用于两个板状构件的介质密封连接的方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及一种用于两个板状构件的介质密封连接的方法,尤其用于两个单极板的介质密封连接,所述单极板用于制造燃料单池堆的双极板。
背景技术
在燃料单池堆中,双极板将单个的燃料单池分开。双极板通常由两个单极板组成,所述单极板互相焊接。单极板是薄的、压花的板材,当所述单极板相互放置并互相连接在一起时,它们共同包围了一空腔。由于在燃料单池堆的运行过程中,所述空腔随后会承受冷却介质,因此两个单极板必须以介质密封的方式相互连接。因此,它们通常被互相焊接。这里尤其使用了激光焊接。
在借助激光束对两个单极板进行介质密封焊接时,通常只有50至100μm厚的两个板材必须在焊缝的整个长度上进行接触,所述焊缝可以是几米。在此,有必要实现技术上的零缝隙,其允许最大为20μm的尺寸级。为此,使用高精度的夹持工具和多件式压紧装置(Niederhalter)。由此产生工具的高成本以及激光焊接机的长节拍时间,因为这个过程通常是多阶段的。为了实现技术上的零缝隙,整个面必须保持无微粒,因此所要求的技术清洁度会带来额外的成本。
因此,当以介质密封的方式焊接两个单极板时,很容易发生焊接错误。例如会构成两个焊缝,而不是一个焊缝连接两个板,每个板一个焊缝。在此,第二焊缝是由第一焊缝的根部流出的多余激光功率产生的。在此,两个板材在这一区域没有连接,从而在所述板材之间留下相对大的间隙。在这种情况下,双极板不是介质密封的。
发明内容
本发明试图补救这种情况。尤其在密封焊接两个薄板材时,例如两隔单极板时,要简化连续连接所述板材的焊缝的构成。
为了解决这个任务提出具有权利要求1的特征的方法。本发明的有利的扩展方案能够在从属权利要求中找到。
所提出的用于将两个板状构件、尤其将用于制造双极板的两个单极板进行介质密封连接的方法包括以下步骤:
-将第一构件放置到夹持装置的表面上,
-将第二构件放置到第一构件上,
-关闭所述夹持装置,
-在第二构件上设置第一焊缝,其中,选择焊入深度t小于第二构件的材料厚度s,使得由于焊接变形(Schweiβverzug)而沿着第一焊接构成弯折部,通过所述弯折部第二构件与第一构件达到线性接触,
-将连接焊缝设置到第一焊缝上,使两个构件沿弯折部互相焊接。
在提出的方法中,两个焊缝被互相重叠设置,其中,只有第二焊缝用于连接两个构件。借助第一焊缝,只应实现第二构件的变形,所述变形确保第二构件与第一构件的线性接触,即正好在后来的连接焊缝的区域中。因此,两个构件的面式接触并不重要,因此能够使用相对简单和不太沉重的夹紧装置来夹紧这两个构件。尤其能够省去多次转换夹紧和/或更换压紧板,这通常应当确保两个构件的面式贴靠。这意味着不再需要多次松开和夹紧构件,且两个构件保持优化地彼此对准。同时,连接这两个构件的节拍时间也明显降低。这是因为设置第一焊缝附加地所需的节拍时间几乎可以忽略不计。
借助夹紧装置,两个要连接的构件优选只在局部弹动,使得它们彼此固定在其位置中。在此,两个构件的接触能够被限制在沿弯折部的线性接触上。这确保了第二构件在这个区域贴靠在第一构件上。
优选地,在设置第一焊缝时,焊入深度t为第二构件的材料厚度s的20至80%,优选30至70%,进一步优选40至60%。特别优选地,第二构件为半焊入,即焊入深度t为材料厚度s的50%。
第一焊缝的设置引起第二构件在其上侧强烈加热,而下侧(如果有的话)被最小化地加热。由于不同的温度分布以及犹豫第二构件的材料在第一焊缝区域的转变导致焊接变形。由于焊接变形产生了在第二构件中构成弯折部,所述第二构件通过所述弯折部被预紧向第一构件,从而产生线性接触。
