标识信息;
评价数据生成模块13,所述评价数据生成模块13用于对所述用电采集终端进行质量抽样采集,基于抽样采集结果生成质量评价数据;
批次信息获得模块14,所述批次信息获得模块14用于基于所述质量评价数据定位获得影响零件,并根据所述组成零件批次标识信息获得所述影响零件的批次信息;
影响结果获得模块15,所述影响结果获得模块15用于根据所述质量评价数据和所述批次信息进行同批次影响分析,生成同批次影响结果;
检测结果获得模块16,所述检测结果获得模块16用于通过所述同批次影响结果生成抽检数据,基于所述抽检数据进行所述影响零件的质量检测,生成质量检测结果;
生产质量管控模块17,所述生产质量管控模块17用于根据所述质量检测结果和所述参数工艺关联系数集合生成工艺反馈参数,基于所述工艺反馈参数进行所述用电采集终端的生产质量管控。
进一步的,所述系统还包括:
异常参数获得单元,所述异常参数获得单元用于基于所述质量检测结果获得所述影响零件的异常参数;
系数匹配单元,所述系数匹配单元用于基于所述异常参数进行所述参数工艺关联系数集合中的系数匹配,获得匹配关联系数集合;
执行顺序获得单元,所述执行顺序获得单元用于获得所述匹配关联系数集合中对应工艺的执行顺序信息;
检测参数获得单元,所述检测参数获得单元用于基于所述匹配关联系数集合和所述执行顺序信息生成工艺检测参数;
工艺反馈参数获得单元,所述工艺反馈参数获得单元用于通过所述工艺检测参数进行工艺的执行检测,基于执行检测结果获得所述工艺反馈参数。
进一步的,所述系统还包括:
占比分布结果获得单元,所述占比分布结果获得单元用于基于所述匹配关联系数集合进行工艺权重占比分布,获得工艺权重占比分布结果;
关联度评价单元,所述关联度评价单元用于根据所述质量检测结果进行质量异常特征提取,基于异常特征提取结果生成工艺关联度评价信息;
工艺检测参数生成单元,所述工艺检测参数生成单元用于通过所述工艺关联度评价信息和所述工艺占比权重分布结果进行工艺检测权重分布,基于工艺检测权重分布结果生成所述工艺检测参数。
进一步的,所述系统还包括:
质量评价数据生成单元,所述质量评价数据生成单元用于基于所述批次信息进行所述质量评价数据的数据批次分类,生成带有批次标识的质量评价数据;
异常偏向分析单元,所述异常偏向分析单元用于基于所述质量评价数据进行同批次下的异常偏向方向分析,生成异常偏向分析结果;
数量数据获得单元,所述数量数据获得单元用于获得所述质量评价数据中不同批次的数量数据;
同批次影响单元,所述同批次影响单元用于通过所述异常偏向分析结果和所述数量数据生成所述同批次影响结果。
进一步的,所述系统还包括:
数量阈值设定单元,所述数量阈值设定单元用于设定预定抽检合格数量阈值;
合格品数量判断单元,所述合格品数量判断单元用于判断所述质量评价数据中合格品数量是否满足所述预定抽检合格数量阈值;
遍历检测单元,所述遍历检测单元用于当所述质量评价数据不能满足所述预定抽检合格数量阈值时,则对所述用电采集终端进行遍历检测。
进一步的,所述系统还包括:
数据整合单元,所述数据整合单元用于对所述用电采集终端进行历史质量检测数据整合,获得历史质量检测数据集合;
工艺异常分析单元,所述工艺异常分析单元用于构建时序约束参数集合,基于所述时序约束参数集合进行所述历史质量检测数据集合的工艺异常分析,生成工艺异常值集合;
监测约束参数获得单元,所述监测约束参数获得单元用于基于所述工艺异常值集合得到工艺监测约束数据,通过所述工艺监测约束数据进行生产管控。
进一步的,所述系统还包括:
反馈信息获得单元,所述反馈信息获得单元用于获得合作企业的企业反馈信息;
匹配工艺信息获得单元,所述匹配工艺信息获得单元用于基于所述企业反馈信息获得匹配工艺信息;
反馈监控参数生成单元,所述反馈监控参数生成单元用于基于所述匹配工艺信息生成反馈监控参数;
数据调整单元,所述数据调整单元用于基于所述反馈监控参数对所述工艺监测约束数据调整,获得调整工艺监测约束数据;
生产管控单元,所述生产管控单元用于通过所述调整工艺监测约束数据进行生产管控。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,前述图1实施例一中的一种智能用电采集终端生产质量管控方法和具体实例同样适用于本实施例的一种智能用电采集终端生产质量管控系统,通过前述对一种智能用电采集终端生产质量管控方法的详细描述,本领域技术人员可以清楚的知道本实施例中一种智能用电采集终端生产质量管控系统,所以为了说明书的简洁,在此不再详述。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本申请。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种经济园区智能配用电多源数据采集与集中管控方法的系统
- 一种面向智能用电信息采集系统终端的RFID安全认证方法