此外,优选为两个构件分别使用具有50至100μm的板材厚度或材料厚度s的板材。这意味着优选使用非常薄的板材。这尤其适用于将用于制造双极板的两个单极板连接的方法。材料越薄,当第一焊缝设置到第二件构件上或板材上时,变形就越大。这意味着构成了明显的弯折部,所述弯折部产生所希望的线性接触。
有利的是,使用相同的工具,优选激光焊接机来设置第一焊缝和连接焊缝。两个焊缝都是用相同的工具制造,由此确保了第二焊缝或者说连接焊缝精确地设置到第一焊缝上。在使用激光焊接机作为工具时能够通过激光焊接机的功率和/或其他影响焊接用激光束的运行参数来设置不同焊入深度t的焊缝。
为了防止在设置第一焊缝时出现焊穿,提出:在设置第一焊缝时,激光束以至少0.5m/s的速度在第二构件上运动。同时,通过这种方式能够顺畅地设置第一焊缝。
为了节省时间,还提出同时设置多个第一焊缝。优选借助于多个激光束进行,所述多个激光束同时在第二构件的不同点上运动。通过这种方式能够又降下设置第一焊缝所需的附加节拍时间。同样也能够适用于第二焊缝或者说连接焊缝的设置,使得能够进一步缩短节拍时间。
在本发明的扩展方案中,提出:在设置所述连接焊缝之前,将第二构件固定在第一构件上,例如借助粘附的方式。为此能够设置不同的粘附点,其中,能够使用用于设置焊缝的相同工具。在设置第二焊缝或者说连接焊缝时,附加的粘附方法步骤能够反作用于第二构件的轴向变形。这确保了保持沿着弯折部的两个构件之间的线性接触。
此外提出,使用带有夹钳的夹持装置,用于两个构件的局部弹压。由此省去耗费时间转换夹紧压紧装置板。
附图说明
下面将参照附图对本发明及其优点进行更详细的解释。其示出了:
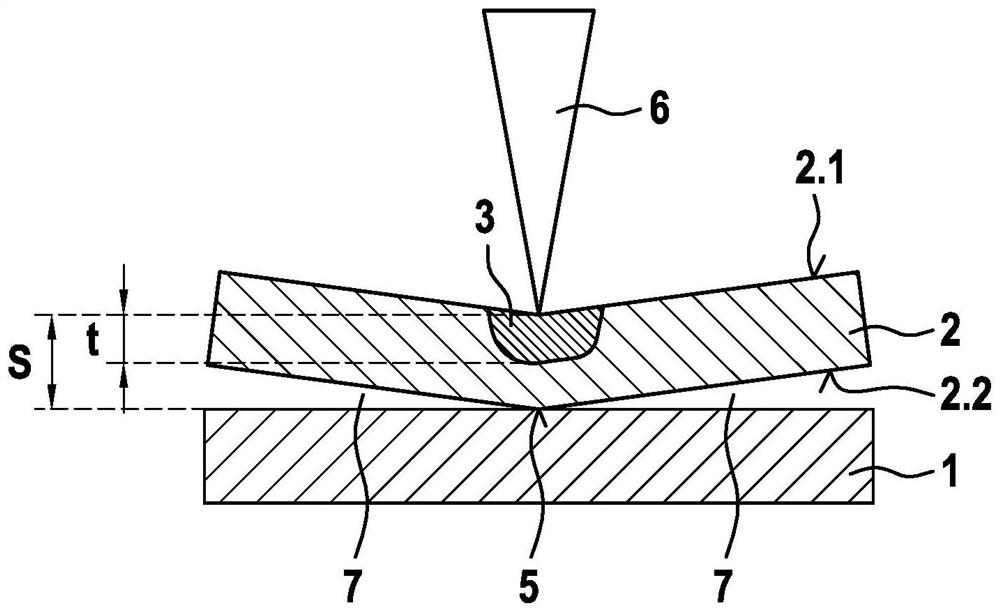
图1两个待连接的板状构件的示意性纵向截面,和
图2连接后的图1的两个构件的示意性纵向截面。
具体实施方式
图1示例性地示出了2个相互叠置的板状构件1、2,其中,尤其能够涉及两个薄的板材,例如用于制造双极板的两个单极板。
为了将两个构件1、2以介质密封的方式连接,首先将第一构件1放置到夹持装置(未示出)的表面上。然后将第二构件2放置到第一构件1上,使两个构件1、2面式地相互贴靠。随后,两个构件1、2通过关闭夹紧装置而被夹紧,从而固定它们彼此的位置。能够使用相对简单的夹持装置进行固定。
随后,借助于激光焊接机(未示出)的激光束6,在第二构件2的上侧2.1上设置第一焊缝3。第一焊缝3的焊入深度t约为第二构件2在焊缝3区域中的材料厚度s的一半。这意味着构件2在其上侧2.1比其下侧2.2更强地加热。由于焊接变形,构成弯折部5,第二构件2沿着所述弯折部产生与第一构件1的线性接触。在弯折部附近的左边和右边产生楔形的缝隙7,所述缝隙不仅是可以容忍的,而且是希望的,因为它们用于脱气。
在设置第一焊缝3并构成弯折部5后,优选借助于同一工具并在不事先转换夹紧所述夹紧装置的情况下设置第二焊缝作为连接焊缝4,更确切地说精确地地设置在第一焊缝3上,使两个构件1、2沿着所述弯折部5互相焊接。两个构件1、2在这个区域的线性接触有助于使连接焊缝4没有缺陷,并且因此是介质密封的。
- 板状构件、包含板状构件的壳体及其制作方法
- 板状布线构件的导体连接结构
- 横梁连接板消失模及其用于铸造横梁连接板的方法
- 一种用于异型结构件的连接机构及连接方法
- 终端连接和用于终端连接的板装置和制造终端连接的方法
- 连接板状构件和两个连接板状构件之间的连接装置
- 连接板状构件和两个连接板状构件之间的连接装